Chasing lower material prices but still seeing production costs1 soar? The real problem is hiding inside your steel coil, causing unpredictable failures, constant adjustments, and costly downtime2.
The most effective way to cut stamping costs is not by haggling over material price, but by adding a material pre-treatment step. This process "tames" the internal stress in the steel coil, drastically reducing setup time, reject rates, and extending die life for massive long-term savings.

It feels wrong to add a process step to save money. After more than 30 years in metal forming, I've learned that the most obvious costs are rarely the most significant. For decades, I did what everyone else does: I negotiated with steel mills to shave a few dollars off the price per ton. But the real breakthrough came when I shifted my focus from the 'price' of the material to its 'preparation'. This simple change in perspective is what separates average stampers from world-class producers of custom stamping parts.
Is focusing only on material price a costly mistake?
You've worked hard to clinch a better steel price. But are hidden production problems and high scrap rates wiping out all of those hard-won savings? You need to look beyond the supplier's invoice to find real efficiency.
Yes, focusing only on the purchase price is a huge mistake. It ignores the well-documented concept of Total Cost of Ownership (TCO), where the initial price is just one small part of the overall expense. The hidden costs of production instability—frequent adjustments, high scrap rates, and premature tool wear—are far more significant.

For too long, our industry has been obsessed with two things: mold cost1 and material price. We design incredibly complex molds just to save a gram of material per part. We fight with steel mills for months over pennies. But this is like trying to fix a leaky pipe by polishing the faucet. The real cost black hole is not the 'price' of the steel plate2, but its 'temper'—the uneven stress locked inside each and every coil.
Production stops without warning. Parts crack for no reason. Your expensive dies wear out faster than they should. In my experience, these problems almost always trace back to one overlooked source.
An "untamed" coil has uneven internal stresses. This directly causes unstable springback, unexpected cracking during forming, and abnormal wear on your dies. The frequent, costly downtime needed for micro-adjustments is the biggest hidden cost of all, destroying your production schedule and profits.

I remember one specific project for a major automotive client. We were using a Dual Phase 600 (DP600) steel, a notoriously difficult material. We had a great price on the coil, but our scrap rate was over 15% due to edge cracking. The operators were stopping the press every hour to adjust for springback. The "cheap" material was costing us a fortune in lost time, delayed shipments, and wasted labor. That experience taught me a valuable lesson: the material's condition is more important than its price tag.
How does 'taming the coil' actually stabilize production?
You want consistent, high-quality parts1 every single time. But the raw material fights you at every step. There is a proven engineering solution2 to prepare it for perfect performance.
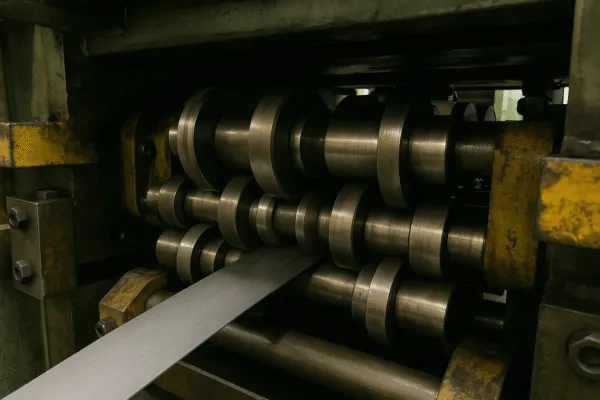
"Taming the coil" uses a precision, multi-roller tension leveler. This machine actively stretches and works the material before it enters the stamping die. This process, known as strain hardening, releases the locked-in internal stresses and makes the material's properties incredibly uniform, ensuring each part is nearly identical.
This is no longer a secret; it's a competitive advantage. This is much more than simple uncoiling and flattening. A standard flattener just removes the coil's curve. A tension leveler fundamentally changes the material's internal structure for the better, making it predictable and stable for demanding operations like those needed for our custom casting parts.
What materials benefit most from this process?
You may be wondering if this is overkill for your projects. While beneficial for most metals, it is an absolute game-changer for certain materials that are notoriously difficult to work with.
While nearly all coiled metals improve with pre-treatment, it is most critical for High-Strength Steels (HSS), stainless steels, and aluminum alloys. As noted by the World Steel Association, these advanced materials have higher internal stresses and are more prone to springback, making stabilization essential for quality.

My experience confirms this data. The more advanced the material, the more you need to tame it first. Trying to stamp Advanced High-Strength Steel (AHSS)1 without pre-treatment2 is a recipe for failure.
Material Suitability for Pre-Treatment
| Material Type | Common Stamping Issues | Benefit of Pre-Treatment |
|---|---|---|
| High-Strength Steel (HSS/AHSS) | Extreme and unpredictable springback, cracking. | Critical. Makes forming predictable and prevents fractures. |
| Stainless Steel | Work hardening, surface finish sensitivity. | High. Improves formability and protects the final finish. |
| Aluminum Alloys | Prone to surface damage and splitting (low formability). Supported by research from The Aluminum Association. | High. Creates a uniform state essential for delicate forming operations. |
How does process stability affect your supply chain?
As a buyer or engineer, you care about more than just the part price. You care about reliability. An unstable supplier with production problems can put your entire assembly line at risk.
Process stability, achieved through material pre-treatment, transforms a supplier's reliability. It means passing PPAP (Production Part Approval Process) submissions the first time, enabling Just-in-Time (JIT) delivery, and ensuring that every shipment meets quality standards without exception. This de-risks your entire supply chain.

Reliability is the currency of B2B relationships. A stable production floor means we can confidently commit to tight delivery schedules for our clients, who depend on us for everything from stamping to CNC machining services.
Is the upfront investment in pre-treatment worth it?
Adding new equipment and a new process step sounds expensive. You are worried about the initial cost and wonder if the promised savings will actually happen.
Absolutely. The ROI is not just theoretical; it's immediate and substantial. We have repeatedly seen an 80% reduction in die setup time, near-zero reject rates, and a 30% increase in die life. The savings from these benefits pay for the equipment very quickly and unlock new levels of profitability.
The first time we implemented this, our senior press operator—a man who has seen it all in 40 years—couldn't believe it. A die setup that used to take his entire 8-hour shift was done in under 90 minutes. That's when I knew we had found the solution.
Ready to Stabilize Your Supply Chain and Reduce Real Costs?
Frequently Asked Questions (FAQs)
What is the difference between a flattener and a tension leveler?
A flattener simply removes the "coil set" or curve from the metal by bending it. A tension leveler goes much further. It actively pulls and stretches the material while working it over rollers to release deep internal stresses. This makes the material's properties truly uniform, something a flattener cannot do.
Is material pre-treatment necessary for every stamping project?
It's most critical for projects using high-strength or stainless steels, parts with tight geometric tolerances, and for long production runs where consistency is key. For simple, low-tolerance parts from mild steel, it may be less critical, but it almost always provides benefits in stability and die life.
How does this process affect the material's structural properties?
The process does not negatively affect the material's tensile strength or primary mechanical properties. In fact, by creating a uniform stress state, it makes those properties more consistent and reliable throughout the entire coil, which is a major engineering benefit for part performance.
Can your factory handle different coil thicknesses and widths?
Yes. Modern tension leveling lines are highly adjustable. At Prime Custom Parts, our equipment is specified to handle the materials needed for our clients' projects, from thin-gauge electronics components to thicker structural parts.