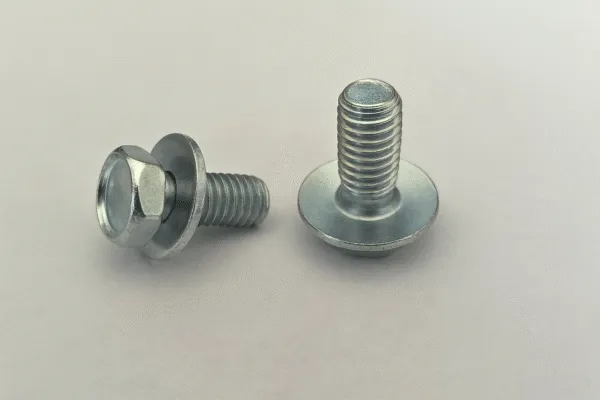
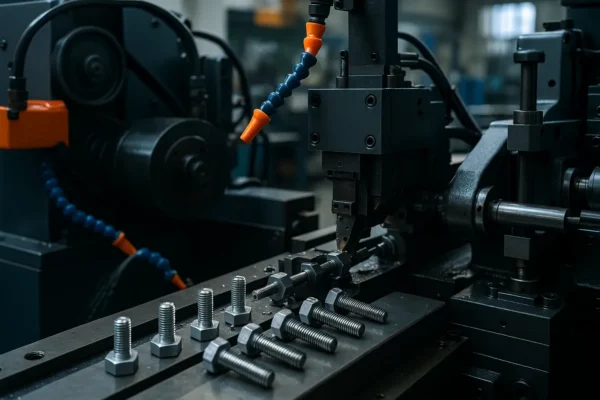
Bolts & Screws
Standard or custom head forms, threads, and finishes for machinery and structural assemblies.
- Typical CTQs: grade/class, thread fit (6g/6H), head drive, length tolerance
- Buyer evidence: COC · MTR/MTC · hardness/strength (if required)

Shandong Prime (est. 1993) · B2B wholesale only · Custom & standard fasteners
Built to drawing and standards—focused on correct grade, coating, and traceability to reduce assembly risk.
Note: final grade, coating spec, and inspection scope are confirmed after drawing/standard review and application requirements.
With complete spec (standard/grade/coating/qty), we typically respond within 24 hours.

Fastener risk is usually not “shape”—it’s grade, thread fit, coating performance, and traceability. We confirm requirements by standard/spec review and support evidence documents for purchasing approval.
Standard or custom head forms, threads, and finishes for machinery and structural assemblies.
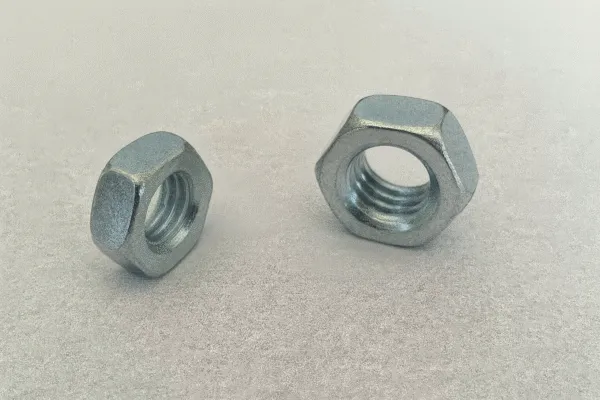
Hex, flange, lock nuts and custom forms—matched to bolt grade and application requirements.

Flat, spring, and lock washers to distribute load and reduce loosening in vibration environments.
Blind/solid/tubular rivets for permanent fastening where joint reliability is critical.
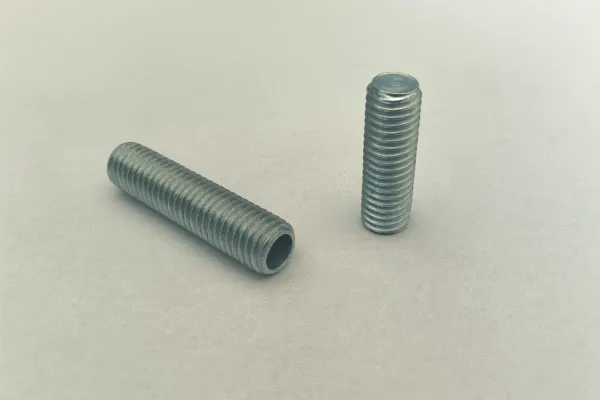
Metric/imperial threaded rods for construction, anchoring, and mechanical assembly.
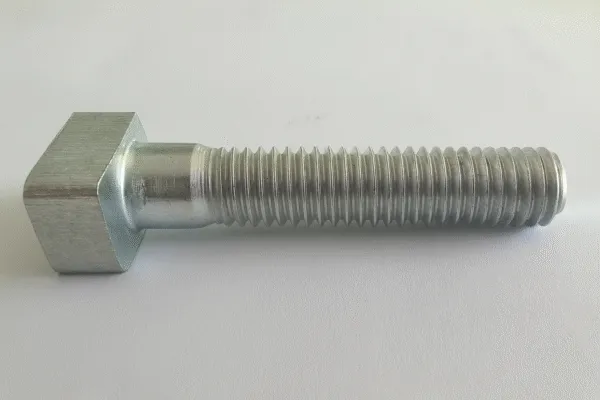
Build-to-drawing fasteners including non-standard threads, specialty heads, and application-specific coatings.
Note: final grade/class, coating system, and inspection scope are confirmed after standard/spec review and application requirements.
Fastener sourcing is a risk decision: grade/class, thread fit, coating performance, and traceability directly affect assembly quality and long-term reliability. We reduce buyer risk with spec review, controlled manufacturing routes, and verifiable inspection evidence.
Tip: if your project is vibration-critical or safety-critical, include torque/preload requirement and coating restrictions early.


Note on performance: corrosion resistance depends on coating system and environment; mechanical performance depends on grade/class and heat treatment. We confirm requirements by standard/spec review and define inspection scope before mass production.
Send drawings/specs (standard, grade/class, thread, coating, qty). With complete RFQ info, we typically respond within 24 hours.
For critical applications, we can align test requirements (hardness/tensile/coating thickness/salt spray) before production.
Note: final grade/class, coating, and inspection scope are confirmed after standard/spec review.
To help you source with confidence, we’ve compiled the most frequently asked questions regarding custom metal fasteners and our services. This section covers materials, coatings, tolerances, logistics, and compliance to ensure your expectations are fully met.
We offer fasteners in carbon steel, stainless steel (304/316/410), alloy steel, brass, aluminum, and titanium. We also support DFARS-compliant and RoHS-certified materials upon request.
We provide zinc plating, hot-dip galvanizing, black oxide, nickel/chrome plating, anodizing, phosphate coating, and customized anti-corrosion finishes based on application.
Standard tolerance for threads follows ISO, DIN, or ANSI standards. For critical applications, we can provide ±0.01 mm precision via CNC thread rolling or cutting.
Absolutely. We support full custom fabrication based on your CAD drawings, 3D files, or physical samples. OEM and ODM services are available with rapid prototyping and mass production.
Products are treated with anti-rust oil, packed in polybags or small boxes, then in export cartons and fumigation-free pallets. We offer CIF/FOB/DDP terms with full documentation including CO, Form A/E, and HS codes.
Yes, we support third-party inspections (SGS, TUV, BV) and can provide PPAP, RoHS, REACH, and material test reports to meet your project’s quality and regulatory requirements.






A custom metal fastener is a bolt/screw/nut/washer or insert made to your drawing, standard, and performance requirements (threads, fit, strength class, corrosion environment, and traceability needs). In B2B sourcing, a fastener is “qualified” only when a supplier can control CTQs and provide approval evidence — not just a spec list.
Metal fasteners sit at the center of assembly reliability — vibration loosening, thread failure, corrosion, or mixed-grade risk can shut down a line. PRIME supports custom fasteners with a practical approach: confirm service conditions, define CTQs (threads/fit/strength class/coating), then align production and inspection evidence to your PO requirements.
Buyer tip: When you request a quote, include: standard/grade (e.g., ISO/ASTM), thread spec, coating system, torque or proof-load requirements (if any), and what documents you need (COC, MTR/MTC, test reports).
Performance comes from material + heat treatment + process control. For strength-class projects, we align the route to your standard and define the test evidence scope (hardness, tensile, proof load) during RFQ/PO.
Materials can include carbon steel, alloy steel, stainless steel, aluminum, brass and others by specification. Final selection depends on corrosion medium, temperature, strength class, and required documentation (MTR/MTC).
Customization is not only shape — the real CTQs are thread form/class, under-head bearing, concentricity/runout where applicable, coating thickness, and part marking/labeling for traceability. We confirm CTQs during drawing review to reduce downstream rejects.
Repeatability is how you avoid line stoppages: stable forming/machining, controlled heat treatment, and inspection plans that catch drift early. For high-volume fasteners, we align sampling/100% sorting scope to your risk level and requirements.
Trust note: inspection method, sampling rate, and test scope must be defined in RFQ/PO. We do not assume “100% inspection” unless specified.
Fasteners for engines, suspension, brackets, and electronics — buyers focus on strength class consistency, coating performance, and repeatability at volume.
Projects are spec-driven: traceability discipline, defined inspection evidence, and controlled processing. Scope is project-dependent and must match your stated standards and documentation needs.
Miniature fasteners for enclosures and assemblies — buyers focus on dimensional control, thread quality, and surface requirements.
High-load bolts/nuts/washers for equipment where vibration and maintenance cycles matter — buyers focus on proof load, loosening risk, and corrosion protection.
Corrosion resistance and coating system selection are key. Buyers often require salt-spray/finish standards and clear packing for long-haul shipping.
Recommended inputs: standard/grade + thread spec + coating requirement + annual volume + required documents (COC, MTR/MTC, test reports).
If you’re sourcing custom metal fasteners, the fastest way to reduce risk is to evaluate process controls + evidence, not marketing terms. In this section, we show how PRIME moves from drawing to stable batches: define CTQs (threads/fit/strength class/coating), select the right production route (cold heading, rolling, CNC), and align the inspection & document pack your team needs for approval.
Trust note: capacity, tolerances, and test scope are project-dependent. We confirm feasibility after reviewing your drawing, standard, annual volume, and required documents/tests (COC, MTR/MTC, hardness, tensile, salt spray, etc.).

A fastener is approved when it holds the joint reliably and can be verified by evidence. In real purchasing, the most common CTQs are thread form/class, fit surfaces, strength class/proof load, coating system, and traceable labeling. PRIME aligns these CTQs to the correct forming/machining route and an inspection plan — so quality and procurement can sign off with fewer unknowns.
Every assembly has different failure risks (loosening, thread stripping, corrosion, mixed lots, coating damage). We evaluate your load case, environment, and standards, then recommend the most stable manufacturing route and evidence scope. Below are common production methods and what they control.
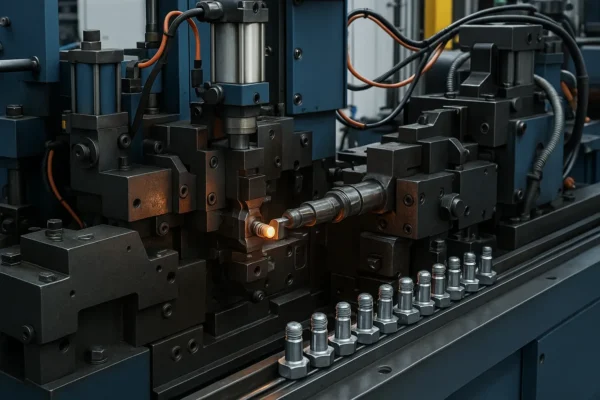
Cold heading forms heads/shanks at room temperature using dies. It is ideal for bolts, screws, rivets, and pins where repeatability at volume is required. The buyer value is material utilization, stable shape, and an efficient route for scalable production.
Scope note: speed/capacity varies by part size and material. We confirm feasibility after drawing review.
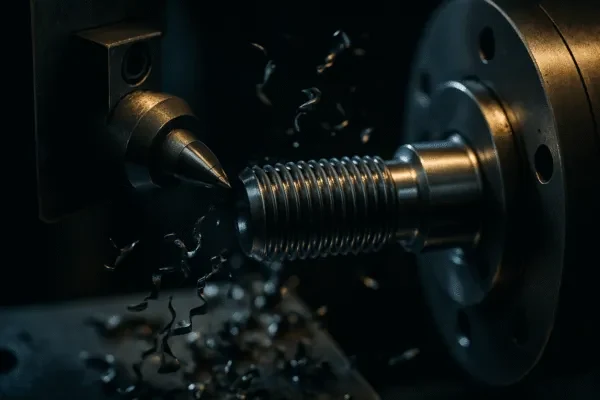
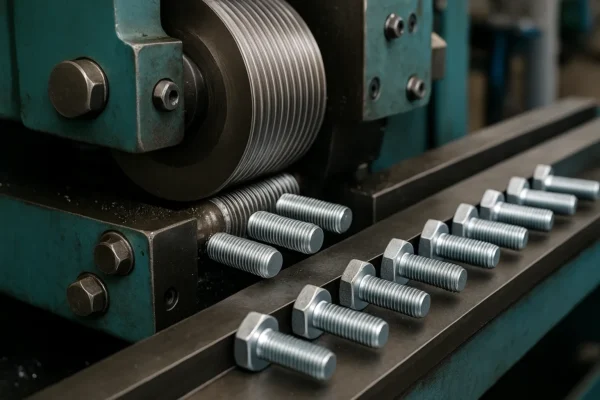
Thread rolling forms threads by displacing material (not cutting). It is widely used for bolts/screws/rods where fatigue resistance and surface quality matter. The buyer value is repeatable thread class and stable assembly performance.
Trust note: “meets ISO/UNC/DIN” must map to your exact thread callout and acceptance criteria. We confirm by drawing/spec.
CNC machining supports non-standard fasteners with tight tolerances, complex features, or small-to-mid volume requirements. This is often the lowest-risk route for prototypes and engineering changes.
Scope note: tolerance capability depends on part size/material and measurement method; confirmed after review.


Surface finishing is selected by environment and standard. Coating is a common failure point (rust, galling, uneven thickness, hydrogen embrittlement risk for certain steels). We align coating system, thickness requirement, and test scope to your spec and define what evidence will be provided.
Trust note: coating scope (standard, thickness, test hours, sampling) must be defined in RFQ/PO to avoid approval delays.
To quote accurately and avoid rework, please provide: drawing + thread callout (standard/class) + material/grade + coating system + annual quantity + CTQs (proof load, torque, fit surfaces) and required documents/tests (COC, MTR/MTC, hardness, tensile, salt spray, etc.). We’ll respond with a recommended manufacturing route and an inspection/evidence plan aligned to your approval process.
Fastener material selection is an approval decision — not a catalog choice. Buyers typically qualify fasteners by strength class / condition, service environment (corrosion/temperature), assembly risk (galling, loosening, hydrogen embrittlement), and the evidence pack required for release (MTR/MTC, hardness/proof-load, coating thickness or salt spray when specified). PRIME supports material decisions based on your drawing CTQs and applicable standards.
Trust note: published “strength ranges” are for early feasibility only. Final compliance depends on the exact standard, heat treatment condition, coating system, and agreed test scope in your RFQ/PO.
| Material / Standard Cue | Buyer Decision Cues (what to confirm) | Reference Strength | Risks / Notes | Typical Use |
|---|---|---|---|---|
| Carbon steel (e.g., ISO property class 8.8) | Strength class + proof load • coating requirement • thread class and fit | By strength class (standard-defined) | Usually needs coating for corrosion. Define coating system and whether any post-plating bake/controls are required. | Structural bolts, general industrial fasteners |
| Stainless steel 304 / 316 (per spec) | Corrosion medium (chlorides?) • galling/anti-seize • cleanliness requirements | Condition-dependent (per standard) | Galling risk in stainless-on-stainless joints (design/assembly dependent). Confirm environment and assembly method early. | Outdoor, marine, food/chemical equipment fasteners |
| Alloy steel (e.g., 4140 / high-strength routes) | High proof load • fatigue/vibration • heat treat condition and hardness target | Route-dependent (Q&T / hardness target) | Strength is strongly dependent on heat treatment and section size. Define required tests (hardness/proof load/tensile) in RFQ. | High-strength bolts, tooling and machinery fasteners |
| Brass / copper alloys (per spec) | Corrosion resistance • conductivity • appearance/finish | Grade/temper dependent | Confirm temper, surface finish, and any electrical/contact requirements. | Electrical terminals, decorative screws, fittings |
| Aluminum alloys (e.g., 6061/7075 per spec) | Weight saving • corrosion environment • thread wear and torque | Temper-dependent (e.g., T6) | Confirm temper, coating/anodize requirements, and whether inserts are needed for thread durability. | Lightweight assemblies, aerospace/robotics (project-dependent) |
* “Reference strength” is for feasibility only. Final compliance is confirmed by your standard/spec and verified by MTR/MTC and agreed test reports.
We don’t “recommend a grade” in isolation. We map your service conditions + CTQs + standard to a manufacturing and verification plan — so procurement and engineering can approve with lower risk.

When specified, we support MTR/MTC with heat/lot traceability (chemistry and required properties per standard). This helps reduce grade substitution risk and supports audit-ready receiving records.
Scope note: report content (chemistry / hardness / tensile / proof-load / coating tests) follows your spec and PO requirements. If third-party testing is required, we align scope and acceptance criteria during RFQ.
We check thread callouts (standard/class), head/drive geometry, and whether the selected material is compatible with thread rolling, cold heading, heat treatment, and plating/coating. This reduces scrap risk and avoids late-stage redesigns.

We compare total cost drivers such as coating system life, loosening/failure risk in service, inspection/sorting scope, and packaging/logistics — so you can select a material strategy with better lifecycle ROI.
For fasteners, surface treatment is not cosmetic — it controls corrosion life, assembly torque, and approval compliance. Buyers typically select finishes by environment (salt/chemicals/outdoor), friction/torque control, and required evidence (coating thickness, salt spray hours, RoHS/REACH when specified). PRIME aligns the coating system and inspection scope to your drawing/spec and PO requirements.
Trust note: coating performance depends on base material, geometry (threads), pretreatment, thickness, and handling/packing. We confirm coating standard, thickness target, and test scope (if any) before production — not after.
Note: coating thickness and performance vary with geometry and handling. Final capability is confirmed after drawing/spec review.


Tooling quality determines thread consistency, dimensional stability, and output at speed. PRIME supports tooling development and validation to protect CTQs — especially for volume production of customized bolts, screws, and nuts. For buyers, the key is not “die accuracy” in a brochure, but whether the supplier manages die wear and keeps dimensions stable over batches.
Scope note: die life and achievable consistency are project-dependent. We confirm targets after drawing review, material, and volume.
Quality is built into the fastener route: incoming material verification, in-process controls, and shipment documentation. For B2B buyers, the most important part is traceability and inspection evidence aligned to your drawing/spec and PO requirements.
Trust note: we do not assume “100% inspection” or test scope. Sampling rate and acceptance criteria must be defined in RFQ/PO.
Fasteners are “small parts with high consequences.” Failures usually come from a gap between CTQs (thread class, proof load, coating, fit), process control, and verification evidence. At PRIME, we reduce sourcing risk by defining CTQs early, setting control points in forming/rolling/heat treatment/coating, and providing inspection evidence aligned to your drawing/spec.
Trust note: we do not assume “100% inspection” or NDT. Sampling and test scope are defined by your RFQ/PO requirements.
Risk: assembly failure, torque scatter, loosening, or cross-threading.
Common causes: die wear, misalignment, poor lubrication, incorrect blank diameter.
Controls: die wear monitoring, rolling parameter control, blank inspection, lubrication control.
Verification: GO/NO-GO gauges + thread profile checks as required; records provided when specified.
Risk: sudden failure under load; high consequence in safety-critical joints.
Common causes: improper heat treatment, excessive cold work, material defects, sharp transitions.
Controls: controlled heat treatment route, transition/radius checks, process window control.
Verification: hardness/proof-load/tensile per spec; MPI/DPI available when specified.
Risk: rust, seizure, reduced clamp force, cosmetic rejects, early field failures.
Common causes: poor surface prep, incorrect thickness, handling damage, wrong coating for environment.
Controls: pretreatment control, thickness control, packing/rust prevention plan, handling protection.
Verification: coating thickness checks; salt spray/adhesion tests via third-party when specified.
Risk: fit mismatch, torque/clamp scatter, rework, line stoppage.
Common causes: die wear, trimming variation, unstable machining datums, process compensation not applied.
Controls: CTQ-based in-process checks, die maintenance intervals, datum strategy for CNC features.
Verification: dimensional inspection by gauges/CMM; FAI/CMM reports provided when required.
Risk: injury risk, coating damage, poor seating, inconsistent torque.
Common causes: trimming/machining burrs, worn tools, incomplete edge break.
Controls: deburring route definition, edge-break requirement confirmation, cleaning and final visual checks.
Verification: visual inspection and handling-safe checks; packing protection to prevent re-burring.
Recommended inputs: thread standard/class + strength class/condition + coating spec + required documents/tests (COC, MTR/MTC, reports).
Fasteners are small parts with high consequences. Different industries fail for different reasons—loosening under vibration, thread damage during assembly, corrosion in service, or mixed lots without traceability. PRIME supports custom fasteners by mapping your application to CTQs (thread class, proof load/strength, coating, fit, marking) and providing an evidence plan aligned to your drawing/spec and PO requirements.
Typical fasteners: flange bolts, wheel/lug hardware, brackets, engine bay fasteners.
CTQs buyers focus on: thread class, torque scatter, strength class consistency, coating durability.
PRIME deliverables: route selection (heading/rolling/CNC), CTQ inspection plan, batch identification.
Evidence: COC, thread gauge records, hardness/proof-load reports when specified.

Typical fasteners: structural bolts, enclosure hardware, turbine-related fasteners (project-dependent).
CTQs buyers focus on: corrosion life, coating system, stable receiving documentation.
PRIME deliverables: coating standard alignment, thickness verification plan, export-ready packing/labeling.
Evidence: coating thickness records; salt spray reports via third-party when specified.

Typical fasteners: anchor bolts, hex bolts, washers, structural sets.
CTQs buyers focus on: proof load/strength class, HDG fit strategy, corrosion protection, labeling by lot.
PRIME deliverables: HDG/coating plan + inspection scope, packing suitable for sea freight.
Evidence: COC + coating thickness checks when specified.

Typical fasteners: precision bolts, locknuts, specialty hardware (project-dependent).
CTQs buyers focus on: documentation discipline, traceability, defined inspection evidence.
PRIME deliverables: CTQ-first inspection planning and document pack alignment to your stated requirements.
Evidence: NDT and full reports available when specified by drawing/spec.

Typical fasteners: stud bolts, nuts, flange sets, pressure-service hardware.
CTQs buyers focus on: material/condition, corrosion medium, documentation and traceability.
PRIME deliverables: material/heat-treat alignment and document readiness per PO.
Evidence: NACE-related requirements supported when specified; full traceability per order.

Typical fasteners: track fasteners, anti-loosening bolts, stainless nuts/sets.
CTQs buyers focus on: fatigue/vibration resistance, corrosion protection, stable repeatability over long cycles.
PRIME deliverables: coating/rust prevention plan, CTQ inspection planning, export packing controls.
Evidence: coating checks and CTQ dimensional records when specified.
Want faster supplier approval? Send your drawing and tell us the thread standard/class, strength class, coating spec, and what evidence your team needs.
We’ll respond with a recommended production route and an inspection/document plan aligned to your RFQ/PO requirements.
Discuss Your Application + Evidence NeedsNote: sector claims and compliance scope are project-dependent and must match your stated standards and documentation requirements.
The safest way to qualify a fastener supplier is to evaluate risk control + evidence, not brochure claims. Use the checklist below to compare suppliers on standard compliance, CTQ control (threads/fit/strength/coating), traceability, and delivery execution.
Note: compliance scope, inspection methods, sampling rate, and test frequency are confirmed by your drawing/spec and PO requirements.
DFM is how buyers reduce risk before investing in tooling. For fasteners, DFM means a structured review that outputs CTQs, a recommended production route (heading/rolling/CNC), and an inspection-ready plan—not generic advice.
What is Fastener DFM? It’s the process of designing thread, head, and shank geometry so the part can be produced with stable heading, repeatable thread rolling, minimal secondary machining, and predictable assembly torque—while controlling total cost.
At PRIME, the outcome of DFM is a DFM decision package: a marked-up drawing (CTQs + risk zones), a recommended route, and a verification outline aligned to your drawing/spec and PO requirements.
Buyer concern: “This fastener is non-standard. I’m worried about tooling cost, thread-rolling feasibility, and whether the part can meet CTQs with measurable evidence. Can you show risk points and a control plan before we commit?”
We review your 2D/3D drawings to confirm whether the part is best made by cold heading + thread rolling, CNC, or a hybrid route. The outcome is not just “yes/no”—it’s a recommended route with identified risk zones and suggested revisions that reduce tooling complexity.
“Cheap” fasteners can become expensive due to die wear, thread drift, high scrap, or torque scatter after coating. Our DFM focuses on total cost and stable production—not only piece price.
Scope note: tooling approach is project-dependent and confirmed after drawing review, volume, and acceptance requirements.
Note: final capability is confirmed after CTQ definition, route selection, and first-off sample validation.
We’ll tell you early if the chosen route increases risk—because wrong process choice is a major sourcing failure point.
Engage PRIME early and you receive more than a quote: you receive a DFM decision package that helps your team approve tooling with confidence— lower risk, more stable production, and clearer inspection evidence.
Fewer surprises. Smarter tooling. More reliable fasteners.
Recommended inputs: drawing (PDF/STEP) + thread standard/class + strength class/condition + coating spec + evidence requirements.
For fasteners, the right question isn’t “cold heading or CNC?”—it’s which route meets your CTQs with the lowest risk and best total cost. CTQs typically include thread class/fit, strength class (proof load / hardness), coating system, and traceability + evidence required for supplier approval. PRIME supports both routes, so we recommend the process based on your drawing/spec, volume, material, and verification needs.
Cold heading + thread rolling + CNC finishing (only where needed): form for speed/cost, roll for thread performance, and machine only CTQs that require it.
Cold heading forms the head and shank at room temperature, then threads are typically rolled. Buyers select this route to achieve stable unit cost and repeatability once tooling is validated.
Scope note: actual capability depends on material grade, geometry, strength class/condition, and CTQs defined in drawing review.

Standard or semi-standard bolts/screws/studs where repeat volume, cost, and consistency matter.
Examples: automotive bolts, industrial screws, construction anchors, rivets, standard nuts/washers (project-dependent).

CNC turning/milling is used when the fastener is non-standard—special grooves, undercuts, unique head/drive features, or low-volume builds that cannot justify heading dies.
Note: tolerance capability depends on part size/material/method and is confirmed after CTQ definition and inspection plan alignment.
Low–medium volumes, frequent revisions, or fasteners with special features and tight CTQs.
Examples: turbine/energy hardware, marine stainless assemblies, engineering prototypes, special-thread fasteners (project-dependent).
| Decision Factor | Cold Heading | CNC Machining | Best Practice |
|---|---|---|---|
| Volume & unit cost | Best at mid–high volume after tooling validation | Better for low–medium volume / prototypes | Prototype with CNC, scale with heading when stable |
| Geometry flexibility | Best for standard head/shank forms | Excellent for grooves/undercuts/special drives | Hybrid: form the blank, machine only special CTQs |
| Thread performance | Often rolled threads (good fatigue performance) | Cut threads or special threads (as designed) | Define thread standard/class + gauge plan early |
| Lead time risk | Die design/trials add time | Programming often faster | Separate lead time: tooling → sample approval → production |
| Approval evidence | Strong when CTQs + traceability are defined | Strong measurement clarity for tight CTQs | Align evidence pack to your RFQ/PO requirements |
Capability is confirmed after drawing review, CTQ definition, and inspection plan alignment.
Because we support both routes, we can propose a predictable path: CNC prototype → DFM & CTQ lock → cold heading/rolling for scale → CNC finish only where needed. This reduces tooling risk early and stabilizes cost and delivery during ramp-up.
Note: in-house vs partner processes and test scope are confirmed by project requirements.
Send your drawing/spec and tell us your annual volume and CTQs (thread class, strength class, coating, marking/traceability). We’ll return a feasibility-backed recommendation with a suggested inspection/evidence outline.
Recommended inputs: drawing (PDF/STEP) + thread standard/class + strength class/condition + coating spec + evidence requirements.
For OEMs and distributors, logistics risk shows up as missed production schedules, customs delays, mixed lots, or rust/damage in transit. PRIME’s export team supports fastener shipments with traceable packing, document readiness, and milestone updates—so your receiving team can clear and stock parts with fewer surprises.
“We import fasteners in bulk for manufacturing. How do we ensure customs compliance, cost control, correct labeling, and undamaged delivery—especially with multiple SKUs?”
From production release to warehouse dock, we manage the shipping workflow around three buyer priorities: customs-ready documentation, SKU/lot traceability, and packaging that prevents rust and mix-ups. Deliverables and terms are aligned to your PO/Incoterms (FOB/CFR/CIF/DDP as agreed).
Buyer tip: If your warehouse needs specific label fields (SKU, PO, lot/batch, qty/box, country of origin), send your label template before production release.

We select shipping mode based on urgency, order weight/CBM, and production schedule risk. Key is separating lead time into: production → inspection/doc pack → booking → transit → clearance.
We share shipment milestones such as packing completion, booking confirmation, container/flight details, ETD/ETA updates, and packing photos when requested—useful for multi-SKU orders and inbound planning.
Scope note: update frequency and reporting format follow your project needs (e.g., weekly report or key milestones only).
Risk note: corrosion performance depends on coating system, storage duration, humidity, and packaging method. We align packaging to transit type and your storage/receiving conditions.
For repeat orders, we can support program-style deliveries with staged shipments and inventory buffering planning. This helps stabilize line supply during ramps or seasonal peaks (project-dependent).
Send your PO + Incoterms + receiving label template, and we’ll align packing, documents, and shipment milestones to your import workflow. If you need an evidence pack (COC/MTR/test reports), define it at RFQ/PO stage.
Recommended inputs: destination country + Incoterms + shipment urgency + SKU list/packing format + required documents/evidence.
R&D only matters in B2B sourcing when it reduces project risk: fewer redesign loops, stable mass production, and evidence that supports approval. At PRIME, “innovation” means turning your drawing CTQs (thread fit, strength class, coating, torque behavior, traceability) into a manufacturing route + verification plan—from prototype to repeat orders.
Buyer concern: “Can this supplier support advanced specs, special materials, and co-engineering—without creating tooling surprises or unstable quality at scale?”
Typical outputs: DFM mark-up, route recommendation (heading/rolling/CNC), CTQ list, inspection outline.
Approval support: COC + MTR/MTC, gauge plan, coating/thickness evidence (when required).
We help align material grade and processing condition to your specification—so the fastener can meet proof load / hardness / corrosion requirements and still be manufacturable (heading/rolling/coating compatibility). Common programs include carbon/alloy steels and stainless grades; special alloys are reviewed case-by-case based on your drawing/spec.
Deliverables (when required): MTR/MTC fields aligned to your spec and batch/lot traceability.
Our engineering focus is reducing the common scale-up failures: thread drift from die wear, head cracks, torque scatter, and out-of-round blanks. We optimize forming route and tooling strategy to protect CTQs.
For most fasteners, the biggest “green” lever is material yield and scrap prevention. Cold forming typically reduces chip waste vs. machining-from-solid, and process stability reduces rework/scrap.
Note: sustainability metrics and reporting scope are defined by buyer requirements.
We support non-standard fasteners where function is the CTQ—such as anti-loosening features, captive washers, insulation requirements, marking/traceability needs, or torque-control behavior. The goal is not “more features”, but features that can be produced repeatably and verified with agreed evidence.
Scope note: feasibility depends on volume, geometry, material, and required inspection/evidence.
You get a practical path: prototype → CTQ lock → stable mass production, with documentation and inspection evidence aligned to your spec. If a design carries high tooling or assembly risk, we highlight it early—because preventing late-stage failures is the real value of engineering support.
Request an R&D Feasibility ReviewRecommended inputs: drawing/spec + target strength class + thread standard/class + coating requirement + annual volume + required evidence pack.
For global buyers of fasteners, integrating value-added operations streamlines procurement, ensures consistent quality, and accelerates final delivery. PRIME offers a full spectrum of support services for custom metal fasteners — from CNC finishing to pre-assembly and export packaging.
"I need a fastener supplier who not only produces but can also finish, assemble, label, and pack the parts for immediate integration into my supply chain."
With in-house precision machining, packaging, and inspection capabilities, PRIME provides end-to-end control over fastener production — from raw material to export-ready delivery.

We combine multiple fastener parts into kits or modules, saving assembly time on your end:

With everything from threading to labeling done in-house, PRIME eliminates the delays and quality risks of fragmented supply chains.
We deliver ready-to-install fasteners — custom engineered, perfectly packed, and globally compliant.

| Carbon Steel | Alloy Steel |
| Stainless Steel | Brass |
| Aluminum | Copper |
| Titanium | Custom Alloys |
| Thread Rolling | Turning & Milling |
| Heat Treatment | Zinc Plating |
| Passivation | Hot-Dip Galvanizing |
| Rust-Prevent Packaging | Final QC Inspection |
Precision fasteners tailored for critical structural, mechanical, and industrial applications — engineered to meet global standards.

Choosing the right custom metal fastener supplier is a strategic decision that affects product reliability, cost efficiency, and supply chain performance. This guide has explored critical aspects of sourcing high-performance fasteners — from material selection and manufacturing techniques to quality control and global delivery. Long-term success depends on working with a partner who understands both engineering requirements and production scalability.


With over 30 years of experience, PRIME supplies custom fasteners for sectors including automotive, energy, construction, and machinery. From complex bolts to high-performance screws, our advanced facilities and certified quality systems ensure consistent, compliant output.
We go beyond manufacturing — providing design review, material selection, custom coatings, and full packaging support. From prototype to mass production, PRIME is your fastener sourcing partner.
PRIME supports buyers in North America, Europe, the Middle East, and Asia-Pacific. Our efficient export packaging, customs-ready documentation, and responsive sales team help ensure on-time delivery and seamless cross-border operations.
Whether for a single product line or global rollout, PRIME delivers dependable, custom fastener solutions with scalable support.

If you're sourcing precision fasteners for OEM systems or structural assemblies, PRIME is ready to assist. Share your drawings and specs for a rapid engineering review and competitive quote within 24 hours.
Let’s build stronger connections — together.
Get a Quote Now




*Logos are property of their respective owners.
Real feedback from global buyers who trust us to deliver high-quality, customized industrial components.

Purchasing Manager – Metal Components
We’ve sourced CNC machined parts from Prime for over two years. The precision is consistently excellent, tolerances are spot on, and their team is responsive and professional. Fast lead times and secure packaging make them a reliable long-term partner.

Strategic Sourcing Specialist – Industrial Hardware
The forged components we received from Prime were top quality — strong material integrity, accurate dimensions, and zero defects. Their team understood our specs clearly and delivered right on schedule. Great supplier for high-stress applications.

Supply Chain Buyer – Custom Metal Parts
We ordered a batch of custom metal welded assemblies from Prime, and the quality was outstanding. The welds were clean, uniform, and met all our strength requirements. Communication was smooth, and delivery was faster than expected.

Senior Buyer – Automotive
Prime supplies us with custom metal casting parts that meet strict automotive standards. Their ISO-certified quality, fast prototyping, and on-time delivery make them a trusted partner in our supply chain.

Procurement Lead – Electronics
Prime has been a reliable partner for our custom plastic parts in consumer electronics. The injection-molded components are precise, durable, and always delivered on time, helping us stay competitive in the market.

Category Manager – Industrial Projects
Prime delivers high-quality custom metal forgings for our industrial machinery. The parts are strong, reliable, and meet our exact specifications. With consistent quality and on-time delivery, Prime has become a trusted partner in our long-term projects.

Operations Buyer – Machinery
Prime’s custom metal fasteners have proven to be durable and precise, perfectly fitting our heavy-duty machinery. Their consistent quality and reliable delivery help us maintain smooth production with fewer interruptions. Prime is a supplier we can count on for critical components.
REPLY WITHIN 24 HOURS
When you contact us, you get more than just a price. You get a dedicated partner.
Your email information will be kept strictly confidential and our business staff will ensure that your private information is absolutely safe!