
Custom Precision Metal Stamping — Backed by Inspection Records
Prime FabWorks is the export brand of Shandong Prime International Trade Co., Ltd. (est. 1993). We supply ISO 9001 custom stamping parts with traceable documents — not just promises.
- Send: drawing + CTQ list → Receive in 24h: process suggestion, DFM notes, and a quote
- Masked proof samples available: FAI / CMM report / MTR / CoC / SPC (on request)
- NDA supported • Quality issue response via NCR / 8D when needed
Delivery KPI and inspection document samples can be shared during RFQ.
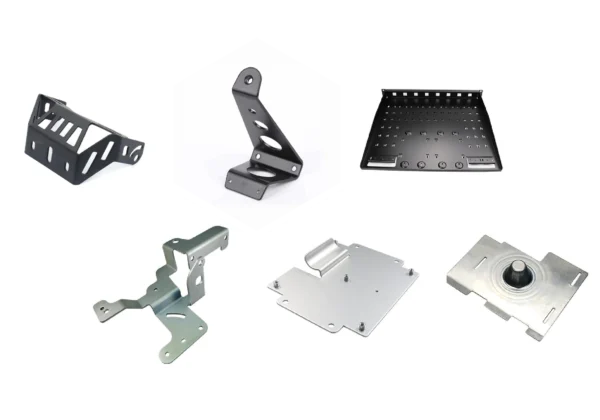
Common Products Of Metal Stamping
Prime FabWorks specializes in high-precision metal stamping solutions, offering a broad range of top-tier products across various industries. Our expertise ensures superior quality, performance, and reliability.

Deep Drawn Stamping Parts
Our deep-drawn stamping parts are crafted with precision, using advanced metal forming techniques to create deep or hollow structural components. These are ideal for containers, shells, and liquid storage products, and meet industry-leading durability and strength standards.
Manufactured using state-of-the-art tools to ensure consistency and reliability in critical applications.
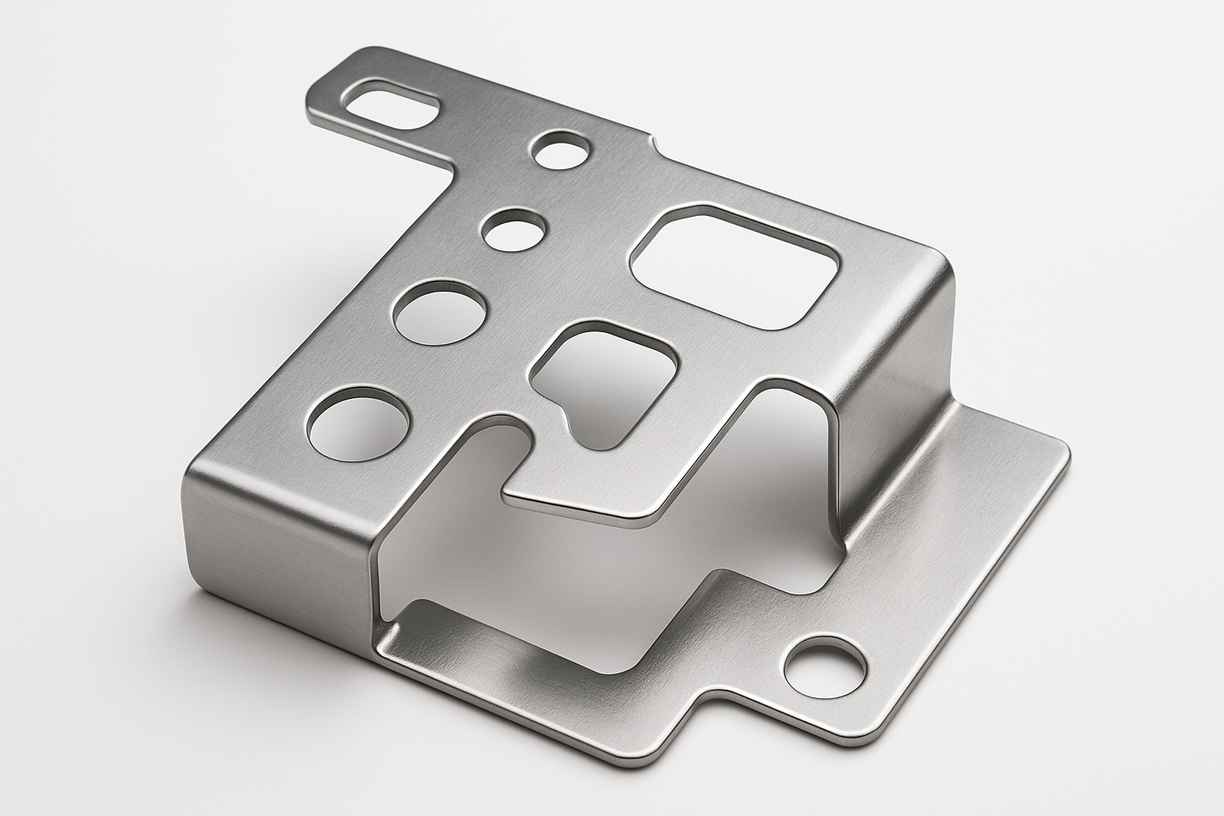
Precision Metal Stampings
Our precision metal stampings are produced with high-precision molds, ensuring micron-level tolerance. This makes them ideal for use in highly demanding industries such as electronics, medical devices, and electrical equipment, where exact specifications are crucial for safety and performance.
We leverage cutting-edge technologies to ensure that each part meets the highest standards of precision and quality, essential for critical applications.

Stainless Steel Stampings
Our stainless steel stampings provide superior corrosion resistance and structural integrity, making them perfect for high-demand environments like kitchen equipment, automotive parts, and outdoor products exposed to harsh conditions. We use premium-grade stainless steel to ensure long-lasting performance.
Our commitment to using the finest materials ensures that our stampings meet or exceed industry standards for durability and reliability.

Automotive Stamping Parts
We specialize in manufacturing high-quality, customized automotive stamping parts designed to meet the stringent performance and safety standards required in the automotive industry. From structural to functional components, our stampings are engineered for optimal durability and precision.
Our experience in the automotive sector allows us to deliver parts that are both reliable and cost-effective, meeting all regulatory standards and customer specifications.

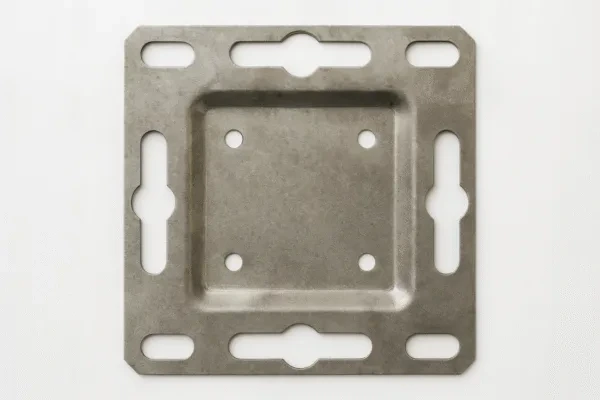
Sheet Metal Stampings
Our sheet metal stampings are designed to meet the demands of industries requiring robust, high-strength components. From equipment frames to industrial control boxes, our precision-engineered metal stampings offer reliable performance in critical applications.
Using advanced stamping techniques and thick metal sheets, we ensure the structural integrity and longevity of every part.
Custom Stamping Parts
We specialize in producing custom stamping parts tailored to your unique specifications. Whether it’s complex shapes or multi-step processes, we provide personalized solutions to meet even the most challenging design requirements. Trust us for high-quality, cost-effective custom parts.
With our expertise and advanced tooling capabilities, we can support a wide range of industries with bespoke solutions that meet the highest standards of excellence.
Why Buyers Choose PRIME for Metal Stamping (Lower Risk, Faster NPI)
Choosing a stamping supplier is a risk decision: dimensional stability, material traceability, and delivery reliability all affect your production line. At PRIME, we make verification easy with engineering feedback, traceable documents, and inspection records you can audit during RFQ—before you place a PO.
- 1993 Established, B2B Wholesale: Prime FabWorks is the export brand of Shandong Prime International Trade Co., Ltd. (est. 1993), supporting global buyers with engineering + export execution.
- ISO 9001 Quality System (Records Available): Incoming material and final inspection follow documented control plans. Masked samples of FAI / CMM report / MTR / CoC / SPC can be shared during RFQ when needed.
- Stamping Built for Scale: Press range 45T–600T, supporting progressive, single hit, and transfer dies—prototype, pilot, and mass production.
- What You Get in 24 Hours (with complete drawings/specs): Process recommendation, DFM notes (risk points + countermeasures), and a quote with lead-time assumptions stated clearly.
Tip: Provide your CTQ list and drawing revision for the fastest feasibility check.
Capability Table (and How We Verify)
Use this table to quickly check whether your drawing fits our stamping range. For CTQ dimensions, we confirm feasibility and propose an inspection approach before production.
| Specification | Capability Details |
|---|---|
| Press Capacity | 45 Tons to 600 Tons |
| Material Thickness | 0.1mm to 12mm (depends on material grade & part geometry) |
| Tolerance | ± 0.01mm (Precision, CTQ by drawing), ± 0.1mm (Standard) — confirmed by gauge/CMM plan per part |
| Max Part Size | 2000mm x 1500mm |
| Die Types | Progressive Die, Single Hit, Transfer Die |
| Typical QA Deliverables | FAI/ISIR (as requested), CMM report (if CTQ), inspection records, defect photos with dispositions (when applicable) |
| Traceability Documents | MTR + CoC (as requested), lot/heat traceability based on your requirement and PO terms |
Need confirmation for a specific CTQ? Share your drawing revision + tolerance zones + functional notes (fit/force/sealing). We will reply with feasibility, risk points, and a proposed inspection method.
Want proof of similar work?
We can share a masked stamping case summary (CTQ, cycle time, defect prevention, and inspection approach) during RFQ.

- Export Experience That Reduces Delays: We support buyers across North America, Europe, the Middle East, and Australia with clear packing lists, labeling, and shipment documentation aligned to your Incoterms.
- One Supply Chain, Fewer Vendors: Need assemblies or secondary processes? We support CNC parts, welded assemblies, castings, fasteners, and finishing options—so you reduce coordination risk.
- Inspection & Third-Party Checks Welcome: Pre-shipment inspection and third-party verification can be arranged if your project requires it.
Ready to Start a Low-Risk RFQ?
Upload your drawing, CTQ list, and expected annual volume. Our engineers will return feasibility notes and a quote within 24 hours (for complete RFQs), with assumptions stated clearly.
NDA available • Samples of inspection documents can be provided during RFQ to help you verify quality control before ordering.
Address Your Concerns: FAQ about stamping parts
To further assist our customers and provide comprehensive information, we have compiled a list of frequently asked questions about stamping parts and our services. Our goal is to solve common problems and provide clear, concise answers that will give you knowledge and confidence in your purchasing decisions, directly addressing the pain points of poor communication and lack of clarity.
What types of metal can Prime stamp?
Prime has extensive experience stamping stainless steel (304,316) , carbon steel (SPCC, SECC) , aluminum alloy (5052,6061) , copper, brass and galvanized steel.Our material selection guide provides detailed insights on these materials.
How does PRIME ensure the quality of stamping parts?
Prime ensures quality through a multi-stage quality assurance process: incoming inspection (MTRS) , in-process statistical process control (SPC) , 100% online visual inspection, and final CMM validation. All parts are certified for compliance with ISO 9001:2015.
Can PRIME handle complex part geometry and tight tolerances?
Yes, PRIME uses advanced tools, including five-axis NC and EDM processes, to handle complex part geometry and tight tolerances (typically down to ± 0.01 mm) , achieving ± 0.05 mm accuracy of die features. This meets the requirements of challenging applications.
What is the difference between progressive die stamping and deep drawing stamping?
Progressive die stamping, which performs sequential operations within a single die, is ideal for high-volume, smaller parts.
Deep drawing can produce seamless, hollow parts from flat metal, suitable for components that require uniform wall thickness and no welds.
Does Prime offer custom tools?
Yes, we offer a full range of custom tooling and mould making services. Our process includes collaborative design review, adoption of 3D CAD and FEA simulations, rapid prototyping tooling for early verification, high precision machining, and advanced surface treatments to extend tool life. We ensure that tools are perfectly tailored to your part specifications and throughput, addressing concerns about limited customization.
Do You Support Export Service? How is the product packaged?
We have many years of export experience, products exported to North , Europe, the Middle East, Australia and other regions, familiar with various export processes and standards. All products will be rust-proof, dust-proof treatment before packaging, and the use of thickened cartons, foam, plastic bags and other multiple protective packaging, if necessary, with pallet transportation, to ensure that the product is not damaged during long-distance transportation. At the same time we can provide CO, Form a, Form E and other relevant export documents.
Our Factory Insight



















- Ⅰ:Our Capabilities — From Prototype Validation to Stable High-Volume Stamping
- Ⅱ:Explore Stamped Parts & How We Manufacture Them (Process + Proof)
- Ⅲ:Material Selection Guide — Performance, Formability & Traceability
- Ⅳ:Surface Treatment Options — Protection, Appearance & Verifiable Specs
- Ⅴ:Tooling & Die Making — Controlled Process, Faster Validation
- Ⅵ:Quality & Inspection — Built Into the Process (Not Only Final Check)
- Ⅶ:Common Stamping Defects & How We Prevent Them (Risk-Control Approach)
- Ⅷ:Industry Applications — What We Control, What You Can Verify
- Ⅸ:How to Choose the Right Stamping Supplier (Buyer Checklist)
- Ⅹ:Design for Manufacturability (DFM) for Stamping
- Ⅺ:Metal Stamping vs. CNC Machining — A Practical Buyer Decision Guide
- Ⅻ:Global Supply Chain & Logistics — Export-Ready Packaging & Clear Documents
- XIII:Engineering Improvement & NPI Support (R&D in Practical Terms)
- XIV:Value-Added Services — Fewer Vendors, Lower Integration Risk
- XV:Quick Reference — What We Need to Quote & What You Receive
I: Our Capabilities — From Prototype Validation to Stable High-Volume Stamping
Metal stamping turns sheet/coil into repeatable parts through engineered dies and controlled press conditions. In real procurement, what matters isn’t the definition—it’s whether your CTQ features, material traceability, and approval evidence are clear and verifiable. At PRIME (est. 1993), we support stamping projects with DFM feedback, tooling validation, and inspection outputs you can review during RFQ—so decisions are made with facts, not promises.
Verification-friendly: sample formats of FAI / CMM report / MTR (material cert) / CoC / SPC can be shared during RFQ when required (masked if needed).

Stamping is often the best option when you need consistent geometry at scale. We reduce NPI risk by making the plan transparent: you’ll know which die strategy we recommend, what risks exist (burr, springback, cracking, wrinkling), and how CTQs will be measured and approved.
- Prototype / Pilot: feasibility review + DFM notes → trial run(s) → first-article inspection (FAI/ISIR as requested)
- Ramp to Mass Production: tooling tuning + control points + defect containment plan → stable repeat shipments
- Evidence: inspection outputs and traceability documents available per project requirement/PO terms (e.g., CoC, lot/heat ID, SPC where requested)
Transparency: lead time depends on tooling complexity, validation loops, and order volume. For new parts, we recommend first-article approval to prevent late-stage rework and schedule surprises.
What Buyers Typically Care About (and How We Support It)
• CTQ Dimensional Control
Tight tolerances are achieved when tooling design, press stability, and measurement method are aligned. We confirm feasibility during DFM, identify CTQs, and propose an inspection approach (go/no-go gauge, fixture, CMM) before production. Very tight tolerances (e.g., around ±0.01mm on selected features) may be achievable depending on geometry, material, thickness, and process route—and will be confirmed through drawing review and first-article results.
Buyer can verify: CTQ list + measurement plan + FAI/CMM report format (masked samples available during RFQ when needed).
• Material & Traceability
We support stainless steel, carbon steel, aluminum, copper, brass, titanium, and specialty alloys. When traceability is required, we organize documentation such as MTR/MTC + CoC and lot/heat identification based on your requirement and approval flow.
Trust note: documentation depth is defined before quoting so your receiving team gets the right evidence without unnecessary cost.
• Tooling Strategy for Cost & Repeatability
We choose the die approach based on volume, feature complexity, and CTQ sensitivity: progressive for high throughput, transfer for deeper forms, and single-hit for lower volume or simpler parts. The goal is stable output with predictable scrap risk—not just “fast stamping.”
Experience-based checks: burr direction/edge requirement, springback compensation plan, and critical surface protection during handling/packing.
• Output Stability at Scale
Production speed depends on thickness, geometry, material behavior, and press selection. For high-volume programs, we focus on stability: in-process checkpoints, defect containment, and clear acceptance criteria. If an issue occurs, we support structured root-cause actions (NCR/8D-style) when requested.
Buyer can verify: corrective action summary (when applicable) + updated control points for repeat prevention.
RFQ Checklist (to speed up accurate quotes)
- Drawing revision (2D/3D) + CTQ list (datums, hole positions, flatness, edge requirements)
- Material & thickness + surface requirement (cosmetic/function) + burr direction if critical
- Annual volume and release pattern (forecast / blanket order)
- Packaging & labeling rules (barcodes, lot ID, inner protection, rust prevention if needed)
Stamping Operations We Commonly Use (Chosen by Part Function)
- Blanking / Piercing: External profile and holes/slots — burr direction and edge quality defined per drawing/CTQ.
- Bending / Forming: Flanges and angles — springback risk evaluated during DFM and compensated in tooling.
- Drawing (Deep Draw): Cup-shaped or hollow parts — wrinkle/crack risks controlled via tooling design and controlled process windows.
- Embossing / Coining: Functional details or marking — used when repeatable local geometry matters.
- Progressive Die Stamping: Multi-step features in strip flow — preferred for stable high-volume output.
- Secondary Processes (as needed): deburring, finishing, assembly support, and export-ready packaging for shipment.
Transparency: secondary processes and inspection scope are confirmed during RFQ so you know exactly what is included in the quote.
Industries That Commonly Source Stamped Components
• Automotive & Mobility
Brackets, reinforcements, clips, mounts, and functional sheet-metal parts where repeatability and stable supply matter.
• Electronics
Connectors, shielding, heat sinks, contacts, housings—often driven by CTQ dimensions and surface requirements.
• Medical Devices
Housings and precision components where documentation and inspection evidence may be required (defined per project requirement).
• Aerospace
Brackets, clips, fittings where consistency and verification approach are critical (requirements confirmed during RFQ).
• Home Appliances
Mounting brackets, structural components, functional hardware—stable long-run supply with packaging protection.
To speed up: send drawing revision + CTQ list + target annual volume + preferred Incoterms/packing requirements.
II: Explore Stamped Parts & How We Manufacture Them (Process + Proof)
If you’re sourcing custom stamping parts for the first time—or validating a new supplier—this section shows how we turn drawings into stable production. Instead of generic claims, we focus on what reduces buyer risk: how we select the stamping route, which risks we check (burr, springback, cracking, wrinkling), and what verification evidence can be prepared during RFQ (e.g., masked samples of FAI/ISIR, CMM reports, MTR/CoC, SPC when requested).
Trust note: documentation depth and inspection scope are defined by your CTQs and approval needs—so you get the right proof without paying for unnecessary steps.


What is metal stamping? (The buyer-relevant version)
Metal stamping uses engineered dies and controlled press force to cut/form sheet or coil into repeatable parts. In real purchasing, the decision comes down to practical questions: Can CTQs hold consistently over time? What is the measurement method (gauge/CMM)? Where is scrap risk likely to occur? For volume programs, stamping can deliver strong unit economics and repeatability—when tooling strategy and controls are planned upfront.
What we review before recommending a process
- Drawing revision + CTQ list (datums, hole positions, flatness, edge requirements)
- Material grade & thickness + finish/coating + edge/burr direction expectations
- Annual volume forecast + release pattern + target lead time
- Packaging/labeling requirements (lot ID, barcode, inner protection, rust prevention if needed)
- Verification needs (FAI/ISIR, CMM/gauges, MTR/CoC, SPC/AQL if applicable)
Choosing the right stamping process: engineered for performance, cost, and verification
There is no single “best” stamping method. The right choice depends on geometry, material behavior, CTQ sensitivity, and your volume plan. We recommend a process after reviewing risks and measurement methods—so your project is predictable in production, not just “possible” on paper. Below are the common approaches we use and when they make sense.
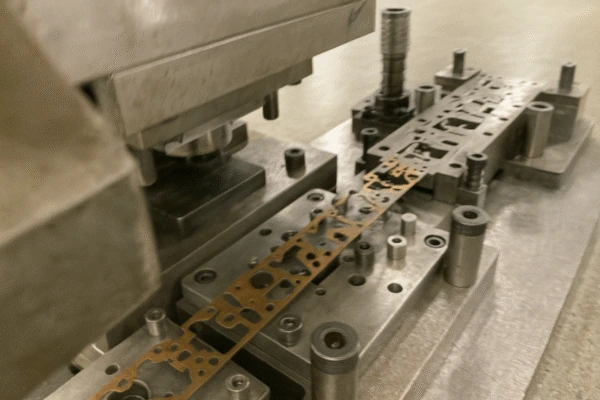
1) Progressive die stamping: stable output for high-volume parts
Best for: small to mid-size parts with multiple features (holes, bends, cutouts) produced at scale—connectors, brackets, clips, shields, and similar components. A metal strip runs through sequential stations, with multiple operations completed in one strip flow.
How we reduce risk: we review strip layout and CTQs during DFM, define burr direction/edge requirements, and set in-process checkpoints for drift control. Automation (feeding/stacking) and inline checks can be applied depending on part characteristics and program requirements.
Buyer-proof evidence: DFM notes + control plan outline + FAI/ISIR format (masked sample available during RFQ when requested).

2) Deep drawing: seamless formed parts with controlled risk
Best for: cup-shaped or hollow parts where seamless geometry and repeatable form matter (e.g., housings, cases, trays). Deep drawing pulls metal into a die cavity—wrinkling, tearing, and thinning must be controlled.
How we reduce risk: we evaluate material formability, blank size, lubrication and draw strategy; then validate through trials and first-article inspection when required. Surface/appearance requirements are confirmed during RFQ to prevent disputes later.
Transparency: draw feasibility is highly geometry/material dependent—approval typically benefits from a pilot + first-article step.
3) Compound die stamping: flat parts with clean edges in one hit
Best for: flat parts where blanking + piercing in one stroke improves consistency—gaskets, washers, spacers, and simple plates. This method can reduce handling and improve edge consistency when designed correctly.
How we reduce risk: we confirm edge condition expectations (burr direction, deburring needs) and define a measurement method for CTQs (e.g., hole-to-hole, profile, flatness). Target tolerances are confirmed by drawing CTQs and inspection approach—not generic marketing numbers.
Buyer-proof evidence: edge/burr criteria agreement + measurement plan + FAI report format (masked sample when requested).
4) Transfer die stamping: larger parts & complex forming sequences
Best for: larger components or parts requiring multiple forming stages where progressive strip flow is not ideal. The workpiece moves between stations to complete the forming sequence.
How we reduce risk: we validate handling/positioning, define CTQ checkpoints, and confirm repeatability through trials. Target tolerances are confirmed by CTQs and measurement method (fixture/gauge/CMM), not assumptions.
Buyer-proof evidence: trial summary + CTQ checkpoint list + agreed acceptance criteria for repeat shipments (per PO terms).
Practical advice for buyers (to get the right process fast)
If you share annual volume forecast, CTQ list, and material/thickness early, we can recommend the most cost-effective process and the right verification method. This prevents late-stage friction (tooling rework, unexpected scrap, or inspection disputes).
For the fastest RFQ response, include:
- 2D drawing + 3D model (if available) + revision
- CTQ dimensions and functional notes (fit/force/sealing/contact)
- Material spec, finish/coating, edge/burr requirement
- Annual volume + target delivery schedule + packaging/labeling requirements
- Document needs: FAI/ISIR, CMM/gauges, MTR/CoC, SPC/AQL (if applicable)
NDA available upon request • Masked document samples (FAI/ISIR/CMM/MTR/CoC/SPC) can be shared during RFQ when required.
III: Material Selection Guide — Performance, Formability & Traceability
Material choice decides more than strength. It affects formability (cracking / wrinkling / springback), surface expectations, corrosion behavior, and the documents you may need for compliance. At PRIME, we don’t “sell a grade”—we confirm fit-for-purpose material + manufacturable process route, and keep it verifiable with traceability options such as MTR/MTC + CoC when required.
To recommend the right material faster, we usually confirm:
- Environment (indoor/outdoor, humidity, salt spray, chemicals, temperature)
- Function & CTQs (fit/contact force/sealing, fatigue, cosmetic surfaces)
- Thickness range, target volume, and forming operations (bend/draw/coin)
- Finishing/coating (passivation, plating, anodizing, powder coat) and cosmetic standards
- Documentation needs: MTR/MTC, CoC, RoHS/REACH declarations (if applicable), lot/heat traceability & retention terms
Transparency: “Best material” depends on your standard/temper/thickness and end-use risk. We confirm these before locking a grade to avoid re-quotes and late-stage disputes.
Common Materials We Stamp (Final Grade Confirmed by Your Spec)
| Material | Corrosion Resistance | Cost | Typical Strength (Guide) | Buyer-Fit Applications |
|---|---|---|---|---|
| Stainless Steel 304/316 | High (316 preferred near chloride/salt) | Medium–High | Depends on temper/thickness (confirm per ASTM/EN/JIS) | Food/medical housings, outdoor hardware, near-coast components, corrosion-sensitive parts |
| Carbon Steel SPCC / SECC | Needs coating (SECC has coated surface) | Low | Depends on grade & thickness (confirm by spec) | Electrical enclosures, brackets, frames—when cost and coating plan are clear |
| Aluminum 5052 / 6061 | Good (anodizing improves) | Medium | Varies by temper (5052 formability-friendly; 6061 higher strength) | Lightweight brackets, enclosures, heat-related components, appearance-sensitive parts |
| Copper & Brass | Good (oxidation/tarnish manageable) | High | Varies by alloy/temper (confirm by spec) | Electrical contacts, connectors, terminals, decorative trims, fittings |
| Galvanized Steel (GI/HDG) | Good (zinc-coated; edge protection considered) | Medium | Depends on base steel grade (confirm by spec) | HVAC parts, outdoor fixtures, construction components, cost-effective corrosion protection |
Note: Mechanical properties vary by standard, temper, thickness, and forming history. Values above are guidance only—final confirmation follows your specification (grade/standard/temper) and application requirements.
How PRIME Helps You Choose Materials (What You Receive)
We don’t just list materials. We help you avoid costly surprises by clarifying risks early and providing verification options. Depending on your project, you can request documentation such as MTR/MTC + CoC, and we can propose alternatives to improve formability, corrosion performance, or total cost.
Buyer-verifiable outputs (available on request / per requirement):
- Masked sample formats: MTR/MTC, CoC, FAI/ISIR, CMM report
- Traceability plan: lot/heat identification rules + record retention expectation
- Material recommendation note: “why this grade” + known risks + mitigation actions
MTR / CoC & Traceability (When Required)
For projects requiring traceability, we can provide Material Test Reports (MTR/MTC) and/or Certificates of Conformance (CoC) per agreed terms. We align lot/heat identification and documentation scope during RFQ—so compliance expectations are clear before ordering.
Tip: If your project references specific standards (ASTM/EN/JIS) or compliance declarations (e.g., RoHS/REACH), include them in the RFQ so we can align the documentation path early.
DFM Support: Formability & Scrap Risk Review
Material selection directly impacts cracking, wrinkling, and springback. During DFM, we review thickness, bend radii, draw depth, edge conditions, and cosmetic surfaces. When risk is high, we may suggest grade/temper adjustments or minor geometry changes to improve formability and reduce scrap. You receive actionable notes (risk points + countermeasures), not a generic “OK to make.”
Transparency: forming performance is geometry + material dependent. If CTQs are tight or appearance is critical, a pilot run + first-article approval is the safest path.

TCO View: Material Price + Yield + Downstream Cost
The cheapest material is not always the lowest-cost part. We evaluate total cost drivers such as coil/sheet yield, expected scrap risk (based on geometry & forming), secondary processes (deburring/finishing), and packaging requirements. This helps buyers avoid hidden costs and choose a stable, scalable solution.
Buyer-friendly outcome: fewer tooling changes, fewer inspection disputes, and smoother scale-up when volume increases.
Where material selection can go wrong (what we flag early)
- Corrosion environment underestimated → coating/passivation needed
- Formability underestimated → cracking/wrinkling risk in bends/draws
- Cosmetic expectations unclear → surface disputes later
- Standard/temper not specified → wrong grade/temper risk
- Traceability terms not defined → receiving/approval delays
NDA available upon request • Masked document samples can be shared during RFQ when required.
IV: Surface Treatment Options — Protection, Appearance & Verifiable Specs
Surface finishing is not just “looks”. It directly affects corrosion life, electrical contact performance, wear, and assembly fit. At PRIME, we align finishing to your drawing notes and standards (coating type, thickness, masking, appearance grade), and we support verification evidence such as coating thickness checks, salt spray records, and CoC when required.
To avoid finishing disputes, we confirm these items in RFQ:
- Standard/spec: ASTM/ISO/your internal spec + coating type + target thickness range
- Corrosion target: salt spray hours (if required) + clear acceptance criteria
- Masking rules: threads, contacts, weld zones + edge/burr expectations
- Cosmetic grade: A-side/B-side definition + defect limits (scratches, pits, discoloration)
- Functional surfaces: electrical contact areas, sealing areas, torque/fit surfaces (if applicable)
Transparency: “good finish” means different things in different industries. We lock the spec + acceptance criteria before production to prevent rework and chargebacks.
- Electroplating (Zn, Ni, Cr): Used for corrosion protection and appearance. Standards (e.g., ASTM B633 for zinc) and salt spray targets are confirmed per project. Thickness measurement and salt spray evidence can be provided when requested.
- Powder Coating: Durable coating with color matching (RAL/PANTONE) when specified—common for appliances, enclosures, and cosmetic parts. Masking and appearance grade should be defined to avoid “subjective” disputes.
- Anodizing (Al): Anodize type and thickness are confirmed by requirement and alloy/temper; dye colors available when specified. Good for appearance and corrosion improvement for many aluminum parts.
- Industrial Painting: Multi-layer systems for outdoor/harsh environments. Coating system and durability class confirmed per spec (e.g., ISO 12944 when applicable).
- Passivation (Stainless Steel): Improves corrosion resistance for stainless steel. Process type and verification scope are confirmed per application and standard.
- Deburring & Polishing: Edge condition is defined by drawing/CTQ (burr direction, max burr, chamfer). We align method and inspection to your acceptance criteria.
Buyer-verifiable outputs (as requested / per requirement):
- Coating thickness check record (by location/area when needed)
- Salt spray record/report (when required by spec)
- Finish CoC and masking notes tied to the shipment
Note: Final finishing selection and verification method depend on part function, environment, and cosmetic standard defined in your RFQ/PO.

V: Tooling & Die Making — Controlled Process, Faster Validation
Stable stamping starts with stable tooling. We manage the tool lifecycle from DFM input to tool build, tryout, and maintenance, so your project can move from validation to mass production with fewer surprises. During RFQ, we explain the recommended die strategy (progressive/transfer/single-hit), key risks, and the validation approach before tool build.
What typically causes tooling delays (and what we prevent)
- CTQs not defined early → rework after tryout
- Burr direction / edge condition unclear → inspection disputes later
- Springback underestimated → angle drift in mass production
- Cosmetic side not defined → “looks OK” becomes subjective
- Design Reviews (DFM-first): Strip layout / forming sequence, burr direction, springback risk, and CTQ features reviewed before tooling decisions.
- Prototype Validation (when needed): Trial runs or prototype tooling to confirm formability before committing to production tooling.
- Precision Tool Build: CNC/EDM machining for die components. Capability is validated by tryout results and agreed inspection method (gauge/CMM).
- Tool Life & Maintenance Plan: Wear and sharpening intervals managed with documented maintenance actions for long-run stability.
- Tryouts & Validation Runs: Trial parts at production tonnage, with agreed inspection output (FAI/CMM report when requested) and trial notes.
What buyers typically receive for tooling validation (as requested):
- Trial sample photos + key notes (burr, springback, forming marks)
- FAI/ISIR or dimensional report for CTQs
- Run condition summary (material, thickness, and assumptions)
Transparency: tool validation is the safest place to “buy down risk” before you commit to full-volume release.
VI: Quality & Inspection — Built Into the Process (Not Only Final Check)
Quality is not one final step. We focus on prevention + verification: clear CTQ definition, controlled incoming materials, in-process checks, and shipment-level confirmation based on your requirements. When a project requires additional evidence, masked samples of inspection documents can be shared during RFQ.
- Incoming Material Check: material ID/lot control and review of documents (e.g., MTR/MTC when required) before production.
- In-Process Monitoring (when applicable): checkpoints for key dimensions, burr, and appearance. SPC can be applied if required by the program.
- Visual Inspection (scope defined per part): appearance criteria (A-side/B-side) and defect limits agreed to reduce disputes.
- Dimensional Verification: gauges or CMM measurement for CTQs as agreed (FAI/CMM report available upon request).
- Certificate of Conformance (CoC): provided per PO/requirement, confirming material/process/inspection to agreed terms.
If a quality issue occurs
We support containment + root-cause actions (NCR/8D-style) when requested, including defect photos, disposition, and corrective action follow-up—so your line risk stays controlled.
Note: “100% inspection”, CMM scope, and document package depend on part risk level and what you specify in the RFQ/PO.

VII: Common Stamping Defects & How We Prevent Them (Risk-Control Approach)
Stamping defects are rarely “bad luck.” Most are predictable outcomes of material behavior, die design/clearance, press stability, lubrication, and handling. PRIME reduces buyer risk by making prevention measurable: CTQ review during DFM → tryout/pilot when needed → agreed checkpoints + acceptance criteria, so defects don’t appear after finishing, assembly, or final inspection.
To prevent defects early, we typically confirm these items in RFQ:
- Drawing revision + CTQ list (datums, critical holes, flatness, edge requirements)
- Material grade/temper + thickness + cosmetic standard (A-side/B-side, defect limits)
- Burr direction / edge condition (max burr, deburr allowed or not, chamfer notes)
- Finishing/coating spec (if applicable) + masking areas (threads, contacts, weld zones)
- Verification package needs: FAI/ISIR, gauge/CMM scope, AQL/SPC (if applicable), traceability docs
Transparency: the fastest way to reduce scrap risk is to define CTQs + acceptance criteria before tooling decisions.
1) Cracking & Tearing
What it is: Cracks/tears happen when strain exceeds material formability—often around sharp radii, deep draws, pierced features near bends, or high-stress corners.
How we prevent it: DFM review of bend radius / draw depth / edge distance, confirmation of grade & temper, and process countermeasures (forming stages, draw sequence, lubrication, die radii). For higher-risk geometry, we validate by tryout/pilot and first-article inspection when required.
Buyer-proof evidence: DFM risk notes + tryout observations + FAI (as requested).
2) Wrinkling
What it is: Wrinkles/folds caused by unstable material flow—common in deep drawing, compression zones, or when blank holding is not optimized.
How we prevent it: tooling features that stabilize flow (radii, beads where applicable), controlled blank-holding force, and staged forming when needed. Cosmetic acceptance (A-side/B-side) is confirmed early so “appearance” is measurable, not subjective.
Buyer-proof evidence: approved cosmetic criteria + inspection scope (sampling/100% if specified).
3) Burrs & Sharp Edges
What it is: burrs are created by punch/die clearance, tool wear, material behavior, and cutting direction. They can affect assembly, safety, plating quality, and electrical contact.
How we prevent it: define burr direction + edge condition from the drawing/CTQs, manage die clearance and wear, and apply deburring only when allowed. If you specify “max burr,” we align inspection to your acceptance criteria.
Buyer-proof evidence: edge criteria agreement + deburring method definition + inspection record (as requested).
4) Dimensional Drift & Springback
What it is: variations caused by elastic recovery, thickness/temper variation, coil batch differences, and process instability—often seen in angles, profiles, and hole positions relative to bends.
How we prevent it: DFM notes on springback risk, tooling compensation when needed, stable fixturing, and CTQ checkpoints during production. Measurement method (gauge/CMM) is defined per part and can be documented via FAI/CMM report upon request.
Transparency: “tight tolerance” depends on geometry/material/process; we confirm capability via FAI rather than marketing numbers.
5) Surface Scratches, Dents & Handling Marks
What it is: cosmetic defects caused by stacking, part-to-part contact, contamination, or inadequate protection between operations—especially critical for plated/anodized/powder-coated parts.
How we prevent it: handling/stacking matched to surface requirement, protection between steps (interleaf/film when needed), cleanliness routines, and packaging rules tied to your cosmetic grade. Inspection scope (sampling vs. 100%) is agreed per requirement.
Buyer-proof evidence: cosmetic criteria + packaging spec + inspection scope confirmed before production.
If a defect happens: containment + corrective action
When requested, we support fast containment and root-cause correction (NCR/8D-style). Typical outputs include defect photos, lot scope, disposition, corrective actions, and follow-up verification—so your production and delivery risk stays controlled.
VIII: Industry Applications — What We Control, What You Can Verify
Stamped components appear in many industries, but buyer concerns are usually the same: CTQ dimensions, surface/edge conditions, traceability, and supply stability. In each application below, we call out the typical risks and how PRIME supports verification—measurement method, document options, and packaging protection where required.
Verification output
CTQ measurement method
Gauge / fixture / CMM, defined before production
Verification output
Documents (as required)
FAI/ISIR, CoC, MTR/MTC, traceability terms
Verification output
Packaging protection
Cosmetic-grade handling, interleaf/film if needed
Note: verification scope is defined by your CTQs, cosmetic standard, and PO terms—so acceptance is clear and repeatable.

1) Automotive & Mobility
Typical buyer focus: repeatable CTQs, edge/burr control, stable lead time for production lines.
Typical risks: hole position drift after bending, burr direction mismatch, springback variation, cosmetic marks on visible surfaces.
How PRIME supports: CTQs and datums confirmed in DFM; inspection method defined (gauge/CMM) and verified by FAI/ISIR when requested. Packaging/lot ID rules are aligned to support line-side receiving and repeat releases.
Verification options: CTQ report (gauge/CMM), FAI/ISIR (as requested), CoC + lot traceability terms per PO.

2) Electronics & Consumer Goods
Typical buyer focus: tight features, clean edges, finish compatibility, contact reliability.
Typical risks: sharp burrs on contact areas, plating thickness variance, scratches that show after finishing, masking mistakes on electrical interfaces.
How PRIME supports: burr direction/edge criteria confirmed early; finish spec (type/thickness/masking) aligned to requirements. For contact-driven parts, we focus measurement and acceptance on the functional surfaces.
Verification options: finishing thickness checks (as required), CTQ measurement method (gauge/CMM), CoC per PO.

3) Medical Devices
Typical buyer focus: surface/edge safety, cleanliness expectations, documentation for verification.
Typical risks: edge sharpness affecting handling/safety, cosmetic inconsistencies, corrosion concerns if passivation/finish is unclear, document gaps causing receiving delays.
How PRIME supports: surface/edge criteria defined by your drawing and cosmetic standard; finishing/passivation clarified during RFQ. Documentation scope (CoC, traceability terms, FAI if needed) is confirmed before launch.
Verification options: cosmetic criteria (A-side/B-side), inspection records/FAI (as requested), CoC + traceability terms per PO.

4) Aerospace & Defense
Typical buyer focus: documentation discipline, repeatability, controlled verification for CTQs.
Typical risks: tight tolerance stack-ups, springback sensitivity, traceability requirements not defined early, surface damage during transit affecting fit or finish.
How PRIME supports: alloy selection + forming sequence reviewed in DFM; CTQ checkpoint plan defined before production. Packaging protection is aligned to prevent transit damage on cosmetic or functional surfaces.
Verification options: CTQ dimensional report, FAI/ISIR (as requested), traceability docs per requirement.

5) HVAC & Appliances
Typical buyer focus: corrosion resistance, cosmetic consistency, protection for large panels.
Typical risks: scratch/dent during stacking, color mismatch, coating thickness variation, masking errors on assembly interfaces.
How PRIME supports: finish spec confirmed (color/thickness/masking) and handling/stacking matched to cosmetic grade. Packaging is designed to reduce transport damage for large panels.
Verification options: thickness checks / salt spray reports (if required), CoC per PO, export-ready packaging.

6) Construction & Architectural Hardware
Typical buyer focus: load-related geometry, corrosion protection, consistent lot supply.
Typical risks: coating system not matched to outdoor exposure, edge corrosion at cut zones, dimensional variation impacting installation.
How PRIME supports: galvanized or coated steel parts aligned to spec and exposure environment. Key installation dimensions and finish system are confirmed with acceptance criteria before production.
Verification options: material/finish confirmation per spec, inspection records for key dimensions, traceability terms per PO.
Not sure which process/finish fits your industry? Send your drawing + CTQ list and we’ll recommend a process and verification approach that reduces risk before you place a PO.
Not listed above? We can assess your application and propose a manufacturable solution with clear assumptions on inspection, finishing, and packaging.
Send Drawing for Application ReviewTo speed up: include material spec, thickness, finishing requirement, cosmetic grade (A-side/B-side), and annual volume forecast.
IX: How to Choose the Right Stamping Supplier (Buyer Checklist)
Price matters—but most stamping failures come from unclear CTQs, weak process control, missing traceability, and poor communication. Use this checklist to evaluate suppliers with verifiable evidence (records, samples, reports), so you reduce risk before placing a PO.
Fastest way to qualify any stamping supplier (ask for proof, not promises):
- Ask for a masked sample pack: DFM notes, FAI/ISIR (if applicable), CTQ measurement report (gauge/CMM), MTR/MTC + CoC, and a packaging/labeling example
- Ask what they will send back within 24 hours after drawings (risk list, process recommendation, inspection plan—not only a price)
- Ask how they handle defects: containment → root cause → corrective action → verification (NCR/8D-style)
Tip: a capable supplier can explain assumptions clearly (material/finish/inspection scope/packaging) and show how those assumptions are verified.
Green flag
Shows records proactively
DFM notes + CTQ plan + sample reports (masked) before PO
Yellow flag
Only “we can do it”
No CTQ method, no acceptance criteria, no document examples
Red flag
Fast quote, vague scope
No assumptions stated; disputes appear later in tooling/inspection
1) Technical Capability & Manufacturing Expertise
- Process coverage: Can they support progressive / transfer / deep draw / single-hit? Ask which they recommend for your part and why.
- Tooling strategy: How will they control burr direction, springback, and tool wear over long runs? Ask for a maintenance and wear-control approach.
- Material know-how: Can they explain forming risks for your grade/temper and thickness (cracking, wrinkling, springback)?
- CTQ capability proof: Ask for masked dimensional reports and how CTQs are checked in production (gauge/CMM, sampling/SPC if needed).
2) Quality System, Certification & Documentation
- Certification evidence: ISO 9001 is a baseline. If your industry needs more (IATF/AS9100/medical requirements), confirm scope early.
- Inspection method clarity: Ask how in-process checks are set (sampling/AQL/SPC) and what triggers containment.
- Traceability options: Can they provide MTR/MTC + CoC and lot/heat traceability under your PO terms?
- Problem-solving proof: Ask for a masked example of corrective action output (defect photos, root cause, action, verification).
3) Capacity, Scalability & Lead Time Reliability
- Production planning: Can they support ramp-up and batch fluctuations without quality drift?
- Tooling lead time (with assumptions): Ask for die type, tryout rounds, approval steps, and risk points—avoid “fast” without scope.
- Delivery performance proof: Ask how on-time delivery is measured (time window + definition) and whether records can be shared.
- Contingency: What is their plan for rush orders, material delays, or finishing bottlenecks?

4) Business Continuity & Risk Controls
- Supply risk: Do they have alternate sourcing options for critical materials/finishing?
- Change control: How do they manage drawing revisions and prevent mixing old/new revisions?
- Record retention: Can they retain inspection + traceability records for the period you require?
- Security: NDA support and controlled access to your files/data.
5) Communication & Engineering Support
- Response speed with substance: Do they return DFM notes + risk items—not only a price?
- Ownership: Is there one accountable contact for engineering + delivery follow-up?
- Transparency: Will they state assumptions clearly (material, finish, inspection scope, packaging)?
What a “good” RFQ reply should include (buyer-friendly)
- Process recommendation + why (progressive/transfer/deep draw/single-hit)
- Top risks (burr/springback/cracking/wrinkling) + countermeasures
- CTQ measurement plan (gauge/CMM) + document options (FAI/ISIR/CoC/MTR)
6) Logistics & Export Execution
- Labeling/packing lists and export docs aligned to your Incoterms
- Customs/document expectations for your region
- Packaging customized to prevent scratches/dents and support traceability
7) Total Cost of Ownership (TCO)
- Compare not only unit price, but scrap risk, rework risk, inspection burden, and freight/packaging needs.
- Ask whether they can propose alternatives (material/finish/process) to reduce total cost without increasing risk.
8) References & Track Record
- Ask for masked case summaries from similar parts/industries (CTQ + process + results).
- Third-party inspection / facility audit: confirm whether it’s welcomed and how it’s arranged.
- Look for evidence-based claims (documents, reports) instead of only marketing statements.
A simple trust rule for buyers
If a supplier cannot clearly define CTQs + acceptance criteria + measurement method + document scope before tooling, the project risk stays high even if the unit price is low.
Want to evaluate PRIME using this checklist? Send your drawing and CTQ list—we’ll reply with DFM notes, a process recommendation, and a quote with clear assumptions.
Include: drawing revision, CTQs, material/finish spec, annual volume, and packaging/cosmetic requirements.
X: Design for Manufacturability (DFM) for Stamping
Send your drawing + CTQs. Get actionable DFM notes, a process recommendation, and an inspection approach—before you commit to tooling.
What is DFM? Design for Manufacturability (DFM) is a structured engineering review that identifies risk points and cost drivers early, so your part can be produced with predictable CTQ control, appropriate tooling complexity, and realistic lead time.
At PRIME, DFM is not a generic “tips list.” We return buyer-usable deliverables that help procurement and engineering make a confident decision: process choice, risk controls, and how quality will be verified.
What you receive from our DFM (typical outputs):
- Process recommendation: progressive / transfer / deep draw / single-hit, with “why”
- Risk list + countermeasures: burr, springback, cracking, wrinkling, surface marks, handling risks
- Tooling concept direction: forming sequence + key controls (high-level, not your proprietary design)
- CTQ verification plan: what to measure + how (gauge/CMM) + suggested checkpoints
- Quote assumptions clarified: material/finish, inspection scope, packaging, and lead-time drivers
Optional (when required): masked samples of FAI/ISIR, CMM report, MTR/MTC, CoC, and SPC/AQL formats.
Buyer concern: “My design is complex. I’m worried about high tooling cost, defects, and long lead time. How can I make sure this part is optimized for stamping before I commit?”
1) Early Involvement & Collaborative Review
We review your 2D drawing, 3D model (if available), revision history, and CTQ list. You get actionable feedback before tooling decisions— so you avoid expensive redesigns, re-tryouts, and schedule slips.
To complete DFM faster, please include:
- Drawing revision + CTQ dimensions + functional notes (fit/force/sealing/contact)
- Material grade/temper + thickness + finish/coating requirement
- Burr/edge requirement (direction, max burr, deburr allowed or not)
- Annual volume forecast + target delivery schedule
- Cosmetic standard (A-side/B-side) + packaging/labeling requirements
2) Material Optimization & Cost Drivers
- Material/temper alternatives: improve formability or reduce cost without compromising function
- Yield & scrap risk: highlight strip layout drivers and feature placement risks (high-level guidance)
- Over-spec risk: flag tolerances/finishes that drive cost but may not impact function
What typically happens after DFM (so you can plan internally):
- Confirm assumptions (material/finish/CTQs/inspection scope)
- Tooling approach + tryout plan (number of rounds depends on geometry risk)
- FAI approval gate (recommended for new programs) before mass release
3) Process Simplification & Tooling Strategy
- Feature simplification: manufacturable alternatives for difficult radii, slots, embosses, thin webs
- Tool life stability: flag wear-sensitive features and handling risks that cause drift over long runs
- Reduce secondary operations: where feasible, combine steps through an optimized forming sequence
4) CTQ Control & Verification Plan
- CTQ-first tolerance review: keep precision where it matters, simplify where it doesn’t
- Springback risk management: identify where compensation or forming strategy changes may be needed
- Inspection approach: recommend gauge/CMM method and checkpoints aligned to your acceptance criteria
Typical risks we highlight (so nothing is “surprise cost” later):
- Hidden CTQs (datums/position) that drive fixture/gauge needs
- Cosmetic requirements that change handling/packaging and inspection scope
- Finishing constraints (masking, thickness, contact areas) that affect design edges
What DFM can and cannot do (so expectations are clear)
- DFM reduces risk, but final capability depends on geometry, material behavior, and validation results.
- Final tolerances are confirmed by your CTQs and the agreed measurement method (gauge/CMM), not generic marketing numbers.
- Evidence options: masked samples of FAI/CMM/MTR/CoC/SPC formats can be shared during RFQ when required.
DFM saves cost when it prevents tooling changes, unexpected scrap, and inspection disputes. By aligning process choice, CTQ control, and verification approach early, you lower project risk and shorten the path from drawing to stable production.
Lower risk • Clear assumptions • Faster validation
For the fastest response: include drawing revision, CTQs, material/finish, annual volume, and cosmetic/packaging requirements.
XI: Metal Stamping vs. CNC Machining — A Practical Buyer Decision Guide
B2B buyers often face a practical choice: should this part be stamped or machined? The right answer depends on CTQs, geometry, volume, material behavior, finishing requirements, and lead-time risk—not just unit price. Because PRIME supports both stamping and CNC machining, we can recommend a process based on engineering feasibility and what you can verify (inspection method + records). Note: Final feasibility is confirmed by your drawing revision, CTQ list, and the agreed measurement method (gauge/CMM).
Fast rule-of-thumb (then we confirm by drawing):
- Choose stamping when volume is medium/high, the part is primarily sheet geometry (profiles/bends/forms), and repeatability at scale matters.
- Choose CNC when volume is low/variable, the part needs complex 3D features, or design changes are frequent.
- Choose a hybrid when cost/risk is best by stamping a near-net blank + CNC finishing only on a few CTQ features.
What we need to decide fast: drawing revision + CTQs + annual volume + material/finish + cosmetic/edge requirements.
Metal Stamping: Best When You Need Stable Output at Scale
Stamping forms sheet/coil using dedicated tooling (dies) and controlled press force. The advantage is repeatability and unit economics at volume—when CTQs, edge condition, and inspection approach are defined upfront.
- Lower unit cost at scale: tooling is amortized as volume increases.
- High throughput: supports steady production output once validated.
- Material efficiency: typically less waste than fully subtractive methods.
- Repeatability: stable tooling + maintenance + checkpoints reduce drift over long runs.
- Best geometry fit: profiles, holes, bends, embossing, and selected formed/drawn features.
Common reasons stamping fails (what we check during DFM):
- CTQ tolerances not matched to forming reality (springback, thickness/temper variation)
- Edge/burr requirement unclear → assembly, safety, or electrical contact issues
- Cosmetic grade not defined → surface disputes after finishing/handling
- Die strategy chosen without validation plan → re-tryouts and schedule slips
What you can request as proof (during RFQ, masked if needed):
- DFM notes: risk points + countermeasures + recommended die approach
- CTQ measurement plan: gauge/CMM method + checkpoints
- FAI/ISIR format and example inspection record (scope agreed by part risk)
- MTR/MTC + CoC options when traceability is required

Typical Best Applications (Stamping)
Brackets and panels, housings and shields, appliance/HVAC sheet components, clips, mounts, formed parts with bends/holes, and repeat programs where supply stability matters.

CNC Machining: Best for Low Volume, Complex 3D, or Frequent Revisions
CNC machining removes material from solid stock to create precise features. It’s flexible for prototypes and low-to-medium volume, and it reduces risk when changes are expected—because revisions usually mean CAM updates, not new dies.
- 3D complexity: pockets, contours, internal features, and multi-axis geometry.
- Revision-friendly: faster iteration when the design is not frozen.
- Low-volume efficiency: avoids tooling investment for small quantities.
- Material range: broad range including thick stock and harder alloys.
- Finish & fit control: supports CTQ features with defined measurement methods.
Where CNC can become expensive (so buyers can plan):
- High volume production → cycle time becomes the dominant cost driver
- Large material removal → waste + tool wear + longer machining time
- Complex fixturing or heavy inspection scope → higher setup and QA cost
What we clarify before quoting CNC:
- CTQs + measurement method (CMM/gauges) and inspection scope
- Material/finish assumptions and any traceability document needs
- Fixturing approach and lead-time drivers (setup, programming, verification)
Typical Best Applications (CNC)
Precision custom parts, prototypes, complex 3D brackets/housings, parts with internal channels/features, and programs with design iteration.
Comparison Table (General Guidance — Final Choice Confirmed by Drawing)
| Feature | Metal Stamping | CNC Machining |
|---|---|---|
| Best Volume Range | Medium to high / repeat programs | Prototype to low/medium volume |
| Geometry Fit | Sheet parts: profiles, holes, bends, selected forming/drawing | Complex 3D features, pockets/contours, multi-axis details |
| Upfront Investment | Higher (dies + tryout/approval loop) | Lower (programming + fixtures) |
| Unit Cost Trend | Drops as volume increases (after validation) | Often rises at high volume due to cycle time |
| Lead Time Drivers | Die complexity, tryout rounds, approval/FAI gate | Programming, fixturing, setup, inspection scope |
| Tolerance (typical) | Confirmed by CTQs + geometry + gauge/CMM plan (springback considered) | Confirmed by CTQs + geometry + CMM/gauges (fixturing considered) |
| What you can verify | DFM risks + CTQ plan + FAI/ISIR option + process checkpoints | Setup/fixture plan + CTQ measurement plan + FAI/CMM option |
Note: Capability varies by geometry, material, feature type, and measurement method. We confirm feasibility and propose an inspection approach during RFQ/DFM.
PRIME’s Integrated Approach (Stamping + CNC)
We don’t push one method. For many buyer programs, the lowest-risk route is hybrid: stamp a near-net blank for cost efficiency, then CNC-machine only the CTQ features that truly need it. This reduces total cost while keeping acceptance criteria clear and verifiable.
Send your drawing revision, CTQs, material/finish, and annual volume forecast. We’ll reply with a recommendation and clear assumptions (process, inspection scope, and lead-time drivers). Transparency: tooling/lead time depends on die complexity, validation steps, and order volume. For new programs, we recommend a first-article approval gate before mass production.
To speed up: include CTQ list, expected volume, and whether design changes are likely. NDA available upon request.
XII: Global Supply Chain & Logistics — Export-Ready Packaging & Clear Documents
For international B2B buyers, delivery risk is real: customs delays, missing paperwork, damage in transit, and unexpected destination charges. Since 1993, PRIME has supported global shipments (North America, Europe, Middle East, Australia) by making logistics predictable and verifiable: clear document lists, packaging matched to part risk, and proactive updates aligned to your Incoterms and destination requirements.
Buyer Concern
“How can I ensure my parts arrive on time without customs delays, shipment damage, or unexpected costs when working with an overseas supplier?”
PRIME’s End-to-End Export Support (What You Receive)
We don’t treat shipping as an “afterthought.” Before goods leave the factory, we align Incoterms + document list + carton/pallet marking + packaging level. You’ll know exactly what you will receive (documents, photos, labels, milestones) so your receiving team and broker can clear and check-in faster.
To reduce customs and receiving friction, we confirm in RFQ/PO:
- Incoterms (EXW / FOB / CIF / DAP, etc.), destination address/port, and consignee details
- Labeling & carton marking: PO, part no., qty, gross/net weight, country-of-origin marking (if required)
- Document needs: Commercial Invoice, Packing List, shipping details; COO or other declarations if your country requires them
- Packaging level: cosmetic protection, anti-rust requirement, moisture barrier, pallet rules (including wood packaging requirements if applicable)
What you can verify before shipment:
- Masked document samples (invoice/packing list/label template) during RFQ if needed
- Packing photos (carton interior protection + pallet condition) for cosmetic/high-risk parts
- Label/marking check against your PO (part no., revision, qty, box count)
1) Trade Documentation & Compliance Support
- Document package clarity: Commercial Invoice + Packing List + shipment details aligned to your Incoterms and broker needs.
- Consistent description discipline: we keep product descriptions and itemization consistent across documents to reduce customs confusion.
- HS code support: we provide HS suggestions based on part description; final classification is confirmed by the importer/broker per local rules.
- Broker cooperation: we follow your broker/forwarder instructions on document fields and formats to avoid re-issuance and delays.
Transparency: duties/taxes and final HS decisions are determined by destination customs rules and the importer’s broker. We provide accurate product details and cooperate fully to support clearance.

2) Flexible Transport Strategies (Matched to Lead Time & Total Cost)
We support routing based on urgency, risk, and budget—then we state assumptions clearly so you can plan inventory:
- Air Freight: for urgent builds or high-value parts where speed reduces line-stop risk.
- Ocean Freight (FCL/LCL): for bulk shipments and cost efficiency.
- Multi-modal: balanced options when you need a compromise between speed and cost.
We separate timelines into production lead time + packing/ready date + transit estimate. (Transit times can change due to carrier schedules, port congestion, or random inspections.)
3) Tracking & Proactive Communication
We keep communication structured and buyer-friendly. Typical milestones include: production ready date, packing complete, document confirmation, and dispatch. If a delay risk appears (carrier schedule shift, port congestion, inspection hold), we notify you early with mitigation options.
If you require it, we can align updates to your internal SOP (weekly schedule, milestone format, or PO-level tracking fields).
4) Export Packaging & Damage Prevention
- Packaging matched to part risk: separators, foam, trays, or custom-fit packing to reduce scratches/dents and part-to-part contact.
- Anti-rust options (when required): VCI, desiccants, moisture barrier bags, and controlled packing practices for long transit/storage.
- Labeling & traceability: carton/pallet labels aligned to your PO, part no., revision, lot terms (if required).
Buyer tip: define cosmetic A-side/B-side and defect limits (scratches/dents) so packaging + inspection scope can be matched correctly.
5) Inventory Planning & Buffer Options (For Repeat Orders)
For recurring programs, we can discuss shipment planning such as staged deliveries, packaging standardization, and safety-stock concepts to reduce line-stop risk and smooth seasonal volume fluctuations.
Availability depends on product type, forecast stability, and agreed commercial terms.
Make Logistics Predictable (Before You Place a PO)
Send your destination, Incoterms, and packaging requirements with the RFQ. We will confirm the document package, marking/label format, and shipping assumptions clearly—so delivery risk stays controlled.
Include: destination, Incoterms, carton/pallet requirements, labeling format, and whether anti-rust / cosmetic protection is needed.
XIII: Engineering Improvement & NPI Support (R&D in Practical Terms)
For B2B buyers, “innovation” only matters when it reduces launch risk: fewer tryouts, stable CTQ control, lower scrap risk, and a faster ramp to mass production. At PRIME (est. 1993), our engineering support is built around production reality—material/formability validation, tooling strategy, process windows, and verification outputs you can review during RFQ.
Buyer Concern: “Will this supplier help me validate new materials/finishes, keep CTQs stable, and manage changes as requirements evolve—without surprises?”
What you can expect (engineering outputs you can request):
- DFM notes with a risk list + countermeasures (springback, burr, cracking, wrinkling, surface marks, handling damage)
- Tryout / trial summary (what changed, what improved, and the reason behind it)
- CTQ verification approach (gauge/CMM method + suggested checkpoints / sampling logic where applicable)
- Material / finish alternatives when cost, availability, or formability becomes a constraint
- Change control discipline to avoid revision mix-ups (drawing revision, PO identification, label alignment)
Transparency (so expectations are clear):
- Lead time depends on die complexity, number of tryout loops, and the approval process (FAI/ISIR if required).
- Final capability depends on geometry + material behavior + agreed inspection scope—we confirm assumptions in the quote.

1) Material & Formability Validation
When a new grade/temper or thickness is introduced, we validate formability risks (cracking, thinning, wrinkling, springback) and propose practical adjustments: material alternatives, radius changes, draw/forming sequence ideas, or finish changes that improve stability. If traceability is required, we align terms for MTR/CoC and lot/heat identification during RFQ/PO.
2) Process Optimization & Practical Automation
Process improvement is measured by outcomes: more consistency, less handling damage, and fewer defects. This may include better strip layouts, clearer process windows, improved stacking/handling, and tighter in-process checkpoints.
- Tooling strategy refinement: reduce wear-sensitive features and stabilize burr/edge conditions
- Handling & packaging design: prevent scratches/dents for cosmetic parts
- Validation discipline: trial runs + CTQ verification outputs (FAI/CMM) when required
3) Sustainability Through Yield & Scrap Reduction
For stamping programs, the biggest sustainability lever is usually yield: less scrap and fewer reworks. We support improvement ideas such as strip utilization (high-level guidance), reducing secondary operations when feasible, and packaging choices that reduce transit damage and returns.
If you have sustainability targets, tell us what matters most (scrap rate, packaging reduction, material choice), and we’ll align proposals to your priorities.
4) Custom Solution Development (NPI Support)
For challenging parts, we support NPI from concept to mass production: feasibility review, process recommendation, tooling approach direction, and validation steps. When requirements change (new revision, new finish, new CTQs), we follow change control so your project remains traceable and controlled.
How to Verify Our “Innovation” During RFQ
We prefer evidence over broad claims. Ask for a masked, project-relevant “evidence pack”: DFM notes, a tryout/trial summary, CTQ measurement output (FAI/CMM), and document options like MTR/CoC (when required).
Evidence you can request
DFM risk list + countermeasures
Evidence you can request
FAI/CMM snippet for CTQs
Evidence you can request
Tryout summary (what changed & why)
Trust item
NDA available on request
Note: Final capability depends on geometry, material behavior, and agreed inspection scope. We confirm assumptions clearly before production.
To speed up: include drawing revision, CTQs, material/finish spec, annual volume, and cosmetic/packaging requirement.
XIV: Value-Added Services — Fewer Vendors, Lower Integration Risk
For B2B buyers, the hidden cost is often vendor coordination: tolerance stacking between suppliers, mixed drawing revisions, inconsistent finishing, and delayed handoffs. PRIME supports value-added steps around stamping so you can reduce vendor count while keeping one CTQ definition, one inspection plan, and one accountable point of contact.
Buyer-friendly approach: we clarify scope, acceptance criteria, and verification outputs before production—so you’re not “discovering requirements” after parts arrive.
Buyer Concern
“I need more than a stamped part—machining, assembly, finishing, and export-ready packaging. Managing multiple suppliers increases delays and quality risk. Can one partner coordinate it reliably?”
How PRIME Manages Integrated Deliveries
We coordinate the process flow from stamping to downstream operations with consistent revision control and CTQ verification. For integrated parts, we align acceptance criteria, inspection scope, and packaging protection upfront—so what “passes” is unambiguous.
To quote integrated services accurately, we typically confirm:
- Drawing revision + CTQ list + functional notes (fit, torque, sealing, contact, cosmetic A-side/B-side)
- Material & finish spec (plating/anodize/powder coat), thickness/standard, masking areas, and defect limits
- Assembly requirements (BOM, fasteners/inserts, weld type, torque/fit checks, fixtures/jigs if needed)
- Verification package (FAI/ISIR, CMM scope, inspection records, CoC, MTR/CoC when required)
- Packaging / labeling / kitting format (carton marking, barcode, PO traceability rules, anti-rust needs)
If you have special requirements (PPAP/PSW, record retention period, third-party inspection), include them in the RFQ so we can align scope and cost correctly.

1) Secondary Machining (When Stamping Alone Isn’t Enough)
- CNC machining: add 3D features, threads, precision holes, or CTQ surfaces where stamping is not the lowest-risk method.
- Tapping & reaming: improve thread quality and hole accuracy for assembly-critical features.
- Grinding (as required): achieve controlled thickness/flatness where your drawing specifies it.
Verification you can request: CTQ dimensional record (gauge/CMM), feature-specific measurement method, and FAI/CMM output when required.
Note: Final tolerance capability depends on feature type, material, and inspection method. We confirm feasibility by drawing CTQs during RFQ/DFM.
2) Assembly & Subassembly (Ship Ready-to-Install)
We can deliver parts in assembled form to reduce your internal handling and line-side labor. Assembly scope is defined by your BOM and acceptance criteria—so there’s no ambiguity at receiving.
- Mechanical assembly: stampings + fasteners + springs + inserts (fit/torque/sequence defined by your requirements).
- Welding: MIG/TIG/spot welding based on design and strength requirement; weld expectations defined by your drawing/spec.
- Fastener insertion: press-fit nuts/studs/inserts (method aligned to your part geometry and spec).
Optional verification: assembly fit check, sample photos, and inspection records per requirement (and per agreed sampling scope).

3) Kitting, Labeling & Export-Ready Packaging
- Kitting: group related components into ready-to-assemble sets to reduce receiving and picking time.
- Packaging protection: separators/foam/trays + anti-rust options (VCI/desiccant/moisture barrier) when required.
- Labeling & barcoding: carton/pallet labels aligned to your PO and traceability rules (revision/lot identification if required).
For cosmetic parts, define A-side/B-side and defect limits so packaging + handling + inspection align to the same standard.
4) Heat Treatment (When Required by Function)
- Annealing / stress relief: support forming stability or reduce distortion risk (when relevant to material/geometry).
- Hardening & tempering: improve strength and wear resistance based on your material and performance requirements.
Heat treatment spec and verification (if needed) are confirmed by drawing/standard and project requirement (e.g., hardness range, test method, record format).
5) Cleaning, Deburring & Edge Control
- Precision cleaning: remove oils/contaminants when required for coating, bonding, or assembly.
- Deburring & edge control: edge condition aligned to your drawing (burr direction, max burr, chamfer), using suitable finishing methods.
We recommend the deburring method based on geometry, surface requirement, and acceptance criteria—so edge quality is measurable, not subjective.
The PRIME One-Stop Advantage (What It Reduces)
- Fewer handoffs: less risk of revision mix-ups and tolerance stacking between vendors.
- Clear CTQ ownership: one inspection approach across stamping + downstream steps.
- Lower hidden cost: fewer suppliers to manage, fewer incoming inspections, fewer packaging/transport issues.
If helpful, we can share a masked integrated-part example during RFQ (process flow + key CTQs + sample inspection output) so you can evaluate our control approach with evidence.
Include: BOM (if assembly), finish spec, packaging/labeling format, and CTQ list for the fastest response.
Materials
Final grade/temper/thickness is confirmed by your drawing and standard (ASTM/EN/JIS or your internal spec). Traceability options (MTR/CoC) available when required.
| Stainless Steel (e.g., 304/316) | Cold Rolled Steel (SPCC/SECC) |
| Low Alloy / High-Strength Steel | Commercial Carbon Steel |
| Aluminum (e.g., 5052/6061) | Copper |
| Brass | Other metals by request |
Finishing
To avoid disputes, we confirm coating/finish type, thickness (if applicable), masking areas, and cosmetic grade (A-side/B-side) during RFQ.
| Annealing / Stress Relief (as required) | Pickling / Passivation (stainless) |
| Parts Washing / Cleaning | Bead Blasting |
| Sanding | Buffing / Polishing |
| Burnishing | Electropolish (as specified) |
| Laser Marking (ID/traceability) | Painting / Coating (per spec) |
Note: Finish availability and verification method depend on material and your requirement (standard, thickness, salt spray target, cosmetic limits).
XV: Quick Reference — What We Need to Quote & What You Receive
Send your drawing revision and CTQ list. We respond with a manufacturability check, recommended process, and a quote with clear assumptions (material/finish/inspection/packaging).
Production Methods
- Progressive Die Stamping
- Transfer Die Stamping
- Deep Draw Stamping (when applicable)
- Laser Cutting & Forming (for prototyping or specific features)
- Water Jet (as required)
- Metal Spinning (for suitable round geometries)
For the fastest evaluation, include:
- 2D drawing + 3D model (if available) + revision
- CTQ dimensions and functional notes
- Material spec + thickness + finish/coating requirement
- Annual volume forecast + target lead time
- Packaging/labeling needs + document requirements (FAI/CMM/MTR/CoC if needed)
NDA available upon request • Masked samples of reports (FAI/CMM/MTR/CoC) can be provided during RFQ when required.

In Summary
Choosing a stamping supplier is ultimately a risk decision: CTQ stability, revision control, traceability, and delivery reliability matter as much as price. This page covered the practical factors that prevent defects, delays, and rework—so you can qualify a supplier with evidence, not promises.
Key Takeaways for B2B Buyers
- 1
Qualify with evidence: ask for masked examples of FAI/CMM results, inspection records, and CoC/MTR options—then compare suppliers fairly.
- 2
CTQ-first engineering: the best suppliers return DFM notes (risk + countermeasures), not only a unit price.
- 3
Control hidden costs: scrap risk, rework risk, packaging damage, and incoming inspection burden often outweigh small price differences.
- 4
Define finish & appearance early: coating thickness/standard, masking, and cosmetic grade (A-side/B-side) prevent disputes later.
- 5
Logistics clarity reduces surprises: Incoterms, document package, labeling, and packaging protection should be confirmed before production starts.
A simple buyer test (works for any supplier):
- Can they explain the recommended process (progressive/transfer/deep draw) and the key risks?
- Can they define how CTQs will be measured (gauge/CMM) and when?
- Can they state assumptions clearly (material/finish/inspection/packaging/lead time)?


How PRIME Wants to Be Evaluated
We prefer to be evaluated the same way you evaluate any serious supplier: by capability fit, risk controls, and verifiable outputs. If your program requires it, we can share masked examples of DFM notes and inspection outputs (FAI/CMM), and align documentation options (MTR/CoC/CoC) to your PO terms.
Our goal is simple: help you launch smoothly and keep production stable—by agreeing CTQs, inspection scope, finish requirements, and packaging protection before shipment.
Global Delivery, Clear Assumptions
We ship internationally and align export packaging, labeling, and document packages to your Incoterms and destination requirements. For cosmetic or precision parts, packaging protection (separators/VCI/desiccants) is defined upfront to reduce transit damage risk.
To reduce customs surprises, we coordinate shipment documentation with your broker instructions when needed.
Packaging
Scratch / rust control
Documents
Clear + Incoterms-ready
Communication
Proactive updates

Your Next Step
Send your drawing revision and CTQ list. We’ll reply with a manufacturability review (risk points + countermeasures), a recommended process, and a quote with clear assumptions (material, finish, inspection scope, packaging, and lead-time drivers).
Fast response target: for complete RFQs (drawing + material/finish + volume + CTQs), we typically respond within 24 hours on business days.
Note: Response time depends on drawing complexity, document requirements (FAI/CMM/MTR/CoC), and whether additional clarification is needed.
NDA available upon request • Please include material spec, finish requirement, annual volume, and packaging/labeling needs.
Just a Few of the Partners Who Trust Our Quality





*Logos are property of their respective owners.
What Our Customers Say
Real feedback from global buyers who trust us to deliver high-quality, customized industrial components.

Harry M., New York
Purchasing Manager – Metal Components
We’ve sourced CNC machined parts from Prime for over two years. The precision is consistently excellent, tolerances are spot on, and their team is responsive and professional. Fast lead times and secure packaging make them a reliable long-term partner.

Robert J., California
Strategic Sourcing Specialist – Industrial Hardware
The forged components we received from Prime were top quality — strong material integrity, accurate dimensions, and zero defects. Their team understood our specs clearly and delivered right on schedule. Great supplier for high-stress applications.

Emily T., Texas
Supply Chain Buyer – Custom Metal Parts
We ordered a batch of custom metal welded assemblies from Prime, and the quality was outstanding. The welds were clean, uniform, and met all our strength requirements. Communication was smooth, and delivery was faster than expected.

Hannah K., Ontario
Senior Buyer – Automotive
Prime supplies us with custom metal casting parts that meet strict automotive standards. Their ISO-certified quality, fast prototyping, and on-time delivery make them a trusted partner in our supply chain.

Luis R., Barcelona
Procurement Lead – Electronics
Prime has been a reliable partner for our custom plastic parts in consumer electronics. The injection-molded components are precise, durable, and always delivered on time, helping us stay competitive in the market.

Nadia P., Dubai
Category Manager – Industrial Projects
Prime delivers high-quality custom metal forgings for our industrial machinery. The parts are strong, reliable, and meet our exact specifications. With consistent quality and on-time delivery, Prime has become a trusted partner in our long-term projects.

Jon S., Munich
Operations Buyer – Machinery
Prime’s custom metal fasteners have proven to be durable and precise, perfectly fitting our heavy-duty machinery. Their consistent quality and reliable delivery help us maintain smooth production with fewer interruptions. Prime is a supplier we can count on for critical components.
Get Your Custom Solution & Quote
REPLY WITHIN 24 HOURS
Start a Conversation with Our Experts
When you contact us, you get more than just a price. You get a dedicated partner.
- ✔ 30+ Years of Manufacturing Excellence, Direct from Our Factory
- ✔ Custom-Engineered Solutions for Your Needs
- ✔ Global Shipping & Logistics Support
- ✔ A Transparent, No-Obligation Quote
- ✔ 100% Confidentiality Guaranteed
Your email information will be kept strictly confidential and our business staff will ensure that your private information is absolutely safe!
