Carbon Steel
ASTM A105 (forgings)
|
Cost-effective • widely accepted in pressure parts • general toughness (per spec)
|
485–620 (typ.)
|
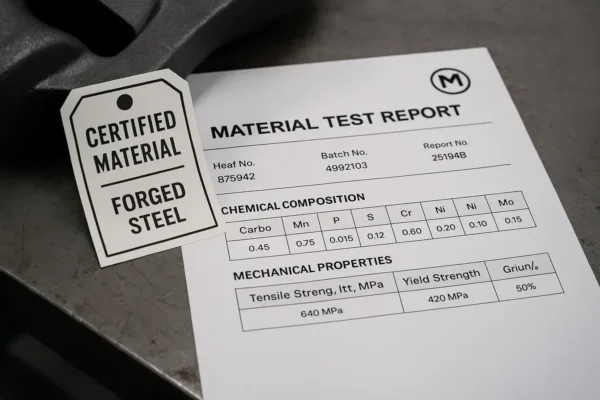
Properties depend on heat treatment and section size. Final acceptance is by your stated standard and verified by MTR/MTC and required tests.
If impact/NDT is required, define it at RFQ stage.
|
Flanges, valve parts, pressure-related components
|
Alloy Steel 4140
AISI 4140 / EN equivalents
|
High strength potential • fatigue-focused parts • heat-treat driven performance
|
650–1100 (range varies)
|
Performance is strongly dependent on Q&T / normalizing and hardness target.
To avoid “wrong condition” risk, specify required condition + hardness/mechanical test scope in RFQ.
|
Shafts, gears/blanks, yokes, tooling components
|
Stainless 316L
ASTM / EN grades (per drawing)
|
Corrosion resistance • chloride exposure (confirm medium) • cleanliness/documentation needs
|
480–620 (typ.)
|
Strength varies by solution condition and processing. Confirm by MTR/MTC; share service medium early so we don’t assume incorrectly.
|
Food processing, marine hardware, chemical equipment components
|
Aluminum 6061
T6 (after heat treatment)
|
Lightweight • good machinability • general corrosion resistance
|
270–310 (T6)
|
T6 requires solution heat treatment + aging. Confirm temper requirement, distortion risk points, and inspection plan in RFQ.
|
Lightweight structural parts, robotics, enclosures, fixtures
|
Brass C37700
forgings (per spec)
|
Corrosion resistance • good machinability • surface/appearance requirements
|
300–420 (typ.)
|
Final properties depend on condition and section. Confirm spec + surface finish + any dezincification concerns in your application.
|
Plumbing fittings, decorative forged parts, valve accessories
|