
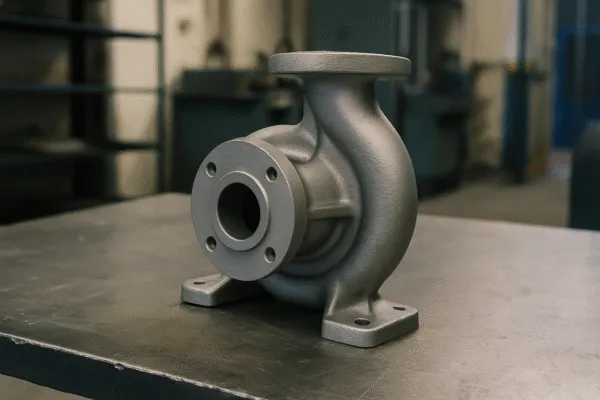
Sand Casting
Best for larger parts and complex shapes where cost-effective tooling and flexible batch sizes matter.
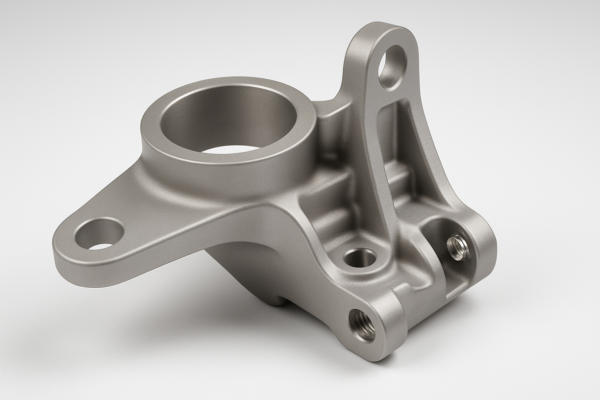
- Typical parts: housings, brackets, covers, bases
- Focus controls: shrinkage/porosity risk, machining allowance planning

Export brand of Shandong Prime International Trade Co., Ltd. (est. 1993) · B2B wholesale only
ISO 9001 quality system. Evidence package available: MTR/MTC, COC, FAI/CMM, and NDT reports (X-ray/MPI when required).
Before tooling, we provide DFM feedback and flag key casting risks (porosity, shrinkage, warpage) with practical control actions.
Note: final process & inspection plan are confirmed after drawing review and CTQ definition.

Tell us your application + CTQs (critical dimensions, leak requirements, surface needs). We return DFM feedback and a quote after drawing review.
Best for larger parts and complex shapes where cost-effective tooling and flexible batch sizes matter.

Best for high-volume production with consistent dimensions and good surface finish (typically non-ferrous alloys).

Best for complex geometries with reduced parting lines; suitable when design complexity is the main constraint.
Best for intricate shapes, tighter requirements, and better as-cast surface—often reducing machining time.
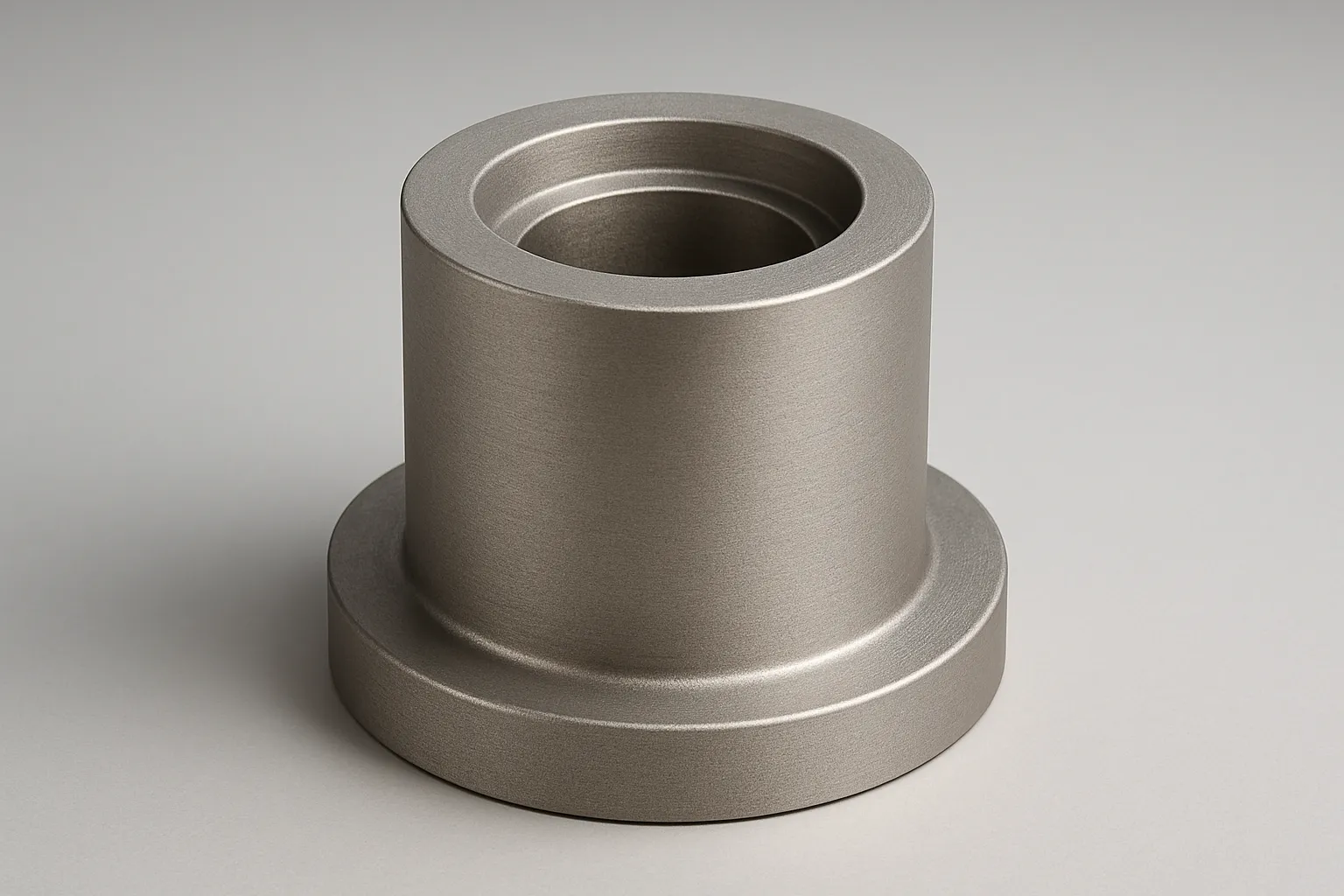
Best for hollow cylindrical parts with high density requirements and stable structure.

Best for non-ferrous parts where controlled filling helps improve internal quality and consistency.
A casting supplier is not just a price choice—it's a risk decision. We reduce project risk with clear feasibility feedback, traceable materials, and inspection evidence you can verify.


Use this as an early feasibility reference. Final capability is confirmed after DFM, tooling plan, and CTQ definition.
| Process | Best Fit | What We Confirm |
|---|---|---|
| Investment Casting | Complex geometry, better as-cast surface, near-net shapes to reduce machining. | CTQs, wall thickness feasibility, machining allowance, inspection plan (FAI/CMM). |
| Sand Casting | Larger parts, robust sections, cost-effective tooling for low-to-mid volumes. | Shrinkage/porosity risk controls, gating/feeding plan, machining stock. |
| Die Casting | High-volume non-ferrous parts with stable dimensions and fast cycle time. | Tooling approach, surface/flash controls, dimensional stability and inspection approach. |
* If you need a guaranteed capability statement, we confirm based on drawing + CTQs + tooling plan + sample/FAI requirements.
Upload drawings and requirements. With complete RFQ info, we typically respond within 24 hours.
If special NDT, tight CTQs, or new tooling is involved, we will confirm timeline and inspection plan before proceeding.
To further assist our customers and provide comprehensive information, we have compiled a list of frequently asked questions about casting parts and our services. Our goal is to solve common problems and provide clear, concise answers that will give you knowledge and confidence in your purchasing decisions, directly addressing the pain points of poor communication and lack of clarity.
We offer a wide range of casting processes, including sand casting, die casting, investment casting and gravity casting. We will select the appropriate casting process according to your product requirements, material specifications and order quantity.
Yes, we specialize in producing custom castings according to your drawings or samples. Our engineering team will review your requirements and provide technical support throughout the project.
We offer castings in a variety of materials, including aluminum, iron, steel, brass and other alloys. Material selection depends on your application and performance requirements.
Our factory is ISO certified and performs rigorous quality inspections at every stage, including raw material testing, dimensional inspection, and final product inspection. We can also provide third-party inspection services according to customer needs.
We use advanced production equipment, skilled technical personnel and standardized process to ensure that each batch of castings meet the required tolerances and quality standards.
Of course. Our engineering team can assist you with product design, manufacturing process optimization and cost reduction to ensure that your parts are both functional and economical.





















A casting part is formed by pouring molten metal into a mold, allowing it to solidify into the target geometry. Casting is often chosen when a part needs complex shapes, internal features, or large/heavy sections—while keeping cost and lead time under control.

In real purchasing decisions, the key question is not “what is casting”, but: can this part be cast reliably with controlled risk (porosity, shrinkage, warpage) and verified by inspection evidence.
Casting can integrate features that might otherwise require multiple machined parts and assemblies—reducing joining risk and part count.
Material is selected by your standard and functional requirements (strength, corrosion resistance, temperature). We support traceability with MTR/MTC when required.
Tolerances and surface finish vary by process, geometry, and machining plan. We confirm capability after CTQ definition and DFM—then verify with FAI/CMM if needed.
Typical casting risks include porosity, shrinkage, and warpage. We address them through process selection, tooling approach, and inspection planning—before mass production.
Sand Casting: best for larger parts and cost-effective tooling; flexible batch sizes.
Investment Casting (Lost Wax): best for intricate shapes and better as-cast surface to reduce machining.
Die Casting: best for high-volume non-ferrous parts with stable dimensions and fast cycle time.
Low Pressure / Centrifugal / Shell Molding: selected based on part geometry and quality requirements; confirmed by drawing review.
Valve bodies, pump housings, impellers, covers, sealing surfaces with defined CTQs.
Housings, brackets, bases, structural parts requiring strength and stable geometry.
High-temperature or high-load components with defined material standards and inspection requirements.
Covers, enclosures, brackets and functional parts—process chosen by volume, alloy, and CTQs.
Note: final process, tolerance capability, and inspection plan are confirmed after drawing review and CTQ definition.
This section is written for industrial buyers. Instead of generic descriptions, we explain how process selection is confirmed based on your drawings, CTQs, volume, material standard, and inspection requirements.
Casting process selection is a risk decision. For the same part, different processes can change cost, lead time, internal quality risk, and inspection workload. Our goal is to recommend a method that meets CTQs with a practical inspection plan—before tooling starts.

Below is an overview of common methods. For each one, we list best-fit use cases, key risks, and what we confirm during feasibility.
Best for intricate geometry and better as-cast surface where near-net shape can reduce machining time.


Best for larger or heavy-duty parts and cost-effective tooling. Suitable for flexible batch sizes and complex structures.
Best for high-volume non-ferrous parts where stable dimensions and fast cycle time matter.


Used for certain non-ferrous parts where controlled filling can help reduce internal defect risk and improve consistency (final results depend on geometry, alloy, and tooling plan).
Note: final method, capability, and inspection plan are confirmed after drawing review and CTQ definition.
The selection of suitable materials is a crucial decision, which directly affects the performance, cost and process suitability of castings. At Prime, we provide professional guidance to assist you in this complex process and ensure that the material selection is precisely matched to your application needs. We evaluate a wide variety of metal materials, balance their properties, achieve the best results for the project, and help you address key challenges such as traceability and compliance.
| Material Family | Common Grades | Corrosion Resistance | Cost | Strength (MPa) | Typical Applications |
|---|---|---|---|---|---|
| Stainless Steel | 304, 316, 316L, 17-4 PH | Excellent | High | 500–1000 | Food equipment, Medical devices, Marine parts |
| Carbon Steel / Alloy Steel | WCB, LCB, 4140 | Poor to Moderate | Low to Moderate | 250–900 | Machinery parts, Structural components, Valve bodies |
| Ductile Iron / Gray Iron | GGG40, GGG50, Class 30 | Moderate | Low | 150–700 | Pump housings, Engine parts, Machinery bases |
| Aluminum Alloy | A356, 6061, ADC12 | Excellent | Moderate | 150–400 | Automotive parts, Aerospace components, Housings |
| Copper Alloy (Brass) | C360, C377, CA360 | Good | High | 200–500 | Plumbing fittings, Valves, Decorative components |
| Zinc Alloy | Zamak 3, Zamak 5 | Moderate | Low | 150–400 | Die-cast housings, Hardware components |
| Special Alloys | Hastelloy, Inconel | Excellent | Very High | 700–1300 | Chemical processing, High-temp fixtures, Severe corrosion service |
Our support goes beyond just providing a list of materials. We offer a suite of services to ensure your selection is not only smart but optimized to your specific needs — directly addressing traceability and compliance challenges:
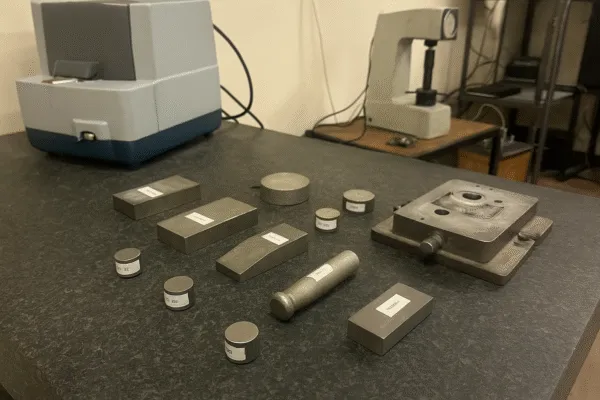
We provide detailed chemical and mechanical analysis for every batch of material we source. This ensures full traceability and verifies that all specifications and quality standards are met — giving you complete confidence in your parts’ integrity.
Surface treatment is very important to improve the functional properties and appearance of castings. Prime offers a variety of customized processing solutions, each of which has been precisely designed to meet the standards and application requirements of different industries. With a wealth of professional experience, we ensure that your castings not only have excellent appearance, but also in the actual working conditions to achieve reliable and lasting performance.


In the process of metal casting, the dimensional accuracy, surface quality and production efficiency of the final product are directly determined by the accuracy and design quality of the mold. Prime has an experienced tooling engineering team dedicated to tailoring high-performance tooling solutions to each project.
We use advanced CAD CAM design software and CNC machining equipment to ensure that every step of the mold from design to machining meets strict quality standards. Whether for sand casting, gravity casting or die casting process, we can provide high durability, high repeatability precision mold, to meet the mass production of consistency and cost control of the dual requirements.
By optimizing the mold structure, we help our customers shorten the development cycle, improve the quality of castings and reduce subsequent processing costs, providing a reliable and efficient manufacturing base for global industrial buyers.
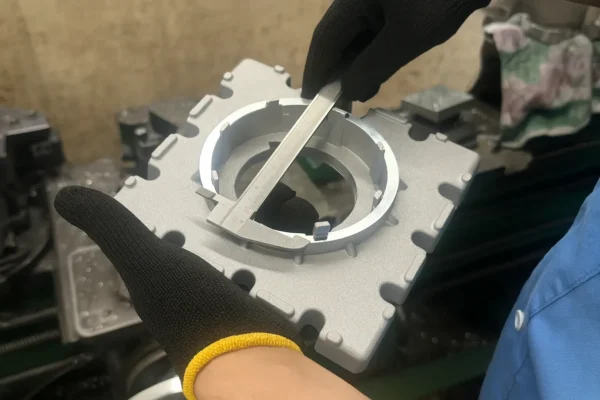
At PRIME, quality is managed as a process—not a final inspection event. We reduce buyer risk by confirming the right material, controlling key steps during production, and providing verification evidence aligned to your drawing CTQs (critical-to-quality features). Inspection depth is defined by your specification and application risk level, so you receive the right evidence without unnecessary cost.
Transparency: Not every project needs the same level of inspection. We define the inspection plan with you so it matches application risk, tolerance level, and your internal approval process.
Buyer-friendly outputs (available on request / per specification): material evidence (MTC/MTR), PMI/OES chemistry report, NDT records (radiography / MPI), FAI/CMM report, and shipment-level traceability documents.
To support your supplier approval, we can share sample report formats and a typical inspection checklist during RFQ review.
Each method targets a different risk—wrong material, hidden internal defects, surface cracks, or dimensional drift. We select inspection methods based on CTQs and specification requirements, then provide outputs your team can verify.

PMI/OES helps confirm alloy chemistry and reduces the risk of wrong-grade mix-ups. Results can be linked to heat/lot identification for traceability when required.
Buyer verification: PMI/OES report format can be shared during RFQ review when chemistry verification is required.
Radiography verifies internal soundness—useful for parts where porosity, inclusions, or internal cracking can create leakage or safety risks. NDT scope and acceptance criteria are defined by your specification.
Transparency: NDT is typically applied to CTQ zones or sample plans—not automatically to every part—unless your requirement specifies 100% coverage.

MPI is used for ferromagnetic materials to reveal surface and near-surface cracks, especially around fillets and stress areas. This helps prevent fatigue-related failures in service.
Buyer verification: MPI scope (areas + acceptance) is aligned before production for clear pass/fail criteria.
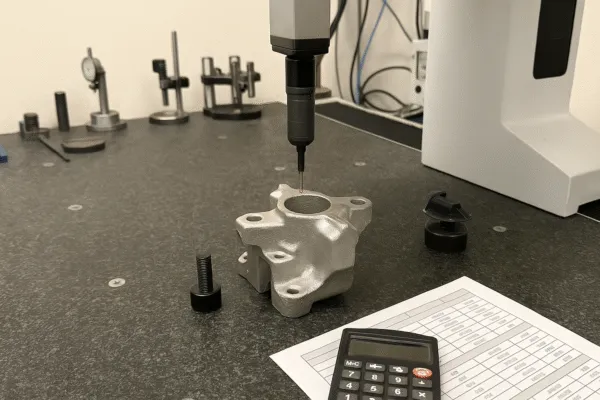
CMM provides dimensional proof against your drawing—datums, true position, profile, and other GD&T features that determine real fit. We provide FAI/CMM outputs aligned to CTQs so acceptance is unambiguous.
Transparency: the measurement plan depends on datum strategy and drawing GD&T—share CTQs early to avoid approval delays.
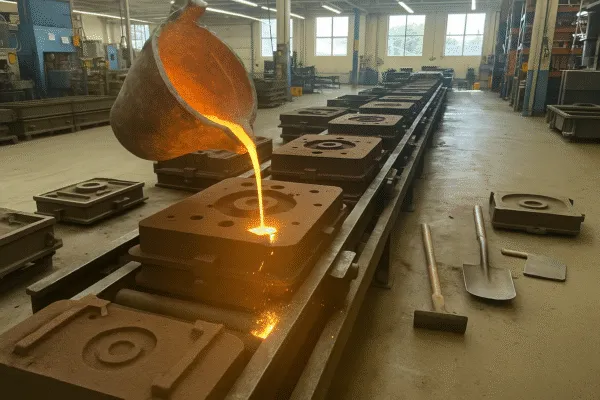
Metal casting is a multi-variable process—gas control, feeding design, temperature window, turbulence, and melt cleanliness can all create defects. PRIME focuses on prevention before defects reach machining or assembly: process planning, controlled melting/pouring practices, cleanliness measures, and verification inspections. That means fewer “machine-then-scrap” surprises and more predictable acceptance at receiving.
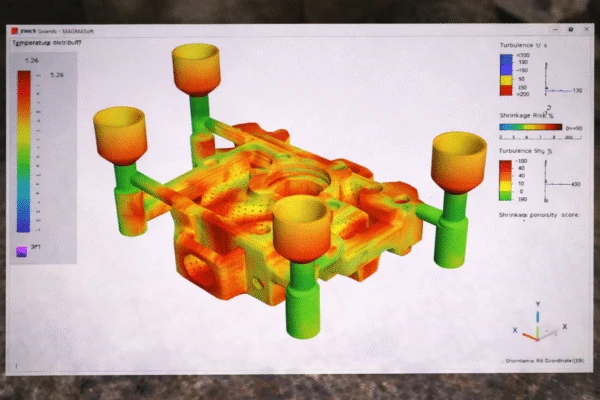
Instead of reacting after defects appear, we start with a structured review of geometry and risk areas: hot spots, thin-wall fill risk, air entrapment zones, and feeding paths. When the project requires it, we use simulation-supported analysis (software tools may be used depending on part complexity) to optimize gating, runners, risers, and chills—reducing turbulence and improving directional solidification.
Buyer verification (available on request)

What it is: trapped gas forms voids inside or near the surface, reducing strength and leak-tightness. It often appears later during machining, pressure testing, or final assembly.
How we prevent it: We control melt handling practices (cleanliness, gas risk control where applicable), improve venting strategy, and stabilize pouring behavior to reduce air entrapment.
Buyer can verify: first-article inspection outputs + process checklist records; NDT available when specified for defect-sensitive applications.
Transparency: leak-tight parts usually require clear acceptance criteria and may require NDT/pressure tests depending on the application.
What it is: thick sections solidify last; without proper feeding, internal shrinkage can form. This can threaten structural performance and cause instability during machining.
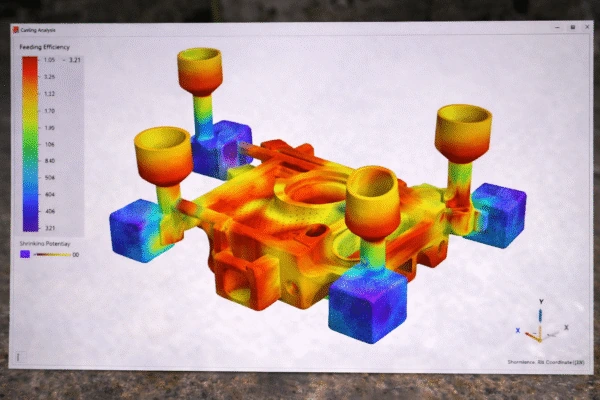
How we prevent it: We plan feeding using risers/chills and solidification direction. When complexity is high, we apply analysis-supported planning (including simulation where applicable) to identify hot spots and shrink-risk zones.
Buyer can verify: CTQ inspection plan for critical zones + first-article inspection; NDT available when specified.
Transparency: eliminating shrink risk is strongly geometry-dependent—early DFM review can reduce late-stage redesign.

What it is: two metal fronts meet but don’t fuse due to low temperature or poor flow, leaving a seam. This can weaken the part or harm sealing surfaces.
How we prevent it: We control pouring temperature windows and flow path design to avoid premature solidification, and plan gating/runner geometry to keep filling stable.
Buyer can verify: visual screening criteria before packing + dimensional checks on functional surfaces.
Transparency: cold-shut risk rises with thin walls/long flow length—share functional geometry early for better prevention planning.

What it is: non-metallic impurities can become trapped in the casting, reducing mechanical properties and creating hidden failure risk.
How we prevent it: We apply melt cleanliness discipline (controlled melting, slag management), and may use filtration practices depending on alloy/process route and specification requirements. Pouring stability helps reduce slag carryover.
Buyer can verify: process checklist + inspection checkpoints; NDT available when specified for defect-sensitive parts.
Transparency: the “right” cleanliness controls depend on alloy and process—requirements should be aligned before quoting.

What it is: oxide films form when molten metal contacts air; if turbulence is high, oxide can fold into the flow and appear as surface defects. This can hurt appearance and coating performance.
How we prevent it: We reduce air contact and turbulence through controlled pouring practices and gating design considerations. Surface screening standards are aligned before shipment.
Buyer can verify: surface visual criteria + packing standards to protect appearance during transport (when appearance is critical).
Transparency: “cosmetic vs functional” surfaces should be defined—inspection scope changes based on your acceptance criteria.
Metal castings are everywhere—but “usable casting performance” is built in the details. At PRIME, we don’t ship “just castings.” We deliver parts that are easier to assemble and scale: verified materials, controlled process routes, machining-ready datum planning, and inspection evidence so buyers can reduce assembly rework and avoid late-stage surprises.
The examples below are written in a verification-friendly way: what the part does → what the buyer cared about → what we controlled → what evidence we can provide. This reflects our real workflow: drawing review (DFM) → process route → datum/CTQ planning → first-article approval → repeatable shipments.
Evidence We Can Provide
FAI / dimensional report
Evidence We Can Provide
Material certificates
Evidence We Can Provide
Lot traceability (as required)
Evidence We Can Provide
NDT records (when specified)
Transparency: NDT scope, acceptance criteria, and documentation depth depend on your specification and application risk level. We confirm requirements before production so inspection outputs match your internal approval process.

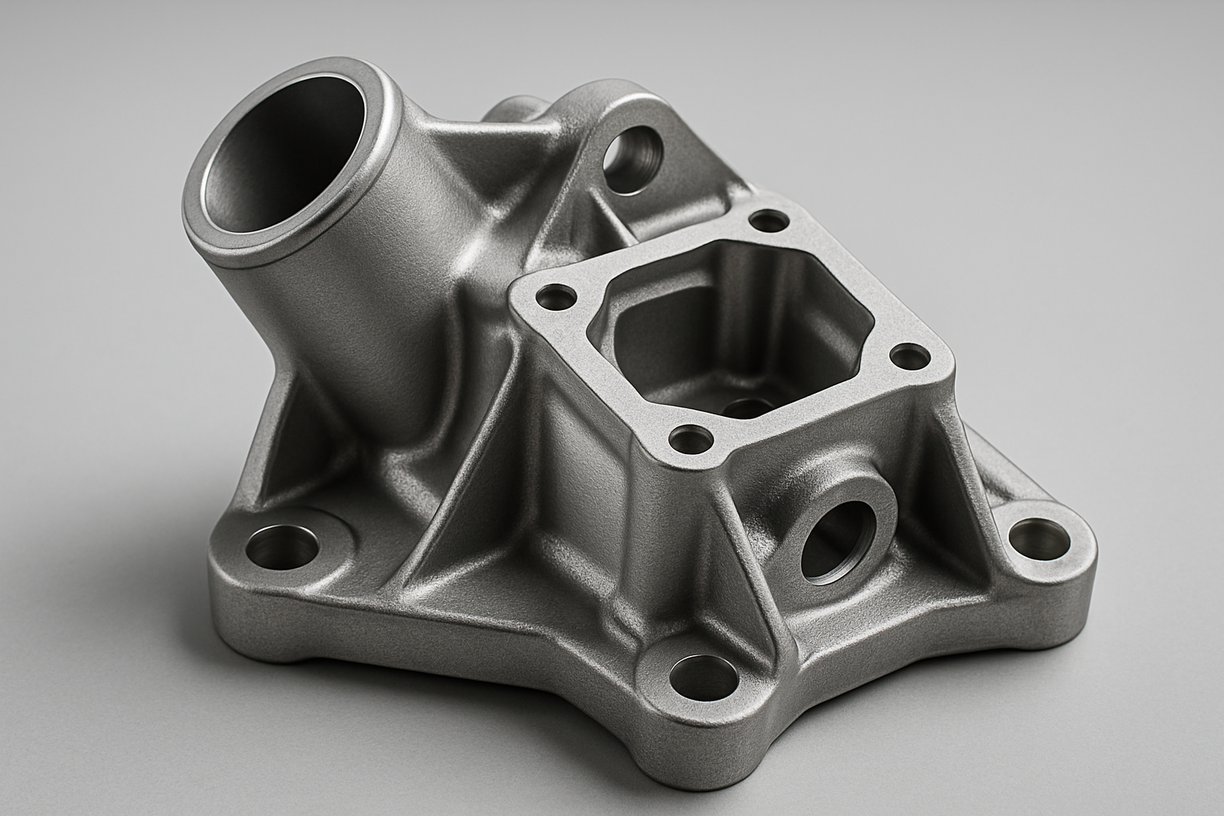
What buyers care about: stable assembly fit, fatigue performance, and repeatability across batches.
Typical parts: housing components, brackets, drivetrain-related structures (process and spec dependent).
Delivery example (verification-friendly): Housing casting with machining-ready datum strategy.
We review CTQs first (datums / flatness / true position), then plan the casting route to reduce defect risk in functional zones. Critical faces/holes are reserved for machining to stabilize assembly. Evidence available: first-article inspection format, CTQ list alignment, lot records (as required).
Transparency: for tight fits, “as-cast” is rarely enough—expect casting + machining on functional features.
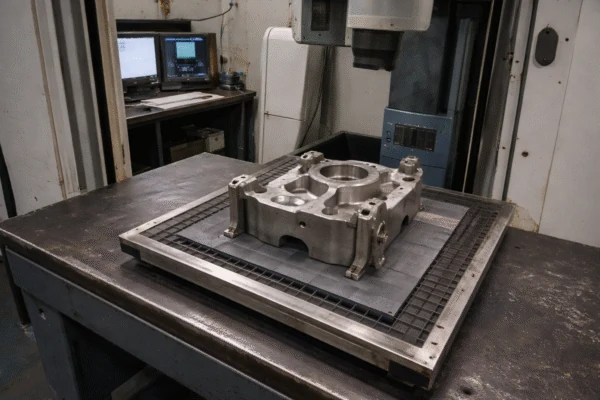
What buyers care about: sealing performance, dimensional stability under load, and service life.
Typical parts: pump bodies, valve bodies, gear housings, machine bases.
Delivery example: Pump/valve housing for leakage-sensitive assemblies.
We control wall thickness consistency and define inspection gates for sealing-related features. Mating faces and key bores follow a machining plan to prevent rework during assembly. Evidence available: dimensional checkpoints + final inspection output samples; NDT coordination if specified.
Trust note: sealing performance is a system result—geometry, finish, and acceptance criteria must be aligned early.

What buyers care about: integrity, corrosion/heat resistance (spec dependent), and long-term stability.
Typical parts: housings and structural components used in demanding environments.
Delivery example: Integrity-sensitive housing with lot-based evidence.
For parts where internal defects are a concern, we align inspection with your requirements and can coordinate NDT methods (e.g., MPI/radiography) when specified. Evidence available: lot traceability and inspection records tied to each shipment (scope depends on spec).
Transparency: NDT is not “one-size-fits-all.” Scope, acceptance criteria, and documentation must be defined in advance.

What buyers care about: impact resistance, wear interfaces, and reliable fit under shock and vibration.
Typical parts: brackets, arms, axle-related components, heavy-duty linkages.
Delivery example: Linkage parts with controlled bores and alignment.
We prioritize bore alignment and wear-interface features as CTQs, then stabilize repeat orders through consistent datum control and documented inspection checkpoints. Evidence available: CTQ-focused dimensional reporting and packing standards for repeat shipments.
Trust note: service life depends on both material route and interface accuracy—define wear areas and acceptance criteria early.
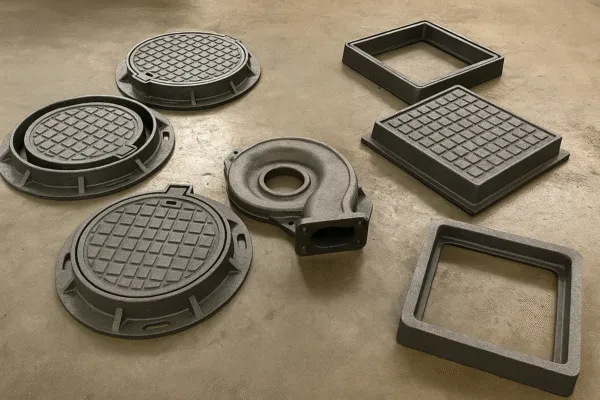
What buyers care about: repeatability at volume, stable seating geometry, and weather resistance.
Typical parts: covers, frames, bases, and functional decorative cast components.
Delivery example: High-volume castings with installation-critical geometry.
We control key dimensions that drive installation and mating behavior, and use repeatable tooling + in-process checks to reduce field issues. Evidence available: batch inspection outputs and packaging/labeling standards for efficient receiving.
Transparency: for high-volume municipal projects, packaging and labeling discipline is part of “quality” because it affects receiving and site handling.

What buyers care about: fatigue reliability, alignment stability, and disciplined verification for safety-relevant parts.
Typical parts: brackets, housings, connection structures (spec dependent).
Delivery example: CTQ-driven verification for fit & alignment.
We lock functional datums early, focus inspection on GD&T features that drive fit, and align acceptance criteria before shipment. Evidence available: CTQ inspection points and shipment-level records (as required).
Trust note: verification depth depends on your compliance needs—share your requirement standard so inspection outputs match your approval workflow.
Whether you're in automotive, energy, industrial machinery, or infrastructure—PRIME supports scalable casting solutions built for real production.
Not listed above? Send your drawings and requirements. We’ll propose a feasible casting + machining route and the inspection outputs needed for confident approval.
Discuss Your ApplicationChoosing a casting supplier is a risk decision, not just a pricing decision. The right partner protects your program from defects, delays, and costly rework— while supporting stable mass production over time. Below are practical criteria B2B buyers use to evaluate suppliers, with verification steps you can apply before placing an order.

Castings must meet dimensional requirements, surface standards, and performance expectations. Look for a supplier with a structured quality system, clear inspection checkpoints, and the ability to provide traceable records (material evidence, dimensional reports, and final inspection results).
Common risk signals to watch
Different casting types require different process control. A strong supplier can recommend the right process route (casting + finishing), and clearly explain what will be controlled to prevent defects such as porosity, shrinkage, warpage, or dimensional drift.
Transparency: If your part has tight functional tolerances, expect a combined route (casting + machining). “As-cast tight tolerance everywhere” is often unrealistic.
Material choice impacts strength, corrosion resistance, machinability, and long-term performance. A capable supplier will ask the right questions (environment, load, assembly interfaces) and provide a practical recommendation—not just “any material is OK.”
Late delivery can cause line stops and missed market windows. Evaluate whether the supplier has stable scheduling, clear milestone communication, and a realistic validation plan for new parts.
Lead time factors buyers often miss
Lowest price can become the highest cost when defects, rework, claims, or delivery issues appear. Evaluate total cost: yield rate, inspection effort, packaging damage risk, and the cost of line interruptions.
Suppliers with real export experience tend to handle documentation, packaging, and communication more smoothly. Look for evidence: stable customers, repeat orders, and the ability to provide verification materials.
PRIME (founded in 1993) is a B2B wholesale supplier serving global buyers. We support one-stop sourcing across casting, stamping, CNC parts, welding parts, fasteners, and plastic parts—helping buyers reduce vendor coordination.
Looking for a long-term casting partner? Share your drawings, target material, annual volume, and key tolerances. We’ll provide a feasibility view and a practical quotation plan.
Optimize your casting parts for production and cost with our collaborative engineering approach.
What is DFM? Design for Manufacturability (DFM) is a proactive engineering approach that simplifies designs, reduces costs, and improves quality by addressing manufacturability early in the design cycle.
At Prime, our DFM service becomes an extension of your engineering team, ensuring your casting parts are not just manufacturable — but manufacturable with excellence and cost-efficiency.
Buyer's pain:“My design is complex. I'm concerned about high production costs, potential manufacturing issues, and long lead times. How can I ensure my parts are optimized for casting?”
Our engineers review your 2D/3D CAD models and specifications to identify manufacturability challenges and offer actionable improvements. Avoid costly redesigns and tool modifications later.
Our DFM service is not an extra cost — it's an investment in your project’s success. Leverage decades of manufacturing expertise by collaborating early with our engineers. Your casting designs will be built for peak performance, maximum cost-efficiency, and seamless production.
Minimize risk. Accelerate time-to-market. Gain a competitive edge.
When sourcing metal parts, B2B buyers often face a critical decision: metal casting or CNC machining? Both processes can produce excellent parts, but the “right” choice depends on risk, volume, tolerance, and downstream assembly needs. At PRIME, we support both casting and machining, so we can recommend the most practical route based on your drawing, function, and total cost—not just a single capability.
Trust note: For new designs, we recommend a first-article approval step before scaling—this protects your schedule and reduces quality surprises.
Metal casting forms a part by solidifying molten metal in a mold. It’s often the most efficient route when the design benefits from near-net shaping (complex geometry, cavities, thick-to-thin transitions) and when the program needs cost advantages at stable volumes.
Casting: What buyers should plan for

Valve bodies, housings, brackets, pump components, structural parts, and near-net shapes where machining-from-solid would be costly.

CNC machining is a subtractive process that creates parts from solid material. It’s often the best choice for prototypes, low-to-medium volumes, and parts where fit and precision are critical—especially when designs may change.
Machining: What buyers should plan for
Explore our machining capacity, typical tolerance planning approach, materials, and inspection outputs.
Prototypes, precision-fit components, custom machine parts, detailed features, threaded interfaces, and parts requiring controlled surfaces.
| Feature | Metal Casting | CNC Machining |
|---|---|---|
| Production Volume | Medium to very high (best with stable recurring demand) | Prototype to medium (volume depends on cycle time and cost targets) |
| Part Complexity | Near-net complex shapes, cavities, and bulky geometries | High-detail 3D features and precision interfaces |
| Tooling Cost | Usually higher (molds / tooling + validation) | Lower (programming + fixtures when needed) |
| Unit Cost | Typically lower at scale after validation | Typically higher per piece for complex geometry |
| Lead Time | Depends on tooling & approval steps for new parts | Often faster for prototypes and small batches |
| Material Waste | Lower for many near-net geometries | Higher (material removal, chips) |
| Tolerance & Surface | Process-dependent; critical areas often machined for stable fit | Best for tight-fit interfaces and controlled surfaces (process-dependent) |
Important: Actual tolerances depend on geometry, material, process route, and inspection method. For fit-critical features, we often recommend machining regardless of the primary process.
PRIME offers more than just one process. We evaluate your drawing and application needs and recommend the route that best balances cost, risk, and manufacturability—often combining casting + secondary machining when that provides the most stable production outcome.
Share your part design, target material, expected volume, key tolerances, and timeline. Our team will respond with a feasibility view, a recommended process route, and a practical quote plan (including validation steps for new parts).
For international B2B buyers, logistics is part of quality. The real risk is not just “shipping time”, but customs clearance, packaging damage, document errors, and unexpected fees. PRIME (Shandong Prime International Trade Co., Ltd., established in 1993) ships to North America, Europe, the Middle East, and Australia, helping buyers standardize export documents, packaging, and delivery planning so parts arrive with fewer surprises and smoother receiving.
“How can I ensure my parts arrive on time without customs delays, document mistakes, or hidden logistics costs when sourcing internationally?”
We treat logistics as a controlled process, not a last-minute handoff. Before shipping, we align packaging standards, labeling rules, and export documents with your receiving requirements—so your warehouse team can check, store, and use parts efficiently.
Verification-friendly (what we can provide on request)
Transparency: Customs time can vary by port, season, and inspection rate. We reduce avoidable delays by controlling document accuracy and packaging clarity.

We propose shipping options based on your timeline, budget, and risk tolerance—especially for urgent production schedules or first-run projects.
Buyer tip: For new parts, consider splitting the first order: a small air shipment for early validation + ocean for the bulk to reduce total risk.
You shouldn’t need to chase updates. We provide shipment details and status checkpoints so your team can plan receiving and production. If a delay risk appears (carrier congestion, port backlog), we inform you early so you can adjust schedules or shipping choices.
Trust note: “Real-time” visibility depends on carrier systems. We focus on clear milestone updates and quick response—what buyers actually use.
Transparency: Packaging is agreed before shipment based on part geometry, surface requirement, and storage time. Over-packaging wastes cost; under-packaging creates claims.
For recurring buyers and long-term supply, we can support practical buffering plans (batch scheduling, packaging standardization, and staged delivery coordination). This helps reduce line-stop risk during peak seasons or shipping volatility.
Note: Inventory/warehouse arrangements depend on product type, volume, and contract terms. We confirm feasibility case-by-case.
Your goal is predictable receiving and production—not logistics surprises. Share your destination, incoterms preference, packaging requirements, and target schedule. We’ll recommend a shipping plan and document checklist that reduces avoidable risk.
For B2B buyers, “innovation” is only meaningful when it reduces production risk: fewer defects, more stable tolerances, smoother machining, and repeatable delivery. At PRIME (Shandong Prime International Trade Co., Ltd., established in 1993), our engineering work focuses on turning complex casting requirements into clear, verifiable manufacturing plans—so your new project moves from drawing to stable production with fewer surprises.
Buyer Concern: Can this supplier help me prevent casting defects, shorten validation time, and support future design iterations without quality drifting in mass production?
What we can show (verification-friendly)

Material decisions affect strength, corrosion resistance, machining behavior, and cost. Our engineers help you select a practical material route based on load conditions, environment, and downstream requirements (machining/coating/heat treatment). For projects with higher performance needs, we recommend validation steps (sample evaluation + inspection plan) before scaling.
Why this matters: Many “quality problems” are actually mismatches between material choice, process capability, and functional use.
Our priority is making production predictable—controlling key variables that influence porosity, shrinkage, warpage, and dimensional drift. Before mass production, we align on critical features and build checkpoints into the workflow.
Trust note: For new tooling or new designs, promising “perfect mass production” without validation is risky. We recommend approval steps to protect your schedule.
Sustainability should not compromise quality or delivery. Our approach focuses on practical improvements that also benefit buyers: stable processes reduce scrap, better packaging reduces damage, and clearer standards reduce rework and returns.
When your part has complex geometry, special assembly interfaces, or tight functional tolerances, “custom” is not a marketing word—it’s an engineering workflow. We work from your drawings and application notes to propose a feasible route (process + finishing + inspection). If a design has high risk, we will flag it early and offer practical alternatives to protect quality and lead time.
Experience-driven detail: The fastest projects are the ones where requirements are clarified early—tolerances, functional surfaces, and acceptance criteria.
With PRIME, “innovation” means lower sourcing risk and smoother scale-up. Our engineering support helps you move faster from concept to stable production: clear manufacturability feedback, structured validation, and quality checkpoints that buyers can verify.
Transparency: Lead time depends on tooling complexity, validation steps, and order volume. For new projects, we recommend first-article approval to avoid hidden risks in mass production.
Send drawings + CTQs for faster review.
For B2B buyers, the real cost isn’t just the casting—it’s the time, risk, and coordination across machining, finishing, packaging, and delivery. PRIME (Shandong Prime International Trade Co., Ltd., established in 1993) supports wholesale buyers with a one-stop workflow that reduces vendor count, shortens handoffs, and delivers parts that are easier to receive, inspect, and integrate into production.
"I need more than just a casting—machining, surface treatment, packaging, and sometimes assembly. Managing multiple vendors increases lead time and quality risk. Can one partner coordinate everything with clear accountability?"
We act as your single point of contact from drawing review to shipment. That means fewer handoffs, clearer responsibility, and more consistent quality control. Instead of “just quoting,” we align on what matters: critical dimensions, inspection expectations, finishing requirements, and packaging standards.
To support buyer verification and internal approval, we can provide ISO certification documentation, inspection record samples, and packaging/labeling standards upon request.

Castings often need machining on functional surfaces (holes, threads, sealing faces, mating planes). We plan machining around datums and assembly needs, so your parts fit reliably in production.
What we ask you for: target tolerances, datum references, and the functional purpose of critical areas (load-bearing, sealing, alignment, etc.).
If your line benefits from fewer steps, we can deliver parts pre-assembled or prepared for faster assembly—reducing mistakes and improving line efficiency.
Trust note: For any joining/assembly step, we align on inspection points (appearance, positioning, torque/weld acceptance if applicable) before production.

Packaging is a quality process—especially for export. We build packaging around protection, receiving efficiency, and your warehouse requirements.
Risk reduction: We confirm drop/stacking sensitivity, corrosion exposure, and pallet/carton spec before shipment to reduce transit damage.
When mechanical performance matters, heat treatment can be essential. We follow your drawing/spec and confirm required hardness/strength targets and verification methods.
Trust note: We align on acceptance (e.g., hardness range, distortion control, test points) before running production lots.
Cleanliness and edge control affect fit, safety, and downstream finishing. We apply appropriate cleaning/deburring based on your use case and inspection criteria.
Practical note: If edges are function-critical (sealing, sliding, or safety handling), define the edge requirement clearly (radius/chamfer/visual standard).
By consolidating post-processing with PRIME, you reduce lead time uncertainty, cut inter-supplier quality disputes, and lower the hidden costs of coordination. You get clearer accountability, smoother receiving, and parts that are closer to “ready to install.”
Transparency: timelines depend on tooling complexity, validation steps, and order volume. For new projects, we recommend a first-article approval step to control risk before scaling.
Material choice drives strength, corrosion resistance, and total cost. We help you select the right option based on application load, environment, and machining needs. Material certificates and inspection records can be provided upon request.
| Gray Cast Iron | Good damping & castability. Common for housings, bases, and non-impact structural parts. |
| Ductile Iron | Higher toughness than gray iron. Used for brackets, load-bearing components, and impact-prone parts. |
| Carbon Steel | Balanced strength and cost. Suitable for general industrial structures and functional components. |
| Alloy Steel | For higher strength or wear needs. Often paired with heat treatment for performance targets. |
| Stainless Steel | Corrosion resistance for outdoor, marine, and chemical environments. Ideal where rust risk is unacceptable. |
| Aluminum | Lightweight with good machinability. Common for enclosures, covers, and weight-sensitive assemblies. |
| Other Metals | Tell us your application and target performance—our engineers will recommend a feasible route. |
What we confirm before material is finalized
Finishing is not “extra”—it’s how we stabilize fit, function, and appearance for real-world assembly. We recommend finishing based on your tolerance, surface, and corrosion needs.
| CNC Machining | Critical holes, faces, threads, and tight-fit interfaces. |
| Deburring & Chamfering | Safer handling, improved assembly consistency. |
| Grinding & Polishing | Surface refinement for sealing areas or cosmetic requirements. |
| Heat Treatment | Strength/wear improvements where required by application. |
| Surface Preparation | Shot blasting / sand blasting to clean and standardize surfaces. |
| Coating Options | Painting / powder coating / other protection options as specified. |
| Repair Welding | Controlled repair when permitted by acceptance criteria. |
| Inspection | Dimensional checks + visual standards + agreed acceptance criteria. |
To reduce quality risk, we recommend a first-article approval step for new tooling or new projects before mass production.
PRIME supports B2B buyers with casting solutions built for stable production—not just a one-time sample. Founded in 1993, ISO certified, and backed by 10 in-house production lines, we serve clients across North America, Europe, the Middle East, and Australia.
How we reduce sourcing risk (real workflow)
Different processes fit different geometries, volumes, and cost targets. We help you choose the method that balances quality, lead time, and total cost.
Transparency: lead time depends on tooling complexity and validation steps. For new projects, responsible suppliers should not promise “instant mass production” without a sampling plan.
For a faster, more accurate quote, please include: drawings (2D/3D), material preference, target quantity, and key tolerances. Standard RFQs are typically answered within 24 hours; complex projects may require 48–72 hours for a responsible feasibility review.
Choosing a metal casting supplier is ultimately a risk decision—not just a price decision. Beyond the unit cost, buyers are really managing quality risk (defects/porosity/dimensional drift), delivery risk, and communication risk from drawing review to shipment. This guide covered the practical essentials—from process selection and material decisions to inspection planning and export logistics—so you can choose a partner that supports both today’s order and your long-term production stability.
What you should verify with any supplier (and we support):

PRIME (Shandong Prime International Trade Co., Ltd.) has been serving global B2B buyers since 1993. We focus on wholesale, long-term supply, and engineered manufacturing—not one-off retail sales. Our core advantage is turning drawings into stable production parts with predictable quality and delivery.
Experience you can feel in the workflow: we start with a structured review of your drawing/spec (materials, critical dimensions, application), then confirm a manufacturing route and inspection plan before production. This reduces late-stage surprises—especially on new tooling and first runs.
One-stop manufacturing capability: besides casting parts, we also support stamping, CNC machining, welding, fasteners, and plastic parts. With 10 in-house production lines, we can support integrated manufacturing needs and help buyers simplify supplier management.
Buyer-friendly proof we can provide on request:
We regularly ship to North America, Europe, the Middle East, and Australia. For B2B buyers, “on-time” is not a slogan—it’s documentation, packaging discipline, and predictable handover to logistics. We help you align packaging requirements, labeling, and export documents so goods arrive ready for receiving.
Transparency matters: lead time depends on tooling complexity, process validation, and order volume. For new projects, we recommend a first-article approval step before scaling—so quality and schedule risks are controlled early.

Send us your drawings (2D/3D), material requirements, target quantity, and application notes. We’ll respond with a feasibility review, process suggestion, and a competitive quote—typically within 24 hours for standard RFQs (complex projects may require 48–72 hours for a responsible assessment).
Let’s reduce sourcing risk and build a stable supply—together.
Get a Quote Now




*Logos are property of their respective owners.
Real feedback from global buyers who trust us to deliver high-quality, customized industrial components.

Purchasing Manager – Metal Components
We’ve sourced CNC machined parts from Prime for over two years. The precision is consistently excellent, tolerances are spot on, and their team is responsive and professional. Fast lead times and secure packaging make them a reliable long-term partner.

Strategic Sourcing Specialist – Industrial Hardware
The forged components we received from Prime were top quality — strong material integrity, accurate dimensions, and zero defects. Their team understood our specs clearly and delivered right on schedule. Great supplier for high-stress applications.

Supply Chain Buyer – Custom Metal Parts
We ordered a batch of custom metal welded assemblies from Prime, and the quality was outstanding. The welds were clean, uniform, and met all our strength requirements. Communication was smooth, and delivery was faster than expected.

Senior Buyer – Automotive
Prime supplies us with custom metal casting parts that meet strict automotive standards. Their ISO-certified quality, fast prototyping, and on-time delivery make them a trusted partner in our supply chain.

Procurement Lead – Electronics
Prime has been a reliable partner for our custom plastic parts in consumer electronics. The injection-molded components are precise, durable, and always delivered on time, helping us stay competitive in the market.

Category Manager – Industrial Projects
Prime delivers high-quality custom metal forgings for our industrial machinery. The parts are strong, reliable, and meet our exact specifications. With consistent quality and on-time delivery, Prime has become a trusted partner in our long-term projects.

Operations Buyer – Machinery
Prime’s custom metal fasteners have proven to be durable and precise, perfectly fitting our heavy-duty machinery. Their consistent quality and reliable delivery help us maintain smooth production with fewer interruptions. Prime is a supplier we can count on for critical components.
REPLY WITHIN 24 HOURS
When you contact us, you get more than just a price. You get a dedicated partner.
Your email information will be kept strictly confidential and our business staff will ensure that your private information is absolutely safe!