I have watched great plastic programs stumble on small mistakes, and I have seen small tweaks save a fortune. My aim here is simple: help you spend less, launch faster, and sleep better. If you already have drawings and a forecast, send them through Prime RFQ inbox and I will return a line-by-line plan.

One-line answer first: unit cost depends more on cycle time, cavitation, scrap, and tool decisions than resin price; pick materials for function first; validate processes; and work with a supplier who proves DFM depth, traceability, PPAP, in-house metrology, and clear MOQ/lead time. If you want me to run this exact model on your part, message me via Prime and include annual volume.
What Really Affects Cost?
Time is the boss. Cycle seconds hide in fill, pack/hold, cooling, ejection, and mold open/close. Cavitation spreads fixed time across more parts. Scrap burns money twice: material and machine minutes. Hot runners remove runner waste and often shorten cooling; they need higher up-front spend but usually pay back at volume. Press choice matters: keep shot size in the 30–80% barrel window and clamp force with margin.
Illustrative comparison with round numbers: a 2-cavity cold-runner tool might cost $18k, run 32 s at 6% scrap, and land near ~$0.69/part with two-year amortization at 200k/year; a 4-cavity hot-runner tool might cost $42k, run 19 s at 2% scrap, and land near ~$0.53/part on the same basis. If your program runs three years, hot runner usually wins; for short campaigns, cold runner can make sense. If you want me to calculate the payback on your forecast, add “payback math” to your note at Prime. If you need a transparent quote that breaks out machine time, material/color, labor/overhead, scrap, and tool amortization, ask for our two-path quote via Prime Plastic Parts.

Scrap & Regrind
I reduce scrap by design and process, not inspection alone. I push DFM for uniform walls, correct rib ratios, proper draft, and balanced gating. I tune cooling circuits and ejection to prevent drag marks and warp. I cap regrind by resin and risk—often 10–20% for non-critical parts—and record lot and percent in the traveler. I set 0% for high-voltage insulators, clear PC optics, or medical implants. If you want a one-page DFM for your part (walls, ribs, gates, cooling, ejection), attach your model when you message Prime.
Material Selection Without Guesswork
I start with three questions: what does the part do, where does it live, and what must we prove? From there, the resin short list writes itself.
- ABS: easy to mold, stiff, great cosmetics and plating; watch solvent stress and UV outdoors.
- Nylon (PA6/PA66): strong/tough; dimensions change with moisture; condition parts before final measurement.
- POM (acetal): low friction and good wear for gears/sliders; watch thermal abuse and painting limits.
- PC (polycarbonate): high impact and optical clarity; notch-sensitive and scratch-prone; add hard coat for exposed optics.
- PEEK: high heat and chemical resistance; narrow processing window and high resin cost; ideal for under-hood, sterilization, harsh chemicals.
For flammability, use the UL framework: UL 94 flammability overview. For medical biocompatibility, build a risk-based plan around ISO 10993-1. For drawings and assemblies, apply GD&T per ASME Y14.5 so you hold stack-ups with capability rather than luck. If you want grade recommendations tied to your test plan and budget, ask for a “material short list” when you contact me at Prime.

Key Applications: Automotive, Medical, Electronics
Automotive: I run PPAP—DFMEA, PFMEA, control plan, MSA/GR&R, and capability on key dimensions—then submit PSW and material declarations. Framework reference: AIAG PPAP. I also verify thermal cycling, fluid exposure, vibration, and salt spray where relevant, and I lock weld-line cosmetics with plaques and acceptance criteria.
Medical: I validate with IQ/OQ/PQ. IQ proves equipment and tools are installed and documented. OQ finds a proven window via focused DOE. PQ demonstrates repeatability across time and shifts. I keep lot-level traceability for resin and color, document DHRs, and control changes with written approvals.
Electronics: I confirm UL 94 on final color and thickness, set creepage/clearance near live parts, and plan EMI shielding (conductive coating, carbon-filled PC/ABS, or metalized films) with robust ground paths. I manage heat with vents, spreaders, or thermal pads so plastic housings do not carry the load.

Supplier Selection: Calm Partners vs. Risky Vendors
On the first call I ask for a press list, metrology list, a sample control plan, and the latest capability study. Good shops answer fast and with evidence. Red flags: no shrink data, no Cpk, “we’ll tune later,” or a vague “standard export carton” with no dunnage plan.
What I expect to see: DFM depth on walls/ribs/draft, gate type/location per cavity, cooling circuits, and ejection strategy; scientific molding with master setup sheets that live at the machine; in-house metrology (calibrated CMM/vision), GR&R < 10%; traceability for resin lots, colorant, regrind %, and machine parameters; ISO 9001 (and ISO 13485/IATF where relevant) with closed corrective actions. If you want an independent audit, send the RFQ and drawing to Prime and include “supplier audit” in the subject. If you want to see our typical deliverables in context, browse Prime Case Studies.
Tolerances, Shrinkage, and Capability Planning
I do not accept “we will tune later.” I quote shrink by resin and fiber (flow and cross-flow), set steel-safe on tight fits, and plan capability targets up front: Cpk ≥ 1.33 for most features and ≥ 1.67 for safety-critical. I sample across cavities and shots to catch real variation. On uneven wall parts I run a warp study and rebalance gates/cooling. If you want a drawing review focused on stack-ups and capability, write “GD&T stack review” when you contact Prime; if you want to understand our measurement discipline, review Prime Quality Control.
Surface Finish, Printing, and Assembly
Parts end their journey in a hand. I lock textures early (SPI/VDI) and set draft to match. For optics I use PC with hard coat. For durable marks I laser; for colorful icons I pad print. For sealed housings I design energy directors and weld ultrasonically; for metal inserts I heat-stake with controlled tips. If you need fixtures, ask for “assembly fixture scope” when you contact Prime.
Packaging, Logistics, and Incoterms
A perfect part can still fail in a crushed box. I design packaging like a product: inner trays or vacuum trays to stop rub, desiccant and humidity cards for hygroscopic resins, five-ply cartons with corner posts, stretch wrap and PET straps. I drop and vibration test in line with ISTA styles. I align Incoterms with risk and cash. For seasonal demand I plan safety stock and split shipments. If you want us to design and validate the pack, add “packaging scope” in your note to Prime; for an overview of what we supply on plastics, see Prime Plastic Parts.

FAQs for Buyers (Short, Practical Answers)
What drives cost most?
Cycle time, cavitation, scrap, and tool decisions—not resin price. You cut unit cost faster with cooling, cavitation, and hot runners than by forcing a cheaper resin.
How do family molds affect price and quality?
They reduce tool count and can cut unit cost, but they risk unbalanced fill and longer cycles if parts differ. I use them only when wall and volume are close.
What regrind limit is safe?
For non-critical parts, 10–20% for many engineering resins after testing; for high-risk applications, 0%. Record percent and lot for traceability.
How do I get UL 94 V-0 at my wall?
Pick the right FR grade and test at final thickness and color. Start with UL 94 flammability overview.
What does PPAP include?
DFMEA, PFMEA, control plan, MSA/GR&R, capability studies, and PSW. See the framework at AIAG PPAP.
What is IQ/OQ/PQ?
Install, find a proven process window with DOE, then prove long-run performance with timed lots. Keep DHRs and change control; align materials with ISO 10993-1 if relevant.
How tight can tolerances be?
±0.05 mm is common on small features with the right tool and process. Plan Cpk targets and measure with calibrated CMM/vision per ASME Y14.5.
Can you show a line-item quote?
Yes. I will break down machine time, material/color, labor/overhead, scrap, and tool amortization. Send your RFQ to Prime and I will return two cost paths with payback math.
Step-by-Step Flow: RFQ to SOP
I use one clear path so no one guesses: RFQ/feasibility → DFM and material confirm → Tool design → Steel cut and T0 → T1 with dimensional report and short shots → Iterations (T2/T3) → Validation (PPAP or IQ/OQ/PQ) → SOP and ramp. At each gate I hold a 20-minute review, one slide of risks and one slide of data. If you want me to apply this flow to your program, write “project plan pls” when you contact Prime.
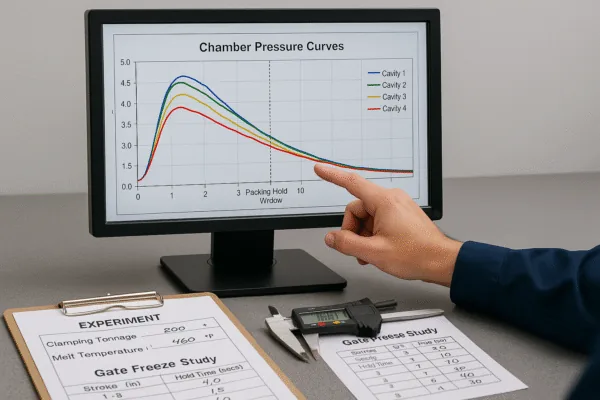
Case Study: From 32 s Cycle to 19 s Without Quality Loss
An electronics housing missed cost targets and showed late warp. We added two bubblers at hot spots and reset pack/hold after a gate-freeze study; cycle dropped from 32 s to 27 s. We then moved from a 2-cavity cold runner to a 4-cavity hot runner with valve gates; cycle reached 19 s. Scrap fell from 5.8% to 1.7%. Cpk on three key dimensions rose from 1.05 to 1.62. Payback took under three months at program volume. If you want a similar review, include your model and tolerance stack when you reach out to Prime.
References You Can Use With Auditors
I cite these because customers and auditors know them: UL 94 flammability overview, ISO 10993-1, AIAG PPAP, and ASME Y14.5. I do not copy them; I apply them and show proof.
Conclusion and Next Step
Good plastic parts come from simple rules done well: choose a fit-for-purpose resin, cut cycle time instead of corners, validate with data, and work with suppliers who show their math. If you want me to apply this on your drawing, send it now with your annual volume and target tests: Upload RFQ / Contact Prime.