Your laser-cut parts don't fit right? These rejections cost time and money, and can lead to painful PPAP (Production Part Approval Process) resubmissions. As a one-stop-shop for custom metal parts since 1993, we've seen how simple design oversights can derail entire projects. Understanding a few key Design for Manufacturability1 (DFM) rules prevents these costly problems from happening.
To master DFM for laser cutting, focus on key areas like minimum hole size, laser kerf, edge quality, and material choice. Respecting these principles, which are central to our ISO 9001:2015 certified process2, ensures your parts are made accurately, efficiently, and cost-effectively from the very first run.
I remember a long-term client, a US buyer named Kevin. Early in our relationship, he sent us a design with impossibly small holes in thick steel. The parts kept failing during the initial run. It wasn't our machine; it was the physics of the design. By working with him to adjust the design based on DFM rules1, we not only solved the issue but also helped him launch his new product line on schedule. Let's break down these principles so you can get perfect parts2 every time.
How does material thickness affect minimum hole size?
Trying to cut very small holes in thick metal sheets? The laser struggles, parts get rejected, and your project stalls. There's a simple, industry-standard rule to prevent this every time.
The general rule for minimum hole size1 is that the hole's diameter should be no smaller than the material's thickness2. For a 3mm thick steel sheet, the smallest hole you should design is 3mm. This prevents excessive heat buildup, tapering, and material blowout.

The "1:1 rule1" is a fundamental principle in DFM for laser cutting, widely cited by industry leaders like The Fabricator Magazine. It's based on the physics of heat dissipation. In a small hole, that intense heat has nowhere to go. It saturates the surrounding material, leading to quality defects that would cause a part to fail inspection:
- Tapering: The top of the hole becomes wider than the bottom.
- Recast Layer: Molten metal resolidifies on the hole's inner wall, creating a rough surface.
- Blowout: Molten material erupts from the top surface instead of exiting cleanly.
Adhering to this rule is the best way to guarantee repeatable, high-quality results that meet international tolerance standards like ISO 27682.
What is laser kerf and how do you account for it?
Are your final parts slightly off from your CAD dimensions? This frustrating issue can ruin tight-tolerance assemblies. The solution is simple once you understand and account for laser kerf1.
Laser kerf is the width of material vaporized by the laser beam. At Prime, our certified operators use advanced CAM software2 to automatically compensate for this by offsetting the laser's path—outwards for external cuts and inwards for internal cuts—to match your exact design dimensions.
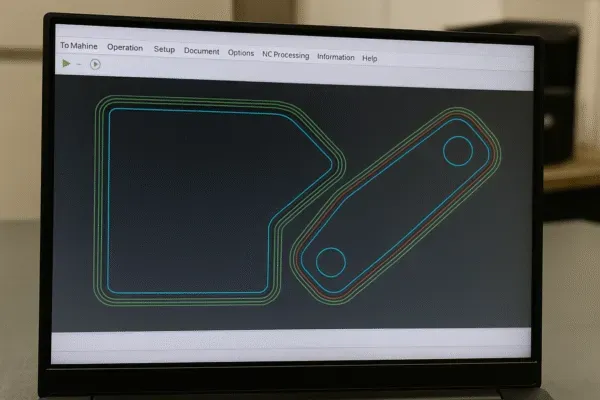
Think of kerf1 as the laser's "tool radius." This compensation is a standard practice in CNC programming, as explained by experts at leading software companies like Autodesk. You do not need to adjust your design file; simply provide a 1:1 scale DXF or DWG file with the final dimensions. Our ISO 90012 process ensures this is applied correctly. This is critical for getting the FAI (First Article Inspection) right and avoiding delays in your production schedule.
What factors determine the edge quality of laser-cut parts?
Getting parts with rough, burnt, or jagged edges? This poor finish can affect function and safety. A perfect finish comes from a mastery of process variables.
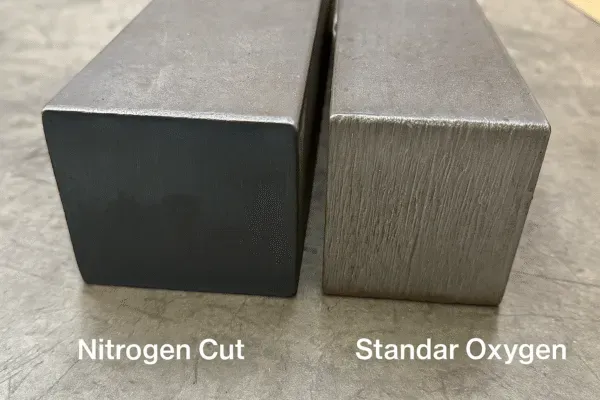
Edge quality1 is determined by laser power, cutting speed, assist gas, and material type. Using the correct combination, like high-pressure nitrogen2 for stainless steel, produces a clean, oxide-free edge ideal for welding, as specified by standards like AWS D1.1 from the American Welding Society.
The assist gas is a critical choice:
- Oxygen Cutting1: For carbon steel, oxygen creates an exothermic reaction that speeds up the cut. It's cost-effective but leaves a thin oxide layer. This is fine for many applications but may need to be ground off before high-spec welding.
- Nitrogen Cutting2: For stainless steel and aluminum, we use high-pressure inert gas. It prevents oxidation, resulting in a bright, clean, "weld-ready" edge. This quality is required for medical, food, and architectural industries. Discussing your part's final application with our team means we can choose the most effective and economical process for you.
The assist gas is a critical choice:
- Oxygen Cutting1: For carbon steel, oxygen creates an exothermic reaction that speeds up the cut. It's cost-effective but leaves a thin oxide layer. This is fine for many applications but may need to be ground off before high-spec welding.
- Nitrogen Cutting2: For stainless steel and aluminum, we use high-pressure inert gas. It prevents oxidation, resulting in a bright, clean, "weld-ready" edge. This quality is required for medical, food, and architectural industries.
Discussing your part's final application with our team means we can choose the most effective and economical process for you.
Which materials work best for laser cutting?
Are you unsure which metal to choose for your project? Selecting a material that's not well-suited for our laser cutting services can lead to poor results and higher costs.
Metals like carbon steel, stainless steel, and aluminum are excellent for laser cutting. The best choice depends on your application's requirements for strength and corrosion resistance, often guided by material standards from organizations like ASTM International.
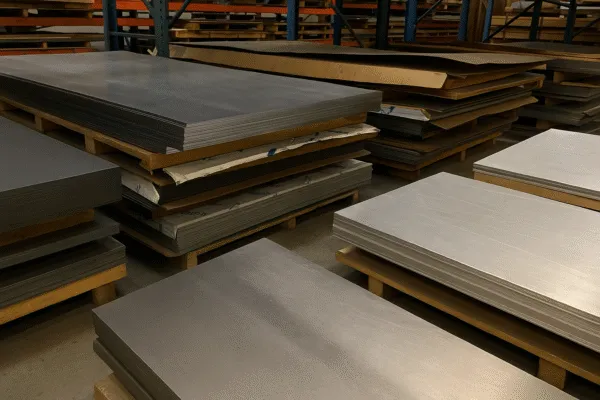
Ferrous metals (like steel) are ideal because they readily absorb the laser's wavelength. Highly reflective metals like copper and brass are more challenging. They require a higher-power fiber laser and more specialized techniques to cut cleanly.
Material Selection Guide
| Material | Key Characteristics (per ASTM standards) | Common Applications | Laser Cuttability |
|---|---|---|---|
| Carbon Steel | Strong, durable, low cost. | Brackets, machine frames, structural parts. | Excellent |
| Stainless Steel | Corrosion-resistant, hygienic, aesthetic finish. | Food-grade equipment, medical devices. | Excellent (Nitrogen cut recommended) |
| Aluminum | Lightweight, good strength-to-weight ratio. | Aerospace components, electronic enclosures. | Very Good |
| Copper / Brass | Highly conductive, reflective. | Busbars, electrical contacts. | Challenging |
How can you optimize your design for better laser cutting results?
Want to make your parts cheaper and get them delivered faster? Over our 30 years in business, we've identified key changes that have the biggest impact on our clients' bottom line.
To optimize your design1, simplify wherever possible. Use shared cut lines for nested parts, add small fillets to sharp internal corners, and choose standard material thicknesses. These small changes dramatically reduce machine time2 and material waste.
An efficient design is a manufacturable design. Every time the laser has to pierce the material to start a new cut, it takes time. A design with long, continuous cutting paths is always more efficient than one with hundreds of small, separate features. Reducing the number of "pierce points" is one of the most effective ways to lower your cost.
Frequently Asked Questions (FAQs)
What is the typical tolerance I can expect from laser cutting? For most materials up to 6mm thick, we can hold a dimensional tolerance of +/- 0.1mm1. This precision is governed by standards like ISO 2768-m (medium) and is a key benefit for parts that require high accuracy and repeatability.
Does laser cutting cause heat distortion in metal parts? The Heat-Affected Zone (HAZ)2 in modern fiber laser cutting is extremely small. The process is so fast that there is minimal heat transfer, which prevents the warping common in plasma or flame cutting. You can learn more about the metallurgy of HAZ at expert sources like ASM International.
What file format is best for submitting a laser cutting design? The industry standard is a 2D vector file. We strongly prefer DXF or DWG files saved in a 1:1 scale. These vector formats use lines and curves, providing the exact geometry our software needs, unlike pixel-based raster files (like JPG or BMP).
About the Author
As an engineer and part of the leadership team at Prime, I've spent over two decades helping clients across North America, Europe, and Australia turn their designs into reality. Our company, founded in 1993, is built on a foundation of deep manufacturing experience. We are not just a factory; we are partners in production. Holding an ISO 9001:2015 certification, we are committed to a process-driven approach that guarantees quality, from the initial design review to the final packaged part.
Take the Next Step
Ready to put these DFM principles into practice? Let our team of experts review your design and provide a competitive quote. We're here to help you get your parts made right, on time, and on budget.