Choosing between Powder Metallurgy1 and CNC machining2 is more than a technical decision—it's a critical business choice that impacts your budget, timeline, and final product quality. As an ISO 9001-certified factory owner who has helped launch thousands of parts since 1993, I've seen how the right choice leads to massive savings, while the wrong one results in costly rework and supply chain3 headaches. This guide will give you the unfiltered, factory-floor perspective you need to make the right call.
Powder Metallurgy1 (PM) offers unparalleled cost-efficiency4 for high-volume production5 (10,000+ units) of complex parts by minimizing waste and automating production. CNC machining2 provides flexibility and precision for prototypes, low-volume runs, and geometries that are impossible for PM to achieve in a single step.
At Primefabworks, we don't just quote parts; we partner with our clients. We analyze every aspect—from annual volume to material stress requirements—to ensure you're using the most effective manufacturing process. Let's break down the core factors, starting with the one that impacts your budget the most.
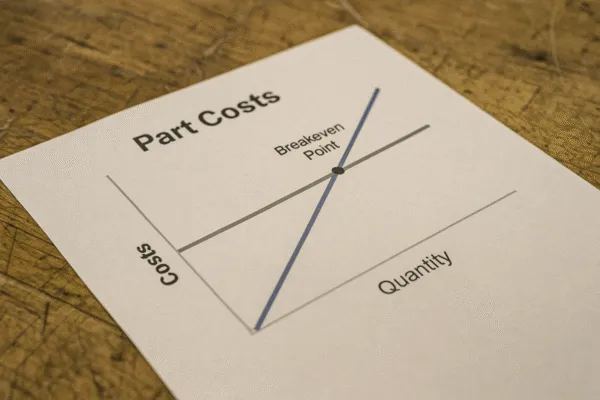
Volume & Cost: Finding Your Breakeven Point
Your production volume is the single most important factor. A process that is affordable for 100 pieces can become a financial disaster at 100,000.
CNC is your go-to for low volumes due to zero custom tooling costs. PM dominates high-volume production5 because its high initial tooling investment is quickly offset by a radically lower per-part price, driven by speed and low material waste6.
Factory Floor Insight: We often see clients underestimate their future volume. They start with CNC for a 5,000-unit run, which is smart. But when that volume suddenly jumps to 50,000 units the next year, they are stuck paying a high per-part price because they didn't plan for a transition to PM tooling. A good manufacturing partner helps you forecast and plan for this switch.
Total Cost of Ownership7: A Deeper Look
| Cost Factor | CNC Machining | Powder Metallurgy1 (PM) |
|---|---|---|
| Tooling & Setup | Very Low (programming time) | High (custom hardened steel dies) |
| Material Waste | High (~30-60% of raw material) | Extremely Low (< 5%) |
| Cycle Time | Slow (minutes per part) | Fast (seconds per part) |
| Labor | High (skilled operator required continuously) | Low (highly automated post-setup) |
| Ideal Use Case | Prototyping, < 10,000 units/year | Mass production, >10,000 units/year for our [Powder Metallurgy](https://www.mpif.org/IntrotoPM/WhyPowderMetallurgy.aspx)1 Services |
Design & Geometry: Freedom vs. Rules
Your design's complexity will often dictate the process. One offers near-total freedom, while the other provides incredible efficiency within a set of rules.
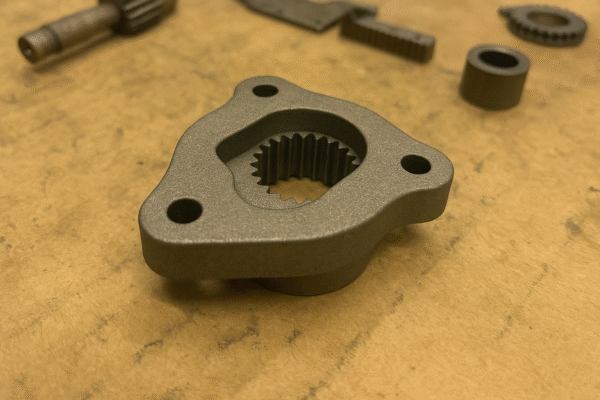
CNC machining2 can create almost any geometry you can design. Powder Metallurgy1 is exceptional for producing complex net-shape parts but has specific design constraints8 related to the powder-pressing process.

I remember a client with an automotive part that required a hole perpendicular to the direction of pressing. This is impossible to form directly in PM. Instead of forcing a costly full-CNC production, our engineers proposed a hybrid solution: we used our cost-effective PM process for the main body and then used our in-house CNC Machining Services to drill the cross-hole in a secondary operation. This saved the client over 40% at scale.
Key Design for Manufacturability (DFM) Rules
| Feature | CNC Machining Freedom | Powder Metallurgy1 Constraints |
|---|---|---|
| Undercuts & Cross-Holes | No issue. | Cannot be formed; requires secondary machining. |
| Sharp Internal Corners | Limited by tool radius. | Must have a radius to ensure powder flow and prevent die cracking. |
| Wall Thickness | Highly flexible. | Should be uniform to ensure even powder compaction and density. |
| Tolerances | Extremely Tight (±0.005mm) | Good (±0.05mm), can be improved with secondary sizing operations [1]. |
These "rules" aren't roadblocks; they are guidelines. An experienced supplier like us can often suggest minor design tweaks that make your part ideal for the cost savings of PM.
Material & Performance: Wrought Strength vs. Engineered Alloys
The material and its final properties are the heart of your component's performance.
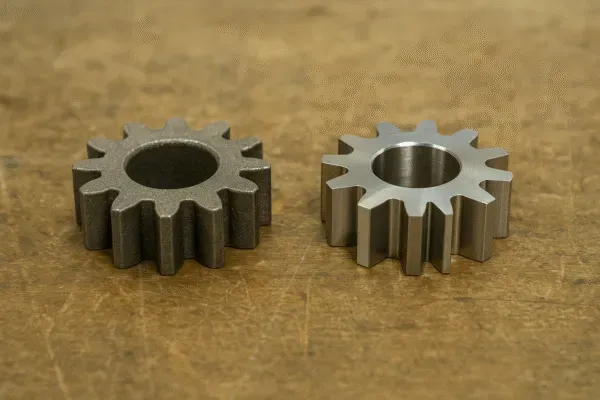
CNC parts are machined from solid, 100% dense wrought metal, offering predictable, high-impact strength. PM parts are made from engineered metal powders, allowing for unique alloys and properties like self-lubrication9, with strength being a function of the final density.

The beauty of PM lies in material science. While CNC is limited to standard alloys, PM allows us to create custom blends. For a high-wear gear, we might use an iron-copper-carbon blend based on MPIF Standard 35 for hardness. For a bushing in an electric motor, we can create a porous bronze part and impregnate it with oil for lifetime self-lubrication9.
For the highest performance applications, PM parts can undergo post-sintering processes like Hot Isostatic Pressing10 (HIP), which can increase density to over 99.5%, achieving mechanical properties that rival wrought materials, as documented by sources like ASM International.
Quality & Partnership: The Real Difference-Maker
Getting a cheap price per part is useless if the parts fail in the field. This is where choosing the right partner, not just the right process, becomes critical.
As an [ISO 9001:2015 certified](https://emsginc.com/resources/what-is-an-iso-9001-certification/)11 company, our entire process is built around quality and traceability. For any new part, we execute a rigorous PPAP (Production Part Approval Process)12. This isn't just paperwork; it is a comprehensive validation that ensures every single part we ship meets your exact specifications, from material composition to critical dimensions. You can learn more about this vital automotive-grade quality13 system from the Automotive Industry Action Group (AIAG).
When you work with Primefabworks, you're not just buying a component; you're gaining a quality-obsessed partner14 for your supply chain3. We provide complete transparency and rock-solid reliability.
Ready to Optimize Your Component?
Don't guess which process is best. Let our 30 years of manufacturing expertise guide you to the most cost-effective, high-quality solution.
➤ Get a Complimentary DFM Review & Quote
➤ Contact Our Engineering Team with Your Questions
References
[1] Metal Powder Industries Federation (MPIF), Standard 35, Materials Standards for PM Structural Parts, 2020 Edition. [2] ASM International, ASM Handbook, Volume 7: Powder Metallurgy1, 2015.
Explore the benefits of Powder Metallurgy for high-volume production and cost efficiency. ↩
Learn about CNC machining's flexibility and precision for various production needs. ↩
Understand the essential elements that make up a successful supply chain in manufacturing. ↩
Understand the key elements that drive cost-efficiency in manufacturing processes. ↩
Discover the definition and implications of high-volume production in industry. ↩
Explore strategies for minimizing material waste in manufacturing processes. ↩
Learn about the concept of Total Cost of Ownership and its importance in manufacturing. ↩
Understand the design constraints that affect manufacturing processes and outcomes. ↩
Discover the benefits and applications of self-lubricating materials in manufacturing. ↩
Learn about Hot Isostatic Pressing and how it enhances material properties. ↩
Understand the significance of ISO 9001:2015 certification in manufacturing quality. ↩
Explore the importance of the PPAP process for ensuring part quality and compliance. ↩
Learn about the standards and practices that ensure automotive-grade quality. ↩
Explore the benefits of partnering with a quality-focused manufacturing company. ↩