
I see buyers shocked by price swings because small choices change cycle time, scrap, and risk faster than most teams expect; I learned this on urgent builds with tight tolerances and fixed launch dates.
Fastener price comes from material grade, forming method, coating, volume, tolerances, and certifications. To cut cost safely, I select the lowest grade that meets function, prefer cold heading with rolled threads, match coating to both strength and environment, relax thread fits when possible, and plan volume so fixed work is amortized; if you want me to check a drawing before you circulate a quote, send it through the Prime fastener hub at Prime and I will respond with a clear, testable plan.

I will show how each decision moves unit price and lead time, and I will place internal anchors to the same Prime hub within practical instructions so your team can click from the article into an RFQ flow without hunting for links; I will also cite only high-quality external sources such as ISO, ASTM International, AIAG, ICC, the European Commission, ECHA, and the Industrial Fasteners Institute.
Material Types and Grades: How Do Steel, Stainless, and Alloys Influence Costs?
Material choice looks simple until the invoice arrives. The grade determines raw cost, die life, cycle time, and heat-treat steps; one wrong line on a print can add weeks and break tools. I keep every grade callout tied to primary standards and record those references inside your job notes on the Prime RFQ path at Prime so purchasing, engineering, and QA see the same facts.
Material grade drives raw cost, process time, tool wear, and scrap. 316 stainless often costs 25–40% more than 304 and wears dies faster; property class 12.9 needs strict quench/temper and decarburization control. I use the lowest grade that meets strength and corrosion needs and point to the governing rules on ISO 3506 for stainless and ISO 898-1 for carbon/alloy fasteners so your internal review goes quickly.

I watch nickel and molybdenum because they swing stainless wire prices; since 316 contains more Ni and Mo than 304, raw cost moves harder when markets shift and your quote follows. If the part lives indoors, I often switch to 304 and cut raw by 25–40% while improving die life; when chloride or caustic washdowns are real, I keep 316 and tune radii and lubricants to protect tools. For alloy steel, I default to class 10.9 when it meets clamp, since class 12.9 adds heat-treat risk and post-plate embrittlement unless I manage bake windows precisely to ASTM B850. When you ask for a quick “grade vs environment” sanity check, I log the tradeoffs and attach them to your record under the Prime engineering workflow at Prime so your team can file it with the RFQ.
Manufacturing Processes: Cold Heading vs Hot Forging vs Machining vs Stamping?
I see beautiful CAD that forces the slowest path; the part looks elegant, but the unit price does not. A process change alone can halve cost with zero impact on reliability, and I will flag that path for you inside the Prime quote review at Prime so you can decide fast.
Cold heading with thread rolling beats machining for volume. Rolled threads typically save 15–20% material and raise fatigue strength. I avoid sharp under-head pockets and add small radii to extend die life. I reserve machining for features dies cannot form or for prototypes that will not repeat. For limits I use ISO 965, for gaging I use ISO 1502, and for clamp validation I run torque–tension per ISO 16047, then I post the curves alongside your samples in the Prime project space at Prime.
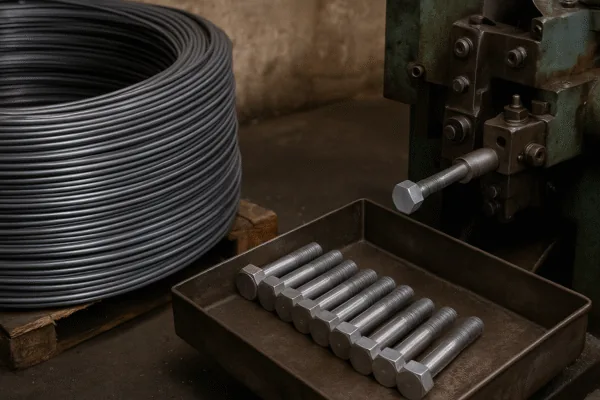
Cold heading forms heads in milliseconds from coil or cut wire; the grain flow follows the part, protecting the head-to-shank fillet and supporting a rolled thread root. Thread rolling displaces metal, so the blank sits near pitch diameter and saves raw weight and minutes per part; the smooth rolled root improves fatigue in vibration. When heads are very large or grips are long, I move to hot forging, trim flash, normalize, and then roll or machine threads; for complex, low-volume specials I use CNC until your demand passes roughly 2–3k pieces, then I shift you back to heading and rolling to unlock scale. If you want a “can this be headed and rolled?” answer without delay, you can drop the print through the Prime fast response link at Prime and I will return a station plan.
Surface Treatments and Coatings: The Role of Plating, Corrosion Resistance, and Standards
I have seen more failures from the wrong coating than from the wrong metal; coatings change corrosion life, friction scatter, and hydrogen risk, and they also change cost and lead time.
Choose coating by environment and strength class. Zinc-nickel or zinc flake protect best on high-strength steel. Use rack plating for visible heads, barrel plating for hidden ones, and bake hardened parts to prevent hydrogen embrittlement per ISO 4042 and ASTM B850. If you need a widely accepted zinc electroplate spec, I cite ASTM B633; if you want hydrogen-safe performance on 10.9/12.9 without electroplate, I specify zinc flake per ISO 10683 and log friction targets verified by ISO 16047. I keep the exact coating stack, thickness, and friction band in your traveler so assembly sees the same rules; if you want that template now, ask through the Prime packaging and finishing note at Prime.
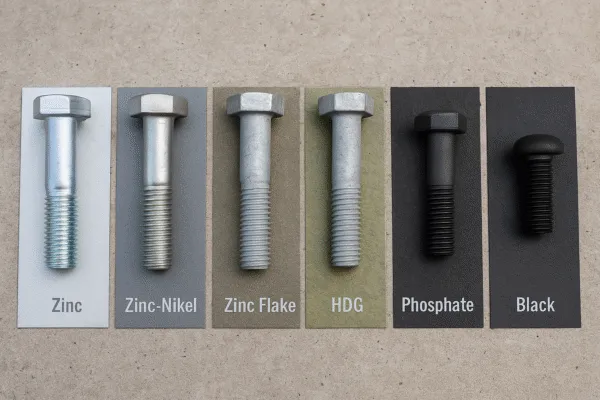
Coating cost hides in chemistry, thickness, method, masking, baking, and test frequency. Zinc-nickel costs more than basic zinc but buys you long salt-spray life and stable friction with the right topcoat; zinc flake avoids hydrogen because it is not electroplated; hot-dip galvanizing gives thick protection for structures but needs thread allowance changes and “pitch diameter before coating” noted on the print. I insert a small friction statement and a test method line into the drawing so everyone reads the same μ band; when those lines are missing, torque targets fail quietly, so I make this visible and clickable by linking the note to the Prime torque–tension SOP in your job file at Prime.
Order Volume, Design Complexity, and Certification Requirements Impacting Unit Price
“Your price is too high” is most common on small orders with tight 3A/3B fits, cosmetic pockets, custom packs, and full PPAP; the unit price falls once fixed work is spread across more pieces and once unnecessary risk is removed.
Unit price collapses with volume because setup, tooling, and PPAP divide by quantity; tight fits, deep recesses, and heavy certifications add time and scrap. I relax to 2A/2B (or 6g/6H) when function allows, bundle part families under one PPAP using the AIAG PPAP framework, and set shipping terms with Incoterms 2020 so finance knows the handoff. I also maintain RoHS and REACH files tied to the European Commission RoHS and ECHA REACH pages so you can pass compliance to your end customer without delay; if you need those letters placed into your RFQ package, I attach them inside the Prime quality bundle at Prime.
I cost each job using the same buckets: raw, forming/rolling time, scrap share, heat-treat, coating and bake, QA/PPAP, packaging, overhead, and risk. On 200–1000 pieces the fixed buckets dominate; FAIRs, PPAP, IMDS, RoHS/REACH declarations, and label templates do not care how many parts you buy. Complexity hides in sharp under-head pockets that crack dies, recesses without draft that stick on punches, and 3A/3B fits that increase ring-gage scrap; masking for plating and retail packs add manual touches. I remove nonfunctional cosmetics on first lots, standardize inner/outer packs, and set blanket releases; those changes are documented and shared through the Prime buyer toolkit at Prime so your warehouse and quality teams are aligned.
Design-to-Cost Checklist That Prevents Waste
I use a short checklist on every RFQ and put it on the print so nothing gets missed; you can request the editable version via the Prime RFQ lane at Prime and reuse it across suppliers.
I start with environment (indoor dry, outdoor mild, coastal, chemical, high temperature), then grade (304 vs 316, 10.9 vs 12.9), then process (cold heading and rolling if feasible), then coating and friction (zinc-nickel or zinc flake for high strength with μ band and ISO 16047 test), then fits and gaging (2A/2B or 6g/6H with ISO 1502 gages), then volume and certifications (family PPAP levels per AIAG). I also define bag and carton rules and place “good pack” photos into your traveler so receiving can compare; if you do not yet have a packaging SOP, I’ll load a starter into your project under the Prime packaging SOP at Prime.
Field Notes From Sourcing in China and India
Most delays do not start at the machine; they start at the brief. I stop that by asking for one PDF that holds the drawing and revision, grade, thread class, coating spec and thickness, friction target and method, PPAP level, inner/outer packs, label template, Incoterms rule, target annual volume, and approval sample dates, then I store it with your job record so both sides use the same file; to start that process, send the PDF through the Prime engineering intake at Prime.
On plated high-strength parts (≥10.9), I either specify zinc flake to ISO 10683 or I mandate alkaline cleaning where possible, minimal acid exposure, and a bake within one to two hours of plating per ASTM B850; I log bake start/finish times and keep them with the lot record so audits pass. When teams ask for torque values, I remind them that friction controls clamp and show μ bands with torque–tension curves collected to ISO 16047; those reports sit in your Prime job folder at Prime so sales and QA can answer customers with data.
Torque–Tension, Friction, and K-Factor: How I Lock Clamp Load
Torque does not equal clamp by magic; friction eats most torque, so unknown μ means unknown clamp. I specify a friction band (for Zn-Ni with a good topcoat I often target μ = 0.12–0.18), test torque–tension to ISO 16047, and publish the curve with your samples; if electroplated and high strength, I also confirm hydrogen relief per ISO 4042 and ASTM B850. If you want me to run the matrix on your joint materials, you can request it through the Prime test request link at Prime.
Thread Fits, Tolerances, and Gaging That Drive Scrap
Over-tight fits and mixed systems inflate scrap; coating thickness shifts dimensions if you do not plan ahead; wrong gages create false rejects. I keep fits realistic (2A/2B or 6g/6H), move to 3A/3B only with a proven need and a stable roll plan, call “pitch diameter before coating” when zinc flake or hot-dip will build thickness, and verify final fit with plugs and rings per ISO 1502; I never mix inch and metric on the same print—limits live under ISO 965 and I keep that choice across the control plan and PPAP. If you want my one-page “Gaging and Fits” insert that travels with your print, I can attach it to your project inside the Prime quality pack at Prime.
Real Numbers: How Material and Process Stack Up in a Quote
It helps to see typical splits. On an M8×25, class 10.9 with Zn-Ni at 10k pieces, I often see ~22% raw, 18% heading, 8% rolling, 12% heat-treat, 16% coating and bake, 5% QA/PPAP, 4% tooling/setup, 6% packing/labels, and the balance overhead and margin; if you cut threads on CNC at that volume, process time jumps and raw waste climbs, and unit price can double. On an M6×16 in 316 at 2k pieces with rack polish, raw can hit 38%; if the part lives indoors, moving to 304 and barrel finishing drops cost without field risk. If you want me to map your mix and show where the levers are, send the print and target volume through the Prime RFQ entry at Prime.
%unit price and cost buckets—raw, forming, rolling, heat treat, coating, QA/PPAP, tooling, packaging, overhead
FAQs That Move Decisions Forward
What changes price the most?
Grade first, then process path, then coating; volume and certifications follow. I structure quotes that way and keep the bucket math visible in your Prime job notes at Prime.
How much more does 316 cost than 304?
I often see 25–40% higher raw for 316 vs 304, plus slower press speeds and more die wear; property classes and corrosion guidance are on ISO 3506.
When is 12.9 worth it over 10.9?
Only when size or load forces it; 12.9 adds heat-treat and plating risk. I verify clamp using ISO 16047 torque–tension.
Do rolled threads really save money?
Yes—typically 15–20% raw saved with stronger roots; fundamentals are covered by the Industrial Fasteners Institute. Can I get 3A/3B on rolled threads? Often yes, but speed drops and scrap rises; I default to 2A/2B per ISO 965 and gage per ISO 1502.
Best outdoor coating?
Zinc-nickel or zinc flake for most steel parts; hot-dip galvanizing for very thick protection; I call systems to ISO 4042 or ISO 10683 and bake per ASTM B850.
How do I prevent shipping damage?
Inner bags with lot and heat, ≤20–22 kg cartons, moisture barrier wrap, corner guards, and clear barcodes; I keep the SOP ready to download from your Prime packaging record at Prime.
How do I lower price fast without redesign?
Increase batch size or use a blanket order, switch to rolled threads, relax to 2A/2B, choose barrel plating for hidden heads, and match grade to the real environment; if you want me to rewrite your RFQ with this language, ask via the Prime engineering lane at Prime.
Conclusion
Choose the lowest grade that works, roll threads, match coating to strength and environment, relax fits, and buy in smart batches; document those choices with links to standards inside your RFQ so approval is fast, then route the lot using clear packaging and Incoterms—if you want me to prepare that packet, you can request it through the Prime RFQ entry at Prime.
