For over 30 years, I've seen countless projects succeed or fail based on one early decision: the manufacturing process. Choosing the wrong path can lead to budget overruns, frustrating quality issues, and critical launch delays. My goal here is to give you the clarity I share with our partners every day.
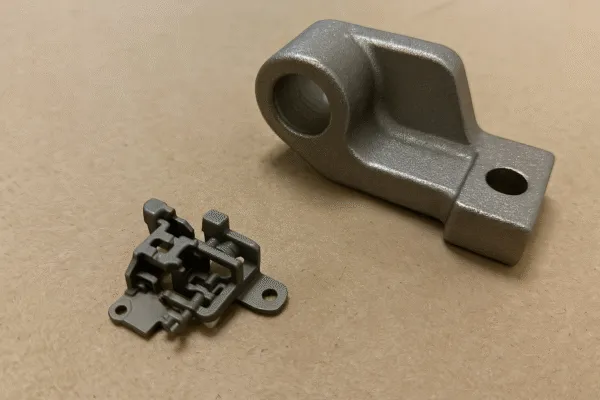
Metal Injection Molding (MIM) is the superior choice for small, geometrically complex parts in high-volume production (50,000+ units) where tight tolerances and a fine surface finish are non-negotiable. Precision Investment Casting excels with larger parts, lower volumes, or when using alloys not available in powder form, like aluminum.
As an engineer or buyer, your goal is to get a perfect part, on time, and on budget. My role at Prime is to look at your CAD file and see the entire production journey. I analyze the design for manufacturability (DFM), anticipate potential quality control checkpoints, and map out the most cost-effective path to a finished product that meets your exact specifications. Let's walk through that analysis together.
How Do Their Costs and Production Speeds Compare?
Every buyer wants the best price, but the most experienced buyers know to ask for the best value. The true cost of a part isn't just the invoice price; it's a combination of tooling, cycle time, secondary operations, and your cost of quality.
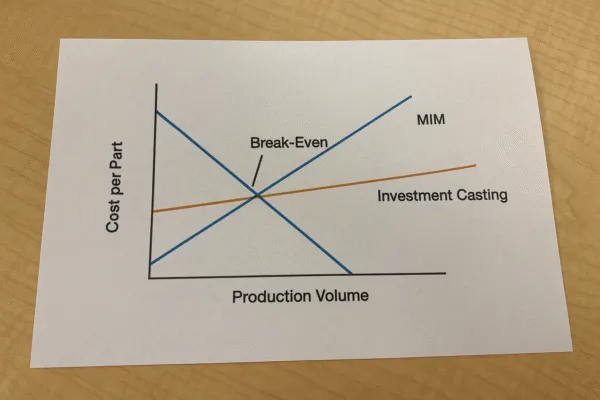
MIM has a significant upfront tooling investment but an extremely low per-part cost, making it unbeatable for high-volume production. Investment casting has a much lower initial tooling cost but a higher per-part cost due to slower, more labor-intensive cycles.
A MIM tool is a precision-machined masterpiece, typically crafted from hardened tool steels like P20 or H13, built to withstand millions of cycles. This is an investment in long-term, high-speed production. In contrast, casting tools are often aluminum, which is cheaper but has a shorter lifespan. The real savings in MIM come from automation. Once the process is dialed in, parts are produced with incredible speed and repeatability. In contrast, investment casting involves numerous manual steps—from wax tree assembly to ceramic shell dipping—each adding time and potential for variation. Furthermore, the net-shape capability of MIM often eliminates the need for secondary CNC machining, saving you an entire step and cost center in your supply chain.
Total Cost of Ownership (TCO) Factors
| Factor | Metal Injection Molding (MIM) | Precision Investment Casting |
|---|---|---|
| Tooling Investment | High ($20k - $100k+) | Low to Medium ($2k - $15k) |
| Per-Part Cost | Very Low (at high volume) | Medium to High |
| Production Speed | Very Fast (automated) | Slow (manual steps) |
| Secondary Operations | Rarely required | Often required (machining, threading) |
| Best Volume | > 50,000 units/year | < 20,000 units/year |
A long-term partner, Kevin, who sources electronic components for Siemens, is a perfect case study. We started his project with investment casting for a 15,000-unit run. As his demand grew past 200,000 units annually, we presented a cost-benefit analysis for transitioning to MIM. Before producing a single part, we completed a full PPAP (Production Part Approval Process), providing the dimensional data, material certifications, and process capability studies (Cpk) that a world-class company like Siemens demands. The MIM tool had a payback period of just eight months.
What Does the Manufacturing Process Actually Look Like?
Understanding the process flow is key to understanding the inherent strengths and weaknesses of each technology.
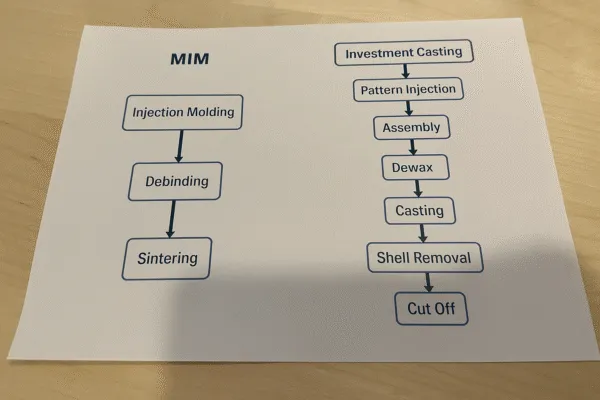
MIM is a highly-controlled, four-stage process that transforms metal powder into a solid, dense component. In contrast, Investment Casting, as defined by the American Foundry Society, is a multi-stage process reliant on creating and then destroying a disposable pattern.
Process Steps at Prime Fab Works: Side-by-Side
| Stage | Metal Injection Molding (MIM) | Precision Investment Casting |
|---|---|---|
| 1. Tooling | A complex hardened steel mold is precision machined. | A simpler tool (often aluminum) makes sacrificial wax patterns. |
| 2. Forming | Feedstock (metal powder + binder) is injected into the mold. | Wax patterns are robotically assembled onto a "tree". |
| 3. Removal | Polymer binder is catalytically removed ("debinding"). | The wax tree is encased in a ceramic shell; wax is melted out. |
| 4. Solidifying | The metal part is sintered in a furnace to >95% density. | Molten metal is poured into the pre-heated ceramic shell. |
| 5. Finishing | Parts are complete, or undergo optional surface treatments. | Shell is broken, parts are cut from the tree, ground, and often machined. |

Which Process Delivers Superior Quality and Consistency?
For components that fit into complex assemblies, quality isn't a goal; it's a prerequisite. This is where MIM truly distinguishes itself.
MIM produces parts with smoother surface finishes and holds significantly tighter dimensional tolerances directly from the mold. This consistency is a direct result of the process's reliance on a fixed steel tool and controlled sintering.
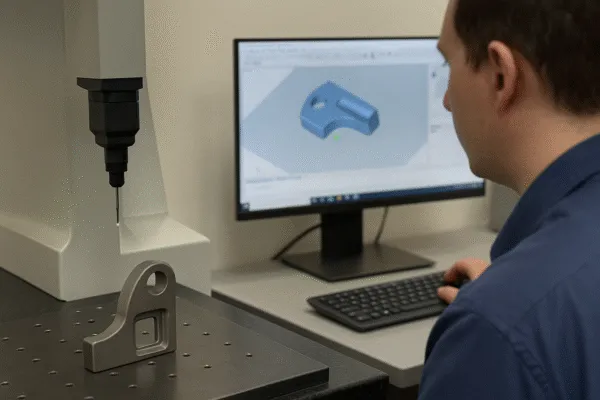
The foundation of our quality promise is our ISO 9001:2015 certification. We don't just inspect parts at the end; we control the process at every stage. With MIM, the precision of the steel mold translates directly to the part, every time. We use Statistical Process Control (SPC) to monitor critical dimensions in real-time. Casting, with its many manual stages, has more sources of potential variation. Our quality lab uses CMMs, smart scopes, and surface profilometers to verify that every part we ship meets or exceeds your specifications.
Quality & Precision Comparison
| Feature | Metal Injection Molding (MIM) | Precision Investment Casting |
|---|---|---|
| Typical Tolerance | ±0.3% to ±0.5% | ±0.5% to ±0.7% |
| Surface Finish (Ra) | 0.8 - 1.6 μm (smooth) | 3.2 - 6.3 μm (sand-like texture) |
| Part-to-Part Consistency | Extremely High (High Cpk values) | Good, but more process variation |
What About Material Selection and Mechanical Performance?
The material you choose dictates the performance of your final product. Your requirements for strength, corrosion resistance, and hardness are critical inputs.
Investment casting offers a vast library of castable alloys. MIM provides a curated selection of high-performance materials and produces parts with mechanical properties that often surpass their cast or even wrought counterparts due to extremely high density and a fine-grained microstructure.
The strength of a MIM part comes from its density. The sintering process creates a component that is 95-99% of its theoretical maximum density. According to the Metal Powder Industries Federation (MPIF) Standard 35, this process minimizes porosity, a common weak point in castings. The result is superior tensile strength, hardness, and fatigue life. If your part is made from a common high-performance alloy like Stainless Steel 17-4PH, 316L, or Low-Alloy Steel 4140, MIM will deliver a more reliable component. Our team provides full material traceability and certifications with every shipment.
Your Project, Our Expertise
Choosing the right manufacturing partner is as important as choosing the right process. My team is ready to review your project and provide a clear, honest recommendation based on decades of real-world experience.
▶ Upload Your RFQ for a Free DFM Analysis
About the Author
For over 30 years, I've been on the factory floor and in the boardroom at Prime Fab Works, helping clients from startups to Fortune 500 companies turn their designs into millions of high-quality metal parts. My passion is demystifying the manufacturing process to ensure our partners choose the most cost-effective solution without ever compromising on quality. I believe a well-informed customer is our best partner. If you have a project in mind, my team and I are ready to put our experience to work for you. Contact us directly for a no-obligation design review.