

Many buyers fear that robots will replace skilled engineers, so they feel pressure when they plan new stamping projects.
Automation improves speed and consistency in metal parts stamping, but it does not replace skilled engineers. Engineers still design dies, define tolerances, control materials, and connect stamping with CNC, casting, welding, and packaging. Smart buyers therefore choose a custom stamped parts supplier1 that combines advanced automation with strong engineering teams and ISO based quality systems.
I know this topic feels complex, so I share real stories from my own factory. I built Shandong Prime in 1993, and I still walk our lines every week. In this article, I explain how automation really works in stamping, why engineers still matter, and how you can select the right long term partner for your projects. You can also check our metal stamping parts page while you read.
How will automation change metal parts stamping?
Many people watch videos of fully automatic stamping lines and feel nervous. They worry that traditional factories will fall behind soon. I understand this feeling, because I also upgrade our plant step by step. So I want to separate marketing noise from real changes in daily production and long term cost.
Automation in metal stamping2 handles repeatable movements such as coil feeding, pressing, and part stacking. It reduces direct labor, stabilizes cycle time, and improves safety. However, engineers still choose materials, design tools, plan process windows, and react to complex defects. An automated line simply repeats the plan that skilled engineers create and keep improving over time.

I see many overseas buyers search terms like “Custom stamping parts supplier” or “Precision machining of CNC parts”. They want good prices, but they also want low risk. Many ask if full automation alone can protect their projects. My answer stays clear after many years in this industry. Automation helps a lot, but only when experienced engineers lead the system and review real parts every day.
Which stamping tasks does automation handle best?
In my own plant, I give automation1 the heaviest and most boring work first. Automatic feeders pull coil into presses with very stable speed. Robots move parts between stations without breaks, and they never complain about night shifts. So operators can focus on checks, first piece inspection, and fine adjustments instead of pure handling work.
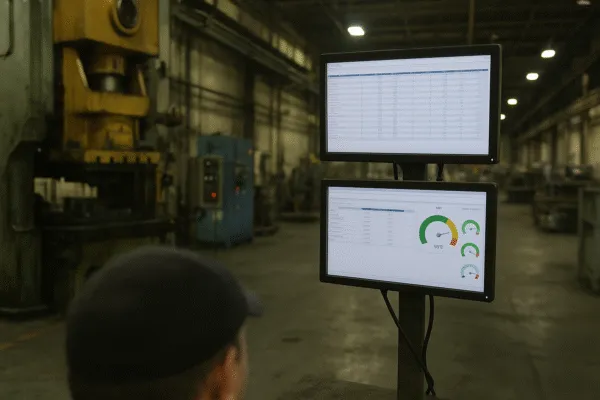
Then I link presses with conveyors, sensors, and light curtains. These devices protect workers while robots move heavy dies and parts. I also mount data screens on each high speed press and connect them to our MES system. So I can see stroke count, uptime, and scrap rate in real time during every shift and every project.
For simple high volume parts, automation1 gives huge value. Washers, brackets, and many fasteners sit in this group. Shapes repeat, materials stay stable, and demand lasts for years. Automated lines keep cost down and support tight lead times for large OEM orders. This helps me work as a competitive custom metal stamping2 supplier in China for B2B buyers in North America and Europe.
Here is how I divide work between automation and engineers in our stamping area:
| Area | Automation focus | Engineer focus |
|---|---|---|
| Coil feeding | Keep speed stable and avoid misfeeds | Decide feed length, straightening level, and pilot design |
| Press stroke | Repeat stroke and monitor basic load | Set tonnage, adjust stroke, and select press type |
| Part transfer | Move parts between tools and stations | Plan sequence and control deformation risk |
| Scrap removal | Clear scrap from die area | Design scrap paths, chutes, and openings |
| Quality and tolerances | Trigger simple sensor alarms | Define tolerances, sampling, and control plans |
| Tool life and maintenance | Track stroke count and simple alarms | Analyze wear and redesign critical die features |
How does material choice affect stamping and automation?
Before I press the first part, I always think about material. Material changes everything in stamping, and it also changes how well automation works. So I review your drawings and volumes, and then I discuss material options with you from both process and cost angles.
Here is a simple material comparison that I often use during talks:
| Material | Main strengths | Main risks in stamping | Typical use cases |
|---|---|---|---|
| Mild steel | Low cost and easy forming | Rust risk, needs coating | Brackets, frames, general hardware |
| Stainless steel | Corrosion resistance and clean surface | Higher force, more spring back | Food equipment and outdoor parts |
| Aluminum | Light weight and good corrosion resistance | Dent risk and galling on tools | Housings, covers, and some auto parts |
| Copper | Great conductivity and soft material | Shape distortion and higher raw material cost | Electrical contacts and terminals |
| Brass | Good machinability and nice surface | Higher cost and burr control attention | Decorative parts and special fittings |
Global standards in the ISO 9000 family explain how quality systems help companies control these choices and meet customer expectations consistently. I connect this type of guidance with our daily practice when we quote and when we run production. So when I act as your long term supplier, I never treat material choice as theory. I treat it as one of the main levers for cost, quality, and stable automation.
If you want to see how we match materials with machining steps, you can also review our CNC precision parts page and casting parts page. These product lines often share the same material families and the same quality logic.
Why do skilled stamping engineers still matter on automated lines?
Some buyers hope that sensors and data can replace on site process engineers. They see nice dashboards and think the system will run itself. I understand this hope, because engineers look expensive in a budget sheet. But I also see how weak engineering destroys profit through scrap, delays, and customer complaints.
Skilled stamping engineers convert product drawings into stable processes, while automation only repeats defined moves. Engineers read standards, design tools, plan trials, handle exceptions, and drive continuous improvement. Automated lines without strong engineering support often show higher scrap, longer debugging, and higher risk for B2B buyers.
I have worked in metal parts for over 30 years. During this time, I have visited factories in China, Europe, and North America. I saw some plants with beautiful robots but weak engineering. I also saw simple plants with strong engineers and very stable results. So my view stays clear. Engineers decide if automation creates value or just adds a show element.
How do engineers turn drawings into real stamped parts?
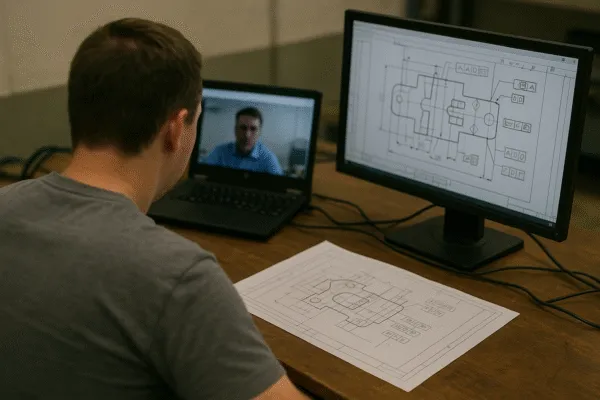
When you send me a new RFQ, I do not start with a press setting. I first sit with our engineering team and review every drawing. We check material, thickness, tolerances, surface needs, packaging needs, and final function. Then we decide if we use pure stamping, or we mix stamping with CNC parts precise machining.
Sometimes we form most of the shape by stamping to keep cost low. Then we move parts to our CNC workshop for final faces and tight holes. So we use stamping for forming and CNC for accuracy. This hybrid method fits many Siemens related hardware parts and other precision assemblies. You can see typical parts on our CNC machining parts page.
When projects follow automotive style requirements, we also apply core quality tools such as APQP, control plans, PFMEA, MSA, and PPAP. These methods come from the “Quality Core Tools” that organizations like AIAG promote for global supply chains. We do not copy every form blindly, but we use the logic to build robust processes and clear records for you.
Our engineers also think about welding and final assembly. Our welding parts team needs clear and repeatable joint positions. So stamping engineers add tabs, slots, or pilots inside the stamped parts. This design choice saves fixtures and time in welding. It also keeps process stable when volume grows and when new workers join the line.
For cast parts, many buyers search for “ISO certified casting parts manufacturer”. Our own casting team follows ISO based systems and links casting with stamping and CNC in one chain. That link matters more than one beautiful certificate on a wall.
What happens when something goes wrong on an automatic line?
Real life never follows a perfect curve. Coil hardness changes when the steel mill changes a batch. Room temperature drops during winter nights. Lubricant levels drift when someone skips a checklist. So the automatic line still moves, but quality slowly drifts until someone sees a real part and reacts.
Sensors catch simple errors, like missing parts or wrong orientation. However, they do not explain a small warp or a slight hole shift. They also do not propose a new punch radius or a new strip layout. At that moment, a skilled engineer connects data, tools, and product function based on experience and standards.
Here is how I see daily problem solving in our factory:
| Situation | Automation reaction | Engineer reaction |
|---|---|---|
| Burr grows on one edge | Line runs until simple alarm triggers | Engineer checks die clearance and corrects local wear |
| Hole position drifts slowly | Sensors still read “OK” | Engineer adjusts feed length or pilot design |
| Part twists after forming | Robot continues to stack twisted parts | Engineer changes forming steps or adds restrike station |
| Tolerance becomes tighter in ECN | PLC program stays the same | Engineer redesigns die and control plan |
| New material shows more spring back | Line records more scrap in data | Engineer changes radii, draw beads, or lube plan |
Some of our engineers also learn from independent bodies such as SME, a professional organization that supports manufacturing knowledge worldwide. They combine this wider view with our own shop floor data. So our decisions do not rely only on one person’s feeling, but on shared industry experience plus our real history.
How can buyers balance automation and engineering support?
Today many sourcing managers first ask, “How many robots do you have?” when they visit a plant. I understand this question, because automation looks impressive and modern. But I think a better question is, “How do your engineers and robots work together to protect my project?” So I always try to show both sides to our visitors.
Buyers should check automation level, engineering strength, and quality systems together when they select a stamping supplier. A good custom stamped parts supplier China runs stable automated lines, but also shows cross functional engineering teams, ISO certification, clear control plans, and safe export packaging. This balance protects cost, lead time, and reputation in your local market.

We base our quality system on international standards such as ISO 9001, which define how to build structured quality management systems and improve customer satisfaction. I do not treat these documents as paperwork only. I use them as a checklist for real life behavior, from RFQ review to final packing. This mindset matters more than any single press brand.
Which questions should you ask a stamping supplier?
When I attend trade shows, many buyers look at machines first. So I answer their questions about press size, robot brands, and speed. Then I ask them to also check deeper topics, because those topics decide long term success. These questions reveal if a supplier really understands industrial hardware projects.
Here are useful questions you can ask on your next factory visit:
| Question for supplier | Why it matters |
|---|---|
| Which parts run on your most automated stamping lines? | Checks if automation matches your part family |
| How do engineers and operators cooperate on those lines? | Shows if people and machines truly work as one team |
| How do you collect, review, and act on process data daily? | Tests if they use data, not just show nice screens |
| Can you link stamping with CNC, casting, welding, and screws? | Confirms one stop metal parts processing ability |
| How do you protect packaging for long sea shipments? | Reduces damage and return risk in your target market |
| Which standards guide your quality system? | Shows use of ISO, PPAP logic, and other frameworks |

When I answer these questions, I always show real records. I share sample control plans, FMEAs, PPAP files, and internal audit reports. For one European project, we completed a full PPAP level 3 package and kept zero line stop records for over 18 months. I know that global buyers feel more safe when they see this type of traceable evidence.
How do we use automation to support your real needs?
In Prime, I start from your pain points, not from our machine list. Many customers care about quality, price, and on time delivery. Some also worry about packaging, documentation, and communication speed. So I design our automation roadmap to improve these simple but critical points instead of just chasing trend words.
For quality, we add sensors and cameras to track critical features in real time where it makes sense. For cost, we match automation level to volume and complexity, not to fashion. For delivery, we use ten production lines to build flexible capacity. So we can move jobs when demand spikes or when one line stops for maintenance.
We also use daily data review to drive continuous improvement. Every morning, our engineers read scrap charts, downtime reasons, and tool life status. Then they decide actions for that day and that week. This method comes from lean thinking and from quality guidance shared by groups like AIAG, ASQ, and NIST. It looks simple, but it keeps projects very stable and predictable for you.
Here is a simple view of how we balance main cost factors:
| Cost factor | What we do at Prime | Benefit for you |
|---|---|---|
| Material usage | Optimize strip layout and nesting | Higher yield and lower raw material cost |
| Tooling investment | Choose right die type and share tools when possible | Lower start cost for custom stamped parts projects |
| Automation level | Match automation to volume and part risk | Balanced cost and flexibility |
| Quality control effort | Use risk based sampling and clear check sheets | Fewer complaints and less sorting at your side |
| Logistics and packaging | Design export ready packaging systems | Less damage, smoother customs clearance, and fewer delays |
If you need plastics, screws, or casting housings together with stamping, you can also walk through our fasteners and screws and plastic parts sections. One stop planning across these items gives even more cost and timing advantages in complex projects.
How do we run an automated stamping project from RFQ to mass production?
Many buyers ask me about our exact project steps. They want to know how we move from drawing to stable mass production with automation and PPAP logic. So I share our core process here. This process follows ISO thinking, and I refine it based on more than 20 years of real project work with global clients.
When you send me a new RFQ, I see more than numbers. I see a future project that can run for years and affect your brand. So I try to build a stable base from the first day and keep the same project engineer with you for the full life cycle.
Here is our typical flow for stamping and CNC combined projects:
| Step | Main action | Role of automation | Role of engineers |
|---|---|---|---|
| 1 | RFQ review and feasibility study | None | Check drawings, materials, tolerances, and risks |
| 2 | Process design and cost estimation | Use CAD tools and simple simulations | Decide stamping, CNC, casting, and welding mix |
| 3 | Tooling design and approval | Use CAM and 3D design software | Design dies, jigs, and fixtures |
| 4 | Tooling build and tryout | Use test presses with basic sensors | Tune process window and confirm sample quality |
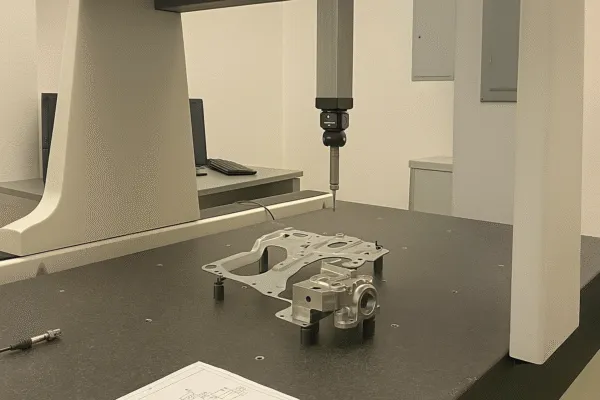
| 5 | Trial production and capability study | Run on target automated line | Analyze CPK, scrap, and stability |
| 6 | Mass production with regular review | Run at planned speed and automation level | Review KPIs and improve process over time |
| 7 | Continuous improvement and ECN handling | Use data history from automated line | Update designs, tools, and control plans |
For stricter projects, we add formal PPAP submissions using logic aligned with core tool guidance. ([quality-one.com][6]) We prepare full dimensional reports, material certificates, process capability data, and packaging validations. This structured approach helps your own customers, auditors, and quality teams trust the parts you source from our factory.
FAQ: Metal parts stamping, automation, and skilled engineers?
1. Will automation make stamped parts cheaper for every project?
Automation does not reduce cost for every project. Simple high volume parts often gain the most. Complex low volume parts sometimes need more flexible setups and less fixed hardware. So we always check part shape, annual volume, and life cycle before we decide automation level. Then we build a plan that lowers total cost instead of only direct labor.
2. How do I choose a custom stamped parts supplier in China?
You should look beyond unit price. Check ISO certificates, engineering team experience, one stop capability, and export history. Ask for real workshop photos, process flow charts, and at least one recent PPAP style sample package. Also ask how they handle complaints and ECNs. When you choose a supplier like Prime, you gain stamping, CNC, casting, screws, and plastic parts in one group, plus real engineering and logistics support.

3. Can one factory handle both stamping and precision CNC parts machining?
Yes, one factory can handle both stamping and CNC, and this setup often gives better results. In Prime, we stamp near net shapes first. Then we send parts to our CNC area for precision faces and holes. So we use stamping for forming and CNC for tight tolerances. This method supports Siemens related hardware and many other industrial assemblies, and it reduces handover risk between separate suppliers.
4. What benefits do I get from an ISO certified casting parts manufacturer?
You gain stable procedures, clear documentation, and better traceability. ISO systems push us to define process steps and control points for casting. So when a casting issue appears, we can find causes faster and react faster. When we link casting with stamping and CNC in one group, we also align standards across all steps. This makes your own audits and customer visits easier and supports long term programs.
5. How does automation affect lead time for metal stamping orders?
Automation helps us keep cycle time and capacity stable. So we can plan and promise more accurate lead times. However, lead time also depends on tooling, material supply, packing, and shipping routes. We use ten production lines and long term material partners to reduce these risks. Then we choose sea, rail, or air shipment based on your market, season, and inventory strategy.
6. What should I prepare before I ask for a stamping and CNC parts quote?
You should prepare clear drawings, material specs, and annual volume. Also share your key function needs, target price range, and risk points. Tell us which dimensions matter most and where you accept wider tolerance. So our engineers can design smarter processes and cheaper tools. When we act as your long term “Custom stamping parts supplier”, this open talk creates more value than small one time price cuts.
7. How can I check if a supplier really uses automation well?
You can ask for line videos, OEE data, and sample control plans. During a visit, watch how operators and engineers interact with machines. Good plants run clean and calm lines with clear boards and simple standards. Weak plants show one nice robot and hide other areas. You can also compare what you see on site with neutral sources from industry associations and standard bodies to judge if the story matches real stamping practice.
From my experience, many buyers gain trust when they see suppliers connected with respected industry organizations. So I share a list of high quality domains that often publish useful content on quality, standards, and manufacturing. You can use them for deeper study, benchmarking, or future outreach:
- ISO official site –
iso.org - ISO quality management overview –
iso.org/standards - NIST Manufacturing Extension Partnership –
nist.gov - ASQ quality resources –
asq.org - AIAG automotive and supply chain standards –
aiag.org - SME manufacturing knowledge and events –
sme.org - PMA Precision Metalforming Association –
pma.org - OSHA metalforming and safety alliances –
osha.gov - Wikipedia overview of metal stamping –
en.wikipedia.org(for basic background only) -
Additional reference domains you can consider:
worldsteel.org– global steel industry informationsae.org– mobility and automotive standardsasme.org– mechanical engineering communitybsi.grouporbsigroup.com– British standards and certificationdin.de– German standardization body
I often use material from these sources to train our team and to align our methods with global practice. At the same time, I always combine public guidance with our own plant data. So our decisions stay practical for real B2B projects, not academic only.
Conclusion
Smart automation speeds stamping, but experienced engineers still protect design intent, quality, and delivery, so wise buyers always choose both.
If you now plan new stamping, CNC, or casting projects, I invite you to work directly with our team at Prime. We combine real factory strength, ISO based systems, PPAP experience, and deep engineering support to protect your long term business. Please visit our contact page and Upload RFQ / Contact Prime today, so you can receive free professional consultation, a clear cost breakdown, and a custom one stop solution designed for your parts, your market, and your profit targets.