
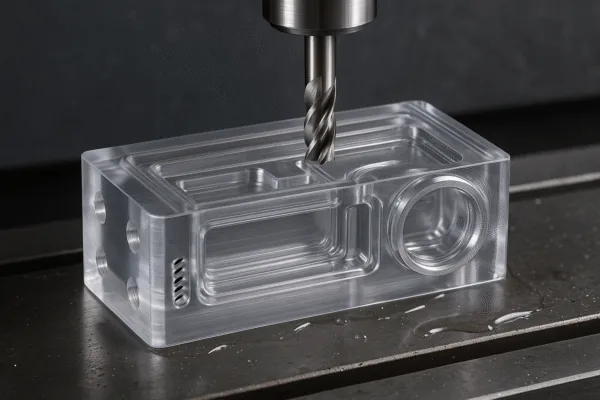
I see buyers lose weeks and money because suppliers treat plastics like “soft metals.” Parts warp. Holes go oval. Threads strip. We stop that with the right questions and the right supplier.
Direct answer: choose an ISO 9001 supplier that treats polymers as polymers. Confirm pre-drying and moisture conditioning, cutter geometry, fixturing that controls creep/warp, mid-process stress relief, and full traceability. For prototypes and low volume, machining wins: no molds, same-day revisions, and true ABS/PC/PEEK/POM/Nylon properties. If you want a fast capability overview, start here: Prime — CNC Parts.
Why Plastic CNC Machining Is Preferred for Prototypes & Low Volume
Molds lock you in. Changes cost more. Seasonal windows close. I learned this on a pilot that changed twice in one week and burned the launch date.
Plastic CNC machining beats molding for early runs because it needs no tooling, turns design changes the same day, holds true resin properties, and lets you move from Rev A to Rev C with low sunk cost. Last quarter I machined a PEEK bracket. At 4 pm the engineer changed a fillet. At 7 pm we cut Rev B and kept the lab on schedule. A mold could not do that. Machining also covers bridge runs while you wait for a final tool. When you need 50, 120, or 300 pieces, machining often wins on total landed cost after you include tool amortization, tool maintenance, and scrap risk during early churn.
When does molding still win? Volumes above roughly 3–5k parts; living hinges; very deep thin features; or geometries that waste too much stock if machined. If you are unsure where your part sits, send the drawing and ask for two routes—short-run CNC plus molded break-even math—via Prime — Contact.

Common Plastics I Machine Weekly (ABS, Nylon, POM, PC, PEEK)
Water, heat, and chips behave differently across resins. If the shop ignores that, you pay for warp, oval holes, and stripped threads.
What I specify up front:
- Resin and exact grade (not just “plastic”).
- Pre-dry for PC/PEEK; moisture conditioning for Nylon.
- Sharp, polished, high-rake cutters; side air to move chips and heat.
- Fixturing that spreads load and prevents creep.
- Lot traceability and ISO 9001 records.
Practical notes by resin:
- ABS: easy to cut, tough, stable. Keep stock sealed. Use polished high-rake tools and air blast or light mist.
- Nylon (PA6/PA66): moisture-sensitive. Condition to a target moisture, bag with a humidity card, and re-measure critical fits after 24 hours. For neutral background, see Wikipedia — Nylon.
- POM (acetal/Delrin): excellent machinability and low friction; avoid fuzzy edges by running a real chip load with sharp tools.
- PC (polycarbonate): impact strength and optical potential; must be dried thoroughly and kept cool during finishing; avoid oil emulsions on optical faces.
- PEEK: high heat and strength with tight stability when processed right; review resin-owner guidance as you plan anneal and finishing: Victrex — PEEK Polymers.
If you want help selecting material or conditioning rules that fit your tolerances and environment, open a thread here: Prime — Plastic Parts.

CNC Machining Tolerances for Plastics vs. Metals
Catalogs sometimes print ±0.25 mm or worse for plastics. We can do better with the right plan.
Realistic starting points (final spec depends on geometry and size):
- ABS: through-holes ±0.05–0.07 mm; bores ±0.05–0.08 mm; flatness on 100 mm: 0.10–0.15 mm.
- POM: through-holes ±0.03–0.05 mm; bores ±0.04–0.06 mm; flatness 0.08–0.12 mm.
- Nylon: through-holes ±0.06–0.10 mm; bores ±0.06–0.10 mm; flatness 0.15–0.25 mm (condition moisture; re-measure at 24 hours).
- PC: through-holes ±0.05–0.08 mm; bores ±0.06–0.10 mm; flatness 0.12–0.20 mm (pre-dry; keep heat low).
- PEEK: through-holes ±0.04–0.08 mm; bores ±0.05–0.08 mm; flatness 0.10–0.18 mm (schedule anneal for tight features).
How I hold tighter:
- Mid-process anneal on PEEK (and sometimes PC) between roughing and finishing.
- Balanced roughing on both sides before final passes.
- Air knives and minimal coolant for stability; avoid oil emulsions on PC optics.
- Gage R&R on critical bores.
- Time-stable inspection: re-measure Nylon and PC after 24 hours at stable humidity.
If you want a drawing sanity check with practical capability notes, send files via Prime — Contact or read how we structure checks here: Prime — Quality Control.
Surface Finishes and Post-Processing Options
Finish shapes function. The right choice hides tool marks, protects edges, keeps seals tight, and preserves clarity.
What I match and why:
- PC optics: sharp, polished tools and cool cutting; for optical faces, wet-sand and buff or a controlled solvent/vapor step, then stress-relieve to reduce crazing risk.
- POM gears: light bead-blast to even sheen and hide tool paths.
- ABS enclosures: plastic-media tumble to break edges without hand labor.
- PEEK sealing faces: micro-mesh hand polish where leakage matters.
Post-process choices that hold torque and fit:
- Threaded inserts (heat-set or ultrasonic) in ABS/PC/Nylon with torque logs.
- Cut threads in POM/PEEK where walls are thick and torques are modest.
- Ultrasonic welding with energy directors, logged time, amplitude, and hold.
- PEEK anneal logged by time, temperature, and ramp on the traveler.
For a quick alignment on finish, assembly, and inspection for a live job, use this hub: Prime — Quality Control.
What Drives Cost and Lead Time in CNC Plastic Parts
Cost is not a mystery; it comes from a few levers you can control.
Buyer levers that cut cost and days:
- Choose stock close to net; allow equivalent grades when properties match.
- Approve family fixtures and send CAD early.
- Simplify features and allow larger corner radii where function allows.
- Pick only finishes that support function.
- Define CTQs and accept rational sampling.
- Agree the pack plan in the PO.
- Book a change window for Rev B/C.
My shop levers:
- Nesting and smart cut plans to reduce waste.
- Fixture reuse; optimized toolpaths with sharp, polished cutters.
- Standardized media and masking for finishing.
- SPC only where it drives decisions.
- Photo-checked pack-out and humidity control when needed.
If you want me to price “fast/standard/economy” options on your drawing, include your target date in the message at Prime — Contact.
What a Robust QC Plan Looks Like Under ISO 9001 (And When to Use PPAP)
Inspection after the fact is expensive. I build quality into the process and keep proof. Records save time when something drifts.
My plastics QC plan:
- Dryer logs for PC/PEEK; weight or humidity cards for Nylon.
- CAM program revision locked to the traveler (QR to the correct post).
- First-off inspection with photos and a ballooned drawing in the FAI.
- In-process checks on CTQs with clear gages and frequencies.
- 24-hour re-measure for Nylon/PC on time-sensitive dimensions.
- Insert torque logs and retained samples when needed.
- CMM in a 20–24 °C room with ambient recorded.
Why this structure? Because it follows the process approach and risk-based thinking in the quality standard: ISO 9001:2015 — Quality Management Systems. When the end customer requires automotive-style evidence, I build the right-level package against the industry manual: AIAG — PPAP (Fourth Edition).
If you need PPAP/FAI on your next build, write “PPAP Level X required” on your RFQ and route it through Prime — Contact.
Packaging and Logistics That Protect Finish and Edges
Finish is a promise until the courier drops the box. The last 2% of the job protects the other 98%.
What I do by default:
- Optical PC windows: individual clean-room bags with peel film, foam between layers, and double-boxing.
- POM gears: layer pack after tumble with kraft dividers; bag to prevent rub.
- Nylon parts: humidity cards and desiccant as needed, plus a re-measure note.
- Flat plates: corner guards and orientation arrows.
- Pack photos sent before ship so your receiving team can check fast.
- If a service issue appears after delivery, I keep a single channel for fixes: Prime — After-Sales Care.

FAQs (Buyer-Focused)
What is CNC plastic machining?
It uses computer-controlled mills and lathes to cut plastic parts from solid stock. It avoids molds, delivers fast prototypes and bridge lots, and keeps true ABS/PC/PEEK/POM/Nylon properties. For a capability overview and examples, see Prime — CNC Parts.
When should I choose machining over molding?
Choose machining for prototypes, frequent design changes, or volumes under roughly 500–2000 parts. You avoid tooling delay, reduce sunk cost, and keep true resin behavior.
What tolerances can you hold on plastics?
With the right process I hold ±0.05–0.10 mm on most plastics. POM and ABS can be tighter. Nylon and PC need time-stable checks. Very tight bores often need a mid-process anneal.
Do you machine PEEK?
Yes. I dry PEEK per the datasheet, use sharp carbide, and schedule an anneal between roughing and finishing for tight features. For resin background, see Victrex — PEEK Polymers.
How do you condition Nylon?
I set a target moisture using weight or humidity cards, bag parts after cutting, and re-check after 24 hours to confirm the final size. For neutral context, see Wikipedia — Nylon.
Can you support PPAP and FAI?
Yes. I build a clean package with control plan, PFMEA, MSA summary, ballooned drawing, CMM report, material certificates, and process logs against the requested level defined by AIAG — PPAP (Fourth Edition). Start the scope discussion via Prime — Contact.
Conclusion
I choose ISO 9001 plastic machining for prototypes and low volume because it is fast, flexible, and faithful to the resin. I confirm drying, conditioning, fixturing, stress relief, finish, and traceability on every order.
Upload RFQ / Contact Prime → Prime — Contact • Explore scope: Prime — CNC Parts • Plastics overview: Prime — Plastic Parts.