

Parts pass at the factory, but they fail at your line. So your team sorts, reworks, and slips delivery. We help you stop that cycle with controls.
Plastic dimensional stability depends on cooling balance, drying control, and packing discipline. Warpage often starts from stress imbalance across zones. Shrink predictability needs cavity-to-cavity ∆T control, dew point logs, and a proven hold window. Ask for SPC, cavity maps, and a 24–72 hour shrink study.
So we wrote this as a sourcing tool, not a textbook. Also we add PPAP-style evidence habits from real production. Then you can shortlist suppliers with confidence.
Why do plastic parts warp even when the datasheet shrink rate looks normal?
You can choose “low shrink” resin, yet the part still bends. But your fixtures still fight the part, so downtime grows. We treat warpage as a stress problem first.
Warpage comes from uneven stress and uneven cooling across the part. So different zones lock shrink at different times. If a supplier under-packs to cut cycle time, stress rises quickly. Start with cavity-to-cavity mold temperature balance, then lock a packing/hold window.

Dive-Deeper: How we turn warpage complaints into measurable controls
We start by mapping the symptom to the mold, not the resin story. So we check where the part bends, and we note the flow direction. Then we compare that map with cooling circuits and gate locations. Also we review the hold phase to see if the gate froze too early. Because if the gate freezes early, the far end starves first. So that end shrinks later and pulls the part.
We use quantified targets for critical programs. So we target cavity-to-cavity ∆T under 5°C at steady cycle. Also we target stable water flow per circuit during the run. Then we validate the target in the trial report, not in a meeting. If ∆T drifts, we balance flow, add restrictors, or revise baffles. Then we rerun the same measurement plan to prove improvement.
| What buyers see | What we measure first | Our typical target for critical parts | What we change first |
|---|---|---|---|
| Corner lift on plates | Cavity-to-cavity ∆T map | < 5°C | Balance flow and hot spots |
| Banana bend on long parts | Gate freeze and hold curve | Stable hold inside window | Extend hold or adjust gate |
| Twist near ribs | Hot zones near ribs | No uncontrolled hot zone | Rib ratio and cooling fix |
Which process controls actually predict shrinkage across lots and reorders?
As a buyer, you do not need “we set parameters.” You need proof that the supplier repeats results each shipment. So we focus on controls with records.
Predictable shrinkage plastic parts need controlled drying, controlled regrind, and a verified packing/hold window. Mold temperature balance matters as much as pressure. Request dew point logs, cavity ∆T records, and hold-window studies. Data reduces risk more than promises.

Dive-Deeper: Why dew point, regrind, and hold windows beat “standard settings”
Moisture changes more than surface appearance. So hygroscopic materials like PA66 can shift melt behavior and packing response. Then the part can over-pack near the gate and under-pack far away. Also moisture can disrupt crystal formation during cooling. So shrink becomes uneven days later, not minutes later. That is why a dryer temperature setpoint means little without dew point logs.
We use dew point targets for critical programs. So we often target ≤ -30°C dew point for PA66 applications with tight CTQs. Also we track the trend by shift, not only at startup. Then we control sealed transfer from dryer to throat. If the dew point drifts, we stop and correct, because drift predicts dimension drift.
We also control regrind by written rule. So we set a max regrind percentage per resin and risk level. Then we track blends per batch and shift for traceability. Finally, we validate a packing/hold window, not a single setting. So we scan hold time and pack pressure, and we pick a safe zone. Then we lock alarms for cushion and transfer to hold that zone.
| Resin type | Moisture risk | Typical dew point target for critical parts | What we log each shift |
|---|---|---|---|
| PA6 / PA66 | High | ≤ -30°C | Dew point trend and exposure time |
| PC / PC-ABS | Medium | ≤ -20°C | Dry time and sealed transfer |
| ABS | Low | ≤ -10°C | Consistency and contamination |
| POM | Low | ≤ -10°C | Handling and cleanliness |
What supplier evidence proves stability after 24–72 hours, not just at ejection?
Many suppliers measure parts “hot and fresh.” But your parts live in storage and transit, so fit can move later. We ask for time-based proof before volume.
Stability requires a 24–72 hour shrink study on CTQ dimensions. Also require cavity maps, because multi-cavity tools hide variation. Ask for SPC charts by cavity and a reaction plan. This evidence predicts assembly fit better than fresh measurements.

Dive-Deeper: How we structure a shrink study and prove control with SPC
We align study timing with your supply chain. So we measure at 1 hour, 24 hours, and 72 hours for critical parts. Then we control the conditioning environment to keep results comparable. Also we report by cavity, because one cavity can drive most failures. If a supplier cannot break out cavities, you cannot isolate root causes. So you end up sorting forever.
We pair the shrink study with SPC on CTQs. So we define 3–8 CTQ features with your engineer. Then we sample across time and cavities for the run. Also we set clear stop rules, because charts without actions do not protect buyers. When we see drift, we stop, adjust, and recheck before shipment. Then we document the correction in the lot record.
Case in point, we supported a European buyer with a PC-ABS enclosure. Their parts passed factory checks, but they failed flatness after arrival. So we traced the issue to stress relaxation plus stacking pressure in transit. Then we implemented a 72-hour conditioning step before final inspection. Also we designed divided trays with stack limits for export. After the change, the buyer cut sorting labor and stabilized incoming yield.
| Time point | What we measure | What it reveals | What buyers can decide |
|---|---|---|---|
| 1 hour | Warpage + key datums | Early stress impact | Packing window adjustment |
| 24 hours | CTQ fit features | Relaxation trend | Incoming inspection timing |
| 72 hours | Functional checks | Long-term drift | Final acceptance limits |
How do PPAP and ISO practices build trust for long-term supply?
You want a supplier that performs the same under pressure. So you need traceability, reactions, and documented controls. We use PPAP habits inside an ISO workflow to show that discipline.
PPAP-style deliverables make process control auditable and repeatable. ISO routines keep records, training, and reactions consistent. Ask for a Control Plan excerpt, PFMEA highlights, and dimensional results by cavity. Then check if the supplier links paperwork to daily production.
Dive-Deeper: What we include, and what buyers should verify first
We scale PPAP depth to risk level. So low-risk parts get a lighter package, and critical parts get deeper evidence. Then buyers avoid paying for paperwork that adds no value. Still, we always anchor the pack around CTQs, reactions, and traceability. Because those items protect repeat orders.
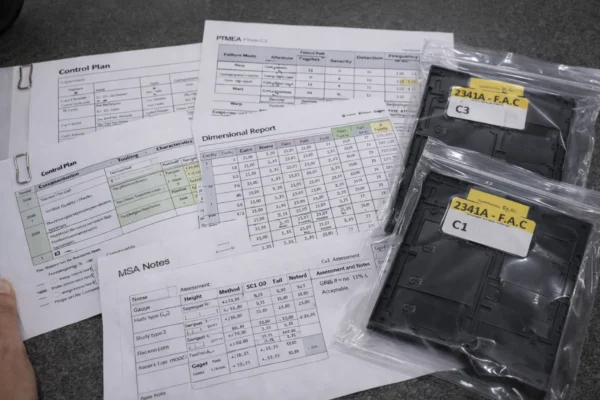
We include a clear process flow, because it shows where variation can enter. Also we include a Control Plan excerpt, because it shows who checks what and when. Then we include a dimensional report with timing and cavity breakdown. Finally, we include basic MSA notes, because unstable measurement creates fake stability. If you cannot trust the gauge, you cannot trust the supplier.
We also connect these documents to delivery checks. So we tie resin lots, regrind records, and cavity IDs to shipment labels. Then you can trace problems back to a specific lot and cavity. This reduces disputes and speeds corrective actions. Because we founded Prime in 1993, we built these habits for long-term programs. Also we run 10 production lines, so we standardize execution across shifts. That helps buyers who need reliable delivery, not heroic troubleshooting.
| Document or record | What it proves | What buyers should look for |
|---|---|---|
| Control Plan excerpt | CTQ controls and reactions | Frequency, limits, stop rules |
| PFMEA highlights | Known risks and actions | Warpage drivers and controls |
| Dimensional report | Baseline performance | Cavity results and timing |
| Traceability label | Lot and cavity linkage | Resin lot, date, cavity ID |
| Shipment check | Final gate before export | CTQ report and packaging plan |
FAQs: What should buyers ask to reduce warpage risk and improve delivery consistency?
Buyers ask the same questions in RFQs and audits. So we answer them in direct sourcing language. Also we include request lists you can paste today.
Ask for dew point logs, cavity ∆T maps, and hold-window validation. Then request a 24–72 hour shrink study and SPC by cavity. Also demand a reaction plan and traceability labels on every carton. These items separate stable suppliers from risky quotes.

What is the fastest way to reduce warpage in injection molded parts?
We balance cooling first, then we validate the hold window. Also we confirm cavity ∆T under production load. Then we lock alarms for cushion and transfer.
What should we ask a supplier to prove predictable shrinkage?
Use this RFQ checklist, then compare supplier responses side by side. Also ask for sample records, not only promises.
- Dew point logs by shift.
- Mold cooling balance map with cavity ∆T.
- Packing/hold window validation report.
- 24–72 hour dimensional stability study.
- SPC charts for CTQ dimensions by cavity.
- Regrind % cap with tracking records.
- Packaging method with stack limits and photos.
We compare stability scope, not only piece price. So we review cycle time assumptions and validation scope. Also we confirm inspection timing after conditioning.
| Quote clue | What it often means | What to ask next |
|---|---|---|
| Very short cycle time | Hold may be cut | Request hold-window proof |
| No validation mention | Risk shifts to you | Request shrink study plan |
| No SPC scope | Drift may ship | Request CTQ SPC samples |
| No packaging detail | Transit risk ignored | Request tray and stack plan |
Can Prime support plastic parts plus metal parts in one program?
Yes, and that reduces handoffs. Prime supplies plastic parts plus stamping parts and CNC parts. So you can simplify tolerance stack control and delivery planning.
Conclusion
We earn trust with quantified controls, PPAP-style evidence, ISO traceability, and consistent delivery execution across every shipment.
If you want a low-risk path to stable dimensions, start with a free review. Our team will flag warpage risks and control points from your CAD. Then we will share a preliminary Control Plan with your quote.
→ Request a Free DFM Feasibility Review: → Upload RFQ / Contact Prime: