

You ask for a quick quote, yet the price keeps shifting. Then samples look fine, but production drifts. So I use one checklist from RFQ to shipment.
This 25-point checklist helps buyers control custom machined metal parts. It covers drawings, cost drivers, quality metrics, and supplier evaluation. You can use it from quotation to mass production.
So I wrote this from a buyer’s view, with factory lessons. Also I share how I handle PPAP, ISO records, and delivery risks. Then you can reduce change orders and protect your schedule.
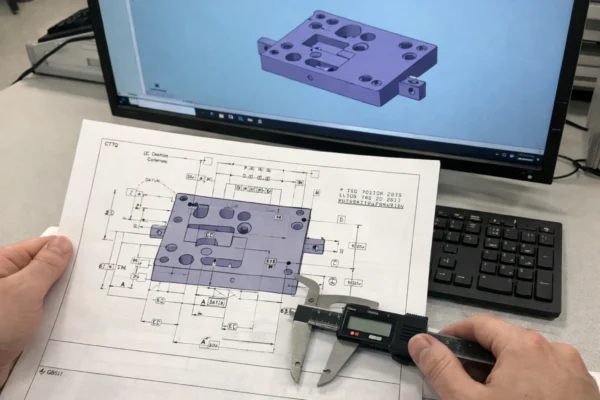
Which 7 Drawing Details Should I Lock Before I Request a Quote?
I often see buyers rush the RFQ to “get numbers fast.” However, vague drawings force suppliers to add risk premiums. So I lock seven items before pricing.
Lock datum scheme, tolerances, material, stock form, heat treatment, surface finish, and inspection notes. Clear drawings cut risk premiums and stabilize price and lead time.
1) Datum scheme that matches function
First, I choose one datum plan that matches assembly function. Then I link CTQs to that same plan. Because mixed datum notes create setup guessing.
Also I add a short datum note in the RFQ. So the supplier confirms the same locating logic. Then I avoid “we assumed another datum” surprises.
2) Tolerances tied to CTQs, not “tight everywhere”
Next, I separate CTQs from non-CTQs. Then I keep tight tolerances only on CTQs. Because “±0.02 everywhere” drives slow cutting and heavy inspection.
I learned this during a pump housing project. We tightened everything, and lead time doubled. Then we relaxed non-CTQs, and yield improved fast.
3) Material spec and allowed substitutes
Then I lock the material grade and standard. Also I state allowed equivalents. Because “stainless steel” means nothing in production.
If I need compliance, I add heat number traceability. Then I request mill certs with each lot. This supports audits and PPAP packs.
4) Stock form and starting size limits
After that, I define stock form, like bar, plate, or forging. Also I define starting size limits. Because stock choice affects distortion and cycle time.
For thin plates, I add a stress relief plan. Then I plan clamping to avoid bow. So I keep flatness realistic and repeatable.
5) Heat treatment timing that avoids distortion
I usually plan heat treatment after semi-finish. Then I leave stock for final finishing. Because heat treatment can move features.
I once sourced Ø50 mm × 800 mm 4140 shafts. We finished to ±0.01 mm before Q&T. Then about 80% bent over 0.5 mm. We lost three days on rework.
6) Surface finish and coating callouts
Next, I lock surface finish only where function needs it. Also I lock coating and thickness targets. Because late coating changes fit and flatness.
So I mark “post-treatment CTQs” in the RFQ. Then we inspect fit after coating, not before. This prevents field failures and claims.
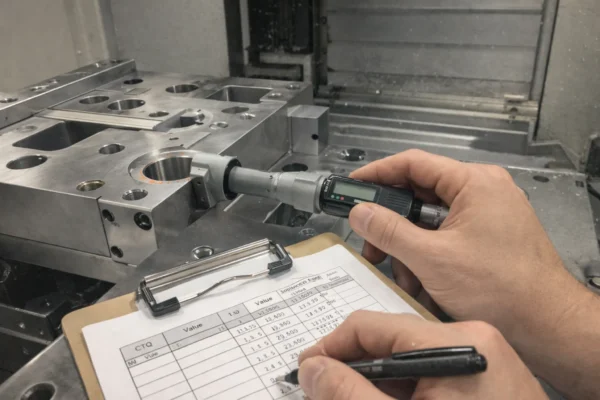
7) Inspection notes for CTQs
Finally, I define how we measure CTQs. Also I define report format for first articles. Because “inspect per drawing” invites disputes.
When I need a custom machined metal parts supplier, I want measurement proof. So I align methods early and reduce rework later.
Material comparison table with trade-offs buyers actually face
| Material option | Buyer goal | Machining behavior | What you may sacrifice | Risk I watch |
|---|---|---|---|---|
| 6061-T6 | Light, good value | Fast cutting | Lower strength than 7075 | Cosmetic scratches |
| 7075 | High strength | More tool wear | Worse corrosion and weldability | Lot-to-lot sensitivity |
| 304 | Corrosion resistance | Slower, burr prone | Higher deburr and cycle time | Thread galling risk |
| 316 | Marine resistance | Slower, gummy | Higher cost and tool wear | Longer procurement |
| 4140 | Strength + toughness | Stable cutting | Distortion after Q&T | Straightness control |
| 17-4PH | Strength + corrosion | Good cutting | Hardness spec sensitivity | H900 vs H1025 clarity |
“Prime flagged a conflicting datum note before quoting. That single comment saved our launch week.” — Procurement lead, EU industrial equipment buyer
What Are the Top 8 Cost Pitfalls in CNC Machining Quotes?
Many buyers compare shop rates first. However, cost often hides in routing, fixtures, and secondary operations. So I check eight pitfalls before I approve a quote.
Most cost lives in process route, fixture design, secondary operations, and surface treatment. Early planning often saves more than a lower hourly rate.
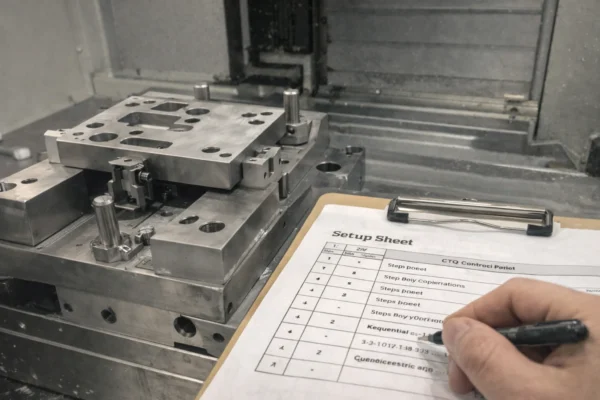
Pitfall 1–3: Route, setups, and fixturing
First, I ask for the operation list and setup count. Then I ask how each setup locates on the datums. Because extra flips add time and stack errors.
Next, I review fixture repeatability and changeover time. So I prefer quick-change jaws and stable 3-2-1 locating. Then I often save more than a lower shop rate.
Pitfall 4–6: Stock choice, tool access, and finish misuse
Then I review raw stock size and allowance. Because oversize stock adds roughing time. Also undersize stock forces scrap.
After that, I check tool access limits. So I avoid long tools and slow feeds. Then I challenge surface finish calls on non-functional faces.
Pitfall 7–8: Secondary ops and packaging
Finally, I list secondary ops, like deburr, tapping, and marking. Also I lock packaging and rust protection. Because these steps affect yield and delivery.
I learned this in a North America export program. The parts passed CMM, yet cartons crushed in transit. Then we added separators and labels, and claims dropped.

Cost factor table that makes supplier quotes comparable
| Cost factor | What it changes | What I request | How I reduce cost |
|---|---|---|---|
| Setup count | Labor + risk | Setup plan | Combine ops |
| Fixture complexity | NRE + scrap | Fixture concept | Quick-change, 3-2-1 |
| Raw stock choice | Material + cycle | Stock form and size | Near-net stock |
| Tool access | Feed rate | Tool approach | Feature tweak |
| Finish scope | Cycle + scrap | Finish map | Limit to CTQs |
| Surface treatment | Yield + rework | Masking/rack plan | Plan early |
| Inspection load | Lead time | Gauge list | CTQ-only reporting |
| Packaging | Damage rate | Pack spec | Foam + separators |
Secondary process planning table to prevent “flatness after plating” pain
| Secondary step | What often goes wrong | What I lock early | What I verify at FAI |
|---|---|---|---|
| Anodizing | Thickness shifts fit | Post-coat CTQs | Gauge after coat |
| Zinc plating | Hydrogen embrittlement | Bake plan for steels | Hardness check |
| Powder coating | Edge build-up | Mask zones | Assembly fit |
| Heat treat | Warp and bend | Semi-finish timing | Straightness data |
How Do I Build a Clear Process Flow From RFQ to Mass Production?
I used to treat machining like “quote → sample → production.” However, that shortcut creates midstream changes. So I use a gated flow.
A stable flow includes drawing lock, DFM feedback, pilot run, FAI, PPAP on CTQs, and a control plan in use. This flow reduces drift and protects on-time delivery.
Process steps I use for one-stop sourcing
I like a supplier who can manage machining and related processes. That includes stamping parts, welding parts, casting parts, and fasteners. So I keep one owner and one record set.
At Prime, I built our workflow for this reason. I wanted one technical thread from RFQ to shipment. Then I wanted one quality standard across processes.

Flow table from RFQ to shipment
| Step | Output | Buyer action | Supplier action |
|---|---|---|---|
| 1. RFQ package | Drawing + CTQs + volume | Confirm revision | Confirm assumptions |
| 2. DFM review | Risk list + route | Approve changes | Propose route/fixture |
| 3. Quote | Cost + lead time | Compare apples-to-apples | Provide route summary |
| 4. Pilot run | First parts | Approve samples | Lock tooling/program |
| 5. FAI | FAI report | Sign CTQs | Provide records |
| 6. PPAP (if needed) | PPAP pack | Approve control plan | Run MSA and plan |
| 7. Ramp | Stable lots | Monitor OTD | Hold yield target |
| 8. Shipment | Pack + labels | Confirm receipt | Maintain traceability |
“Prime’s DFM changed one locating hole. We cut cost 20% and removed a recurring scrap cause.” — Senior mechanical engineer, EU machinery maker
How Do I Set 6 Quality and Delivery Metrics That Prevent Surprises?
I used to accept “we will inspect.” Then I saw drift after the first month. So I now lock six metrics early.
Use FAI, PPAP on CTQs, defined inspection methods, gauge R&R, traceability, and on-time delivery metrics. These controls protect quality and schedule.
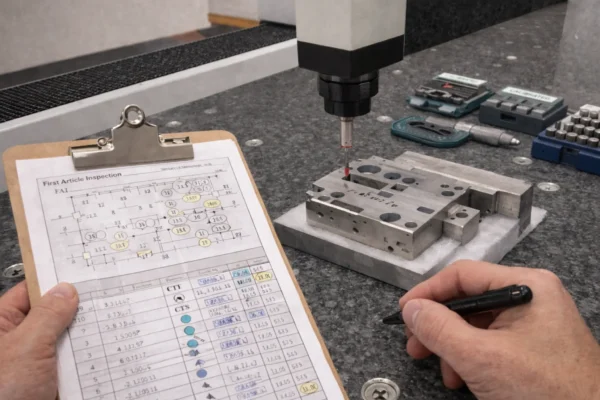
Metric 1–2: FAI and PPAP, used with purpose
First, I require FAI for new parts and revisions. Then I review CTQ results line by line. Because early proof beats later excuses.
When programs require it, I ask for PPAP for machined parts on CTQs. Also I confirm the control plan matches the real route. Then production stays stable.
Metric 3–4: Inspection methods and gauge R&R
Next, I define inspection methods per CTQ. For example, I use CMM for geometry and pin gauges for bores. Then I avoid “we measured it somehow.”
Also I require gauge R&R on critical gauges. Because a weak gauge creates false rejects. Then both sides waste time and lose trust.
Metric 5–6: Traceability and on-time delivery
Then I lock lot and operation traceability. So I can isolate issues within one lot. Also I can protect my assembly line.
Finally, I define on-time delivery and reporting cadence. Because delivery failures rarely fix themselves. So I track trends and act early.
Quality and delivery metrics table
| Metric | My definition | Evidence I request | Buyer benefit |
|---|---|---|---|
| FAI | First lot full report | FAI + photos | Faster approvals |
| PPAP on CTQs | Program-based | Control plan + MSA | Stable ramp |
| Inspection method | Per CTQ | Gauge list | Fewer disputes |
| Gauge R&R | Pass criteria | R&R summary | Reliable data |
| Traceability | Lot + operation | Labels + logs | Fast containment |
| OTD | Clear KPI | Weekly report | Protected schedule |
How I judge problem-solving, not perfection
I ask a tough question during supplier review. I ask, “Tell me about a failed order.” Then I listen for ownership and clarity.
At Prime, we use an 8D-style deviation process. So we define containment, root cause, and corrective actions. Then we share timing and evidence, not excuses.
How Should I Evaluate a Supplier Before I Place a PO for Custom Machined Metal Parts?
I do not judge a supplier by samples alone. Instead, I judge how they scale and respond. So I evaluate four dimensions.
Evaluate suppliers on equipment capability, process control, delivery risk buffers, and communication response speed. Hard proof beats promises.
1) Equipment capability map, not a sales promise
First, I ask for an equipment list tied to my tolerances. Then I map travel, spindle, and fixture capacity. Also I confirm inspection bandwidth.
If a supplier has one CMM for many lines, delays appear fast. So I treat inspection capacity as production capacity. Then I avoid hidden bottlenecks.
2) Process control that lives on the floor
Next, I ask to see the control plan in use. Then I ask for real records from recent lots. Because templates do not ship parts.
Prime runs under ISO systems, so records stay consistent. That helps during audits and customer reviews. Also it speeds up deviation handling.
3) Delivery risk buffers that protect your line
Then I compare quoted lead time to real cycle time. Also I ask how they plan tools and fixtures. Because planning delays look like “manufacturing delays.”
In one Europe program, the winning quote had no buffer. Then one broken tool delayed a whole lot. After that, I always ask for risk buffers.
4) Communication speed under pressure
Finally, I test response speed on technical questions. Also I check how they write deviation updates. Because clear updates reduce buyer stress.
At Prime, I prefer one owner per project. So I keep RFQ, DFM, and quality records in one thread. Then we avoid gaps.
Supplier evaluation table
| Dimension | What I ask | Proof I want | Red flag |
|---|---|---|---|
| Capability | Machines vs CTQs | Capability map | “We can do all” |
| Control | Control plan usage | Real records | Only PDFs |
| Delivery | Buffers and planning | Schedule logic | No buffer |
| Response | Deviation speed | 8D timing | Slow, vague replies |
FAQs: RFQ, Tolerances, PPAP, ISO, and Long-Tail Buyer Questions
Q1: What should I include in an RFQ for custom machined metal parts?
I include the latest drawing revision and 3D model. Also I add CTQs, forecast, and packaging rules. Then I define coating and inspection needs. This helps any custom machined metal parts supplier quote faster and cleaner.
Q2: Why does a vague drawing increase CNC machining price?
Vague notes create risk for the supplier. So they add contingency into price and lead time. Also they add inspection assumptions. When I lock datums and CTQs, quotes become stable.
Q3: Which tolerances drive the biggest cost jump?
Position, flatness, and tight bores often drive cost. Also surface finish on large faces adds time. So I tighten only CTQs. This supports CNC parts precision machining without paying for unnecessary tightness.
Q4: What is a good tolerance for CNC machined aluminum parts?
It depends on size, function, and datum stability. However, I often start at ±0.05 mm for non-CTQs. Then I tighten CTQs only. So I avoid expensive inspection on low-risk faces.
Q5: What is the difference between FAI and PPAP for machined parts?
FAI proves first parts meet the drawing at a point in time. PPAP proves the process can repeat CTQs with control. So I use FAI for every new revision. Then I add PPAP when risk or customers demand it.
Q6: When should I request PPAP for machined parts?
I request PPAP when the program requires it. Also I request it for high-risk CTQs. Then I align control plan, MSA, and reaction steps. This reduces drift during ramp.
Q7: How do I reduce CNC machining cost without sacrificing quality?
I reduce setups and simplify fixturing first. Also I tighten tolerances only on CTQs. Then I plan coating early. So I cut cycle time while I protect function.
Q8: Should heat treatment happen before final machining?
I often heat treat after semi-finish. Then I leave stock for final sizing. Because heat can distort parts. This works well for many steel shafts and housings.
Q9: What should I ask an ISO supplier to provide with shipments?
I ask for material certs, CTQ inspection records, and lot labels. Also I ask for gauge calibration status for CTQ tools. These documents support audits and traceability.
Q10: Can one supplier manage machining plus stamping, welding, and fasteners?
Yes, but I verify process control for each process. Also I confirm one owner for final inspection and packing. Prime supports machining plus stamping, welding, casting, and fasteners under one workflow.
Q11: What long-tail searches help me find the right supplier faster?
I use one-stop metal parts machining for multi-process needs. Also I use PPAP for machined parts for control maturity. Then I add custom stamping parts supplier when my BOM includes stamped brackets. This search usually filters serious factories.
Q12: How do I verify “quick delivery” claims before I place a PO?
I ask for real cycle time, setup time, and buffer logic. Also I ask for recent OTD results and escalation rules. Then I confirm packaging and labels early. This avoids last-minute shipment delays.
Conclusion
I lock drawings, expose cost drivers, set CTQ metrics, and evaluate suppliers by proof before mass production.
When you upload your RFQ, you will not get an auto-quote. I and my engineering team will review your datums and CTQs first. Then we will send DFM notes and a route-based quote. Our goal is low risk, stable quality, and fast delivery for your program.