Are you frustrated by plastic parts that fail despite using expensive, high-spec materials? The problem is hiding in plain sight, and it’s probably not the polymer you chose.
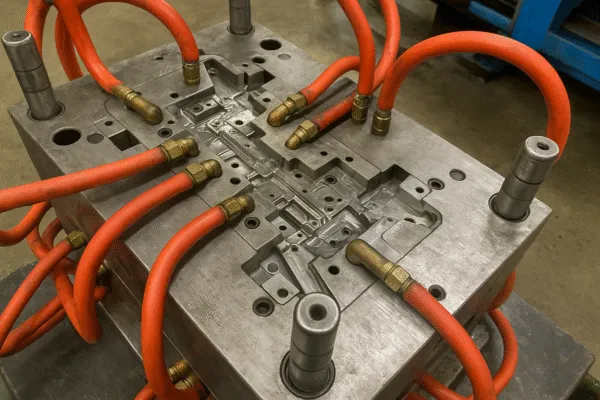
The secret to high-performance plastic is the mold's thermal management1. The cooling phase2 inside the mold acts like a heat treatment, dictating the part's final strength. Poor, uneven cooling creates a weak part, regardless of the material's impressive datasheet.
I’ve been in the metal fabrication business for over 30 years here at Primefabworks. We live and breathe heat treatment1, and I see engineers trip over the same problem again and again when it comes to plastic parts2 and related products. They constantly blame the material when a part cracks or warps. But the principles that make steel strong apply directly to making plastics tough. You just have to know where to look, and it starts with the tool itself.
Stop Blaming the Plastic: The Hidden Power of Mold Thermal Management?
Are inconsistent parts, field failures, and costly line-down situations eating into your profits? This frustration comes from looking at the wrong variable, leading to expensive material changes that don't solve the core issue.
Mold thermal management1 is the active control of heat during the molding cycle. Its purpose is to ensure the hot plastic cools down uniformly. This prevents warping, internal stress, and hidden weak spots, giving you a strong, reliable part every time, and a clean PPAP submission2.
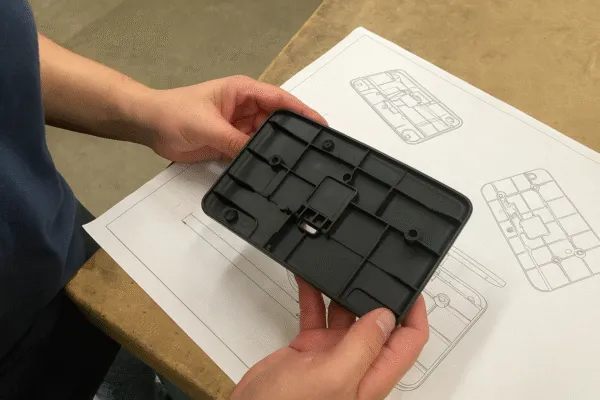
After decades in this industry, I can tell you that a material datasheet is just a piece of paper showing potential. The final properties of your plastic part are forged inside that steel mold. This isn’t just my experience talking. According to a study published by the Society of Plastics Engineers (SPE), the cooling phase1 can account for up to 80% of the entire injection molding cycle time2. This makes it the single most critical factor for both part quality and economic efficiency. A bad cooling strategy doesn't just make bad parts; it makes them slowly, costing you money on every unit.
Common Defects: Material vs. Mold Thermal Issues
| Defect Observed | Common Assumption (Material Issue) | Likely Root Cause (Thermal Issue) |
|---|---|---|
| Warping1 | "The material shrinkage is too high." | Uneven cooling causes different sections to shrink at different rates, pulling the part out of shape. |
| Sink Marks | "The filler content is wrong." | A hot spot in the mold keeps the plastic molten for too long, allowing it to sink as it finally cools. |
| Brittleness2 | "This batch of plastic is bad." | Cooling the part too quickly ("quenching" it too hard) doesn't allow the polymer chains to form a strong structure, creating a brittle state. |
| Flow Lines | "The material's viscosity is off." | The mold temperature is too low, causing the plastic to partially solidify before the mold is completely full. |
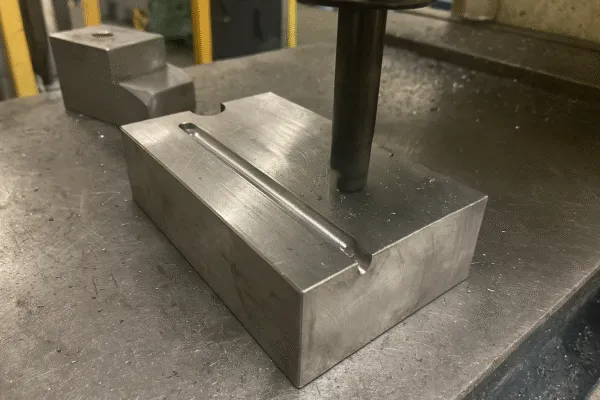
The first question I ask a client with a failing plastic part is "Can I see your mold flow analysis?". Nine times out of ten, they don't have one that properly simulates thermal conditions. The toolmaker just drilled some straight lines for cooling and hoped for the best. That's not engineering; that's guesswork. And it will cost you a fortune in rejects and field failures.
A Metal Expert’s Guide to Plastic: Why Your Mold Is a Heat Treatment Furnace?
Do you think making a plastic part is simple compared to forging a steel one? That is a dangerous assumption that often leads directly to poor quality and field failures.
In metallurgy, we use heat treatment1—heating and controlled cooling, or "quenching"—to define steel's properties. Your plastic mold2 does the exact same thing. It is a furnace that melts the plastic and then a quenching system that locks in its final molecular structure.
My work at Primefabworks has revolved around controlling how metal heats and cools for over three decades. This is how you control the grain structure to make it strong, tough, or flexible. Plastic is no different. The rate of cooling determines the final polymer chain alignment, also known as its polymer morphology. A slow, uneven cool can result in large, brittle crystalline structures, while a fast, uniform 'quench' creates a tougher, more resilient amorphous or semi-crystalline structure. The mold is not a passive container; it's a dynamic thermal machine.
Your Mold is Your "Quench" System
When we quench hot steel in oil or water, we are locking in a specific crystalline structure (like Martensite) to achieve hardness. The cooling channels running through your plastic mold are your quenching system. The rate and evenness of this "quench" determine plastic's final molecular state. A poorly designed cooling system is like trying to quench a hot sword in warm mud—you get a useless result. If you demand high-performance parts, you must approach your mold design with the same seriousness as a metallurgical furnace.
The Plastic "Heat Treatment" Process in the Mold
| Stage | Metallurgical Equivalent | What Happens in the Plastic Mold |
|---|---|---|
| 1. Injection1 | Heating in a Furnace | Molten plastic at 200-300°C is injected, filling every detail of the mold cavity. |
| 2. Packing | Forging/Pressing | Pressure is maintained to pack more material in as it begins to cool and shrink. |
| 3. Cooling2 | Quenching in Oil/Water | Cooling2 fluid runs through mold channels, removing heat at a controlled rate to solidify the part. This is the most critical stage. |
| 4. Ejection | Removal from Furnace | The solid, stable part is ejected from the mold, its final properties now locked in. |
So, How Do You Audit Your "Furnace"?
Are you feeling powerless, relying only on your supplier's claims about their quality? You need a practical way to check if their mold is a precision furnace or just a hot box.
To audit your mold's thermal capabilities, you must demand a mold flow analysis report that focuses on thermal uniformity. As an ISO 9001:2015 certified facility, this analysis is a standard part of our new tooling process for all our customers, ensuring quality is designed in from day one.You don't need to be a mold designer to ask smart questions. Your job as a buyer is to hold your supplier accountable. I once fixed a critical connector housing for a high-voltage system that kept failing conductivity tests. The client was facing a brand-damaging recall. They were ready to switch to a PEEK material that was five times the cost. I looked at their mold design and saw a massive hot spot right where the connector pin sat, caused by a lazy cooling layout. We retooled their mold with proper conformal cooling. The PPAP samples passed on the first run, and we saved them from a recall and an unnecessary $250,000 in extra material costs over the life of the product. That’s the difference expertise in customized metal parts makes.

You don't need to be a mold design1er to ask smart questions. Your job as a buyer is to hold your supplier accountable. I once fixed a critical connector housing for a high-voltage system that kept failing conductivity tests. The client was facing a brand-damaging recall. They were ready to switch to a PEEK material that was five times the cost. I looked at their mold design1 and saw a massive hot spot right where the connector pin sat, caused by a lazy cooling layout. We retooled their mold with proper conformal cooling2. The PPAP samples passed on the first run, and we saved them from a recall and an unnecessary $250,000 in extra material costs over the life of the product. That’s the difference expertise in customized metal parts makes.
Mold Thermal Management Audit Checklist
| Item to Check | What to Ask for | Green Flag (Good Supplier) | Red Flag (Bad Supplier) |
|---|---|---|---|
| Design Phase | "Show me the thermal simulation from the mold flow analysis." | Provides a detailed report showing a uniform temperature distribution across the mold surface. | "We don't do that." or provides a generic, non-specific report. |
| Cooling Channels | "What type of cooling design are you using?" | They explain why they chose a specific design (e.g., conformal cooling1) for your part's geometry. | "We use a standard design." for a complex part. |
| Production Control | "How do you monitor mold temperature during the run?" | They use thermal sensors in the mold or regular thermal camera checks. | "The machine controls it." or a vague, non-committal answer. |
| Mold Material | "What steel are you using for the mold, and why?" | Uses high-conductivity tool steel like H132 to pull heat away efficiently. | Uses cheaper, low-conductivity steel like P20 for a high-volume part, creating hot spots. |
Frequently Asked Questions
What are the main causes of warping in plastic injection molded parts?
The absolute primary cause is non-uniform cooling1. When one part of the component cools and solidifies faster than another, the differing shrinkage rates create internal stresses that pull and twist the part out of shape.
How does cooling time2 affect the final plastic part?
Cooling time is critical. Too short, and the part may not be solid enough, causing warping upon ejection. Too long, and it can create an overly brittle crystalline structure in some materials. The goal is not just fast, but controlled and uniform cooling.
Is it cheaper to use a better mold1 or a more expensive plastic?
In the long run, it is always cheaper to invest in a better mold1. A high-quality mold with excellent thermal management can produce perfect parts from a standard, cost-effective material. Using an expensive, high-performance plastic to compensate for a bad mold is a costly and unreliable strategy.
What is conformal cooling2 and is it worth it?
Conformal cooling involves creating cooling channels that follow the exact shape of the part, rather than just straight drilled lines. This ensures extremely uniform cooling. It costs more to build the mold, but it pays for itself through lower cycle times, fewer rejects, and superior part quality. For high-performance parts, it is absolutely worth it.

Ready to Build Your Parts Right the First Time?
Stop wasting money on failed parts and expensive materials that don't solve the real problem. Let's talk about building a robust process, starting with a world-class mold. Our team has the expertise to see what others miss.
> Upload Your RFQ and Get a Quote <