
Budgets feel tight. Delays creep in. I cut both by matching alloy, geometry, process, and packaging to real loads and lanes—not assumptions.
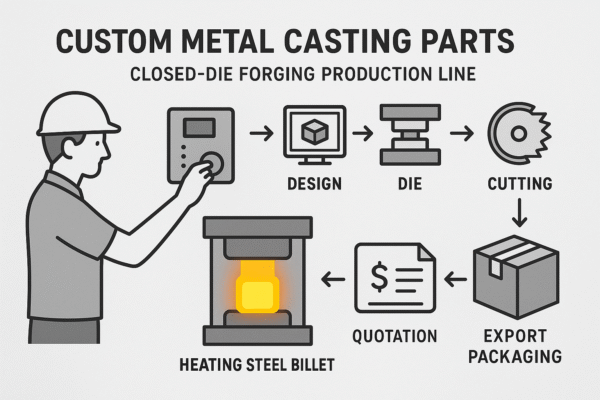
To reduce costs on custom forgings: right-size alloy strength; design for forging with generous fillets and minimal machining stock; pick a process aligned to volume/tolerance; and engineer packaging and Incoterms. Validate with PPAP/FAIR and ISTA tests. These actions lower buy-to-fly, machining minutes, scrap, and transit risk without hurting function.
Below, I show exactly how I implement this on weekly RFQs—and where internal checks save the most money and time.
Material Selection: Choosing the Right Alloys for Performance and Price?
Specs often overreach and budgets suffer. I start with duty, temperature, and corrosion, then confirm machinability and stock availability.
Pick the lowest-grade alloy that meets loads and environment. Confirm local billet/bar sizes, machinability, and heat-treat windows. Validate coatings before jumping to exotic grades. Lock hardness targets and quench media with the forge to avoid scrap, distortion, delays, and tool wear—while protecting safety factors and life.
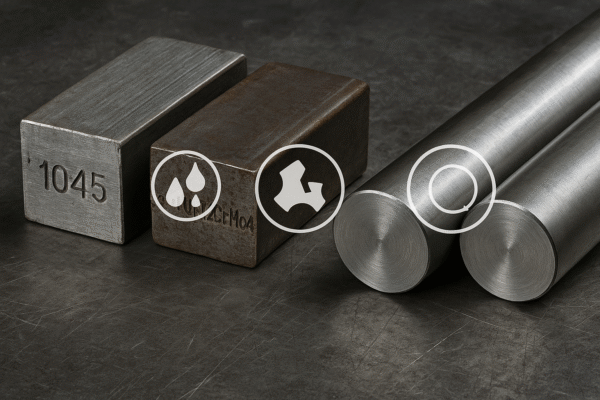
I right-size strength to real load cases, not hopes. I calculate safety factor from peak and cyclic loads, include temperature spikes and fatigue (Safety factor, Fatigue (material)). Then I ask: can a coating protect a milder steel? This alone often avoids unnecessary premium alloys. I map candidate diameters to common bar/billet sizes and confirm general bar requirements per ASTM A29/A29M. That keeps stock ready and reduces buy-to-fly waste (see Buy-to-fly ratio).
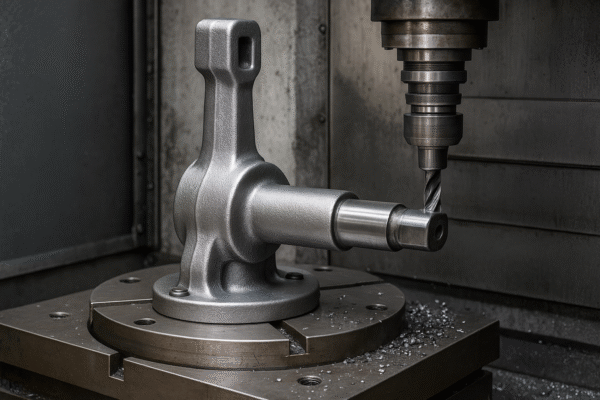
Next, I plan downstream machining with our CNC team. We run short tool-life trials and compare inserts using the Taylor curve (Tool life). I align heat treatment early—soak times, quench media, and hardness bands—to predict distortion and place stock only where tools need it (Quenching, Tempering). If plating is required, I mitigate hydrogen embrittlement per ISO 4042 and verify with torque-tension; background: Hydrogen embrittlement, Charpy impact test. Our QMS follows ISO 9001. For process fit, see our internal pages: CNC Parts and Quality Management. Long-form technical notes live at docs and case studies at blog.
Upload your drawing to get 24-hour DFM advice and a comparative alloy quote.
Practical checkpoints buyers should verify
- Confirm safety factor from real loads/environment—not catalogue assumptions.
- Verify local bar/billet sizes to avoid mill-order lead times.
- Lock heat-treat window and hardness band with the forge.
Quality & packaging notes buyers care about
- Request mill certs, hardness maps, and CMM on critical faces (Coordinate-measuring machine).
- Add embrittlement bake records when parts are electroplated.
- Include rust-preventive oil and sealed poly for carbon steels.
| Factor | Option A | Option B | What it means for cost/lead time |
|---|---|---|---|
| Material/Grade | 1045 | 4140/42CrMo4 | 1045 is cheaper and machines faster; 4140 adds strength but increases tool wear and heat-treat time. |
| Strength/Hardness | ~600–700 MPa / HRC 20–28 | ~900–1100 MPa / HRC 28–36 | Higher strength can reduce section size but raises machining minutes and control needs. |
| Corrosion Resistance | Low (needs coating/oil) | Low (needs coating/oil) | Use coatings or stainless only where environment demands it. |
| Tolerance Feasibility | Finish-machine KPCs | Finish-machine KPCs | Don’t over-tighten forged-face bands; hold tight where it matters. |
| Surface Finish | As-forged + targeted machining | As-forged + targeted machining | Harder steels reduce tool life on finishing—budget inserts accordingly. |
| Testing/Reports | Mill cert + HRC + CMM | + Charpy if needed | Extra tests add cost/lead; request only what affects function. |
Design for Forging (DFF): Simplifying Shapes to Save Tooling and Labor Costs?
Complex shapes burn time and kill die life. I push complexity to the cheapest step.
Use generous radii, adequate draft, and uniform sections. Balance the parting line. Move threads/slots to post-forge machining. Add machining stock only where it’s needed for grip and cleanup. These rules improve fill, extend die life, shorten cycles, and stabilize KPC capability.
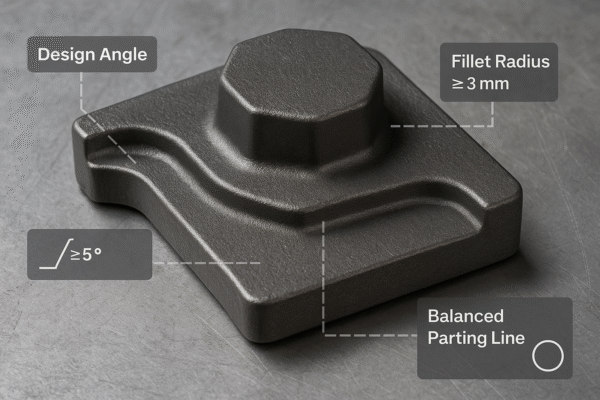
I map each feature to its best process: forge near-net bosses and ribs for strength/grain flow, then CNC the slots, threads, and keyways where precision matters (Forging). I avoid blanket stock that causes air-cutting; instead I add stock only where tools need grip or cleanup. Generous fillets reduce lap risk, improve fill, and cut die repair. I center mass on the parting line for balanced flow and consistent flash trim. I design clamp faces for simple 3-2-1 fixtures (Jigs and fixtures) and add probe points that survive shot-blast. I lock these rules in a one-page DFF checklist attached to the drawing and tie scrap codes to DFF fields during launch—so we close the loop with facts. Training references: Forging Industry Association. Cross-process ideas: Stamping Parts. For approvals and gauges, see PPAP & FAIR. Threads follow ISO metric screw thread. Surface prep references: Shot peening, Surface roughness. See examples on our blog: blog.
Upload your drawing for a DFF review and a die-life/cycle-time improvement plan in 24 hours.
Practical checkpoints buyers should verify
- Draft angle ≥ 5° where possible; more on tall walls.
- Fillet radius ≥ 3 mm; avoid sharp internal corners.
- Uniform wall thickness within ±15% to reduce distortion.
Quality & packaging notes buyers care about
- Keep datum scheme from forged faces for stable workholding.
- Define probe/inspection points that survive shot-blast.
- Specify scale-removal method to protect critical surfaces.
| Factor | Option A | Option B | What it means for cost/lead time |
|---|---|---|---|
| Material/Grade | Same alloy + generous fillets | Same alloy + sharp corners | Larger radii lower fill pressure and die wear; fewer reworks and longer die intervals. |
| Strength/Hardness | Grain-flow-aligned ribs | Grain flow disrupted | Better fatigue life; potential section reduction. |
| Corrosion Resistance | Coat post-machining | Expose as-forged | Coatings adhere better to machined surfaces—plan sequence. |
| Tolerance Feasibility | CNC critical faces only | Tight as-forged everywhere | Focus machining on KPCs to shorten cycles and stabilize Cpk. |
| Surface Finish | As-forged + light cleanup | Heavy machining throughout | Less stock = fewer chips and lower tool cost. |
| Testing/Reports | FAIR on KPCs | FAIR on all features | Risk-based scope prevents delays and excess gauging. |
Process Optimization: Open-Die, Closed-Die, and Precision Forging Compared?
Teams often choose by habit. I choose by volume, tolerance, geometry risk, and buy-to-fly.
Use open-die for large, flexible sizes and simple geometries. Choose closed-die for steady repeats with medium-tight bands. Select precision forging when chips are heavy or profiles require tight tolerances. Pilot a small lot, then scale with PPAP/FAIR to stabilize KPCs and lead time.
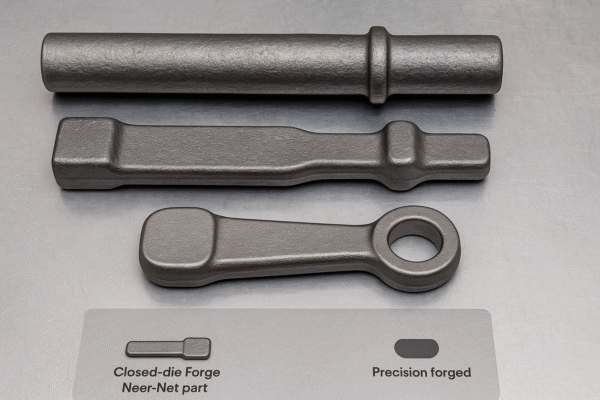
I start with buy-to-fly (billet mass vs finished mass). Heavy chip loads suggest precision forging to cut roughing minutes and tool wear. Tolerance fit next: closed-die provides stable, repeatable bands for medium runs; open-die suits shafts, rings, and large blocks where flexibility outranks tight geometry (Open-die forging, Drop forging). These guidelines align with FIA process primers.
I weigh die cost, changeover, and repair. For closed-die/precision cavities, I estimate insert life and repair intervals; for open-die, I account for skilled hammer time, trim, shot-blast, and inspection. I plan a pilot lot with gauges and add PPAP/FAIR per risk; AIAG Core Tools and PPAP control variation from day one. I set clear KPCs on machined faces, monitor capability via Process capability index (Cpk), and react early to drift. If geometry suggests a different path, I compare Casting with our in-house routes: Casting Parts and downstream CNC Parts. For assemblies, leverage our Fasteners.
Send your drawing for an open-die vs closed-die vs precision comparison with cost, lead, and capability trade-offs in 24 hours.
Practical checkpoints buyers should verify
- Calculate buy-to-fly and estimated chip volume before selecting a route.
- Confirm achievable as-forged bands and which faces must be CNC-finished.
- Run a pilot and Cpk check on KPCs before full release.
Quality & packaging notes buyers care about
- Define FAIR/PPAP level by program risk.
- Align gage R&R/MSA with KPC tolerances (MSA).
- Document die-maintenance intervals to predict delivery risk.
| Factor | Option A | Option B | What it means for cost/lead time |
|---|---|---|---|
| Material/Grade | Closed-die, common alloy | Precision forging, same alloy | Precision reduces chips but adds tooling; payback requires volume. |
| Strength/Hardness | Normalized + CNC finish | Q&T + CNC finish | Heat-treat choice affects distortion and finishing minutes—align early. |
| Corrosion Resistance | Oil + paint | Plating + bake (ISO 4042) | Plating adds steps and bake-out time; specify only when required. |
| Tolerance Feasibility | Medium bands | Tight bands | Precision forging holds tighter bands, cutting machining. |
| Surface Finish | As-forged + machining | Near-net as-forged | Near-net faces reduce roughing passes. |
| Testing/Reports | FAIR + CMM | PPAP + capability | Higher rigor adds lead; use risk-based levels. |
Supply Chain and Packaging: Cutting Transportation, Storage, and Rework Expenses?
Great parts still lose money in transit. I design packaging for the full lane and align Incoterms early.
Engineer packaging for the last mile, not just export. Use VCI, desiccants, blocked pallets (ISPM-15), and barcoded inners. Align responsibilities via Incoterms and validate with ISTA tests. Photo-document packouts. These steps prevent rust, damage, and count errors—shrinking landed cost and disputes.

I begin with a lane map: ports, hubs, climate zones, last-mile profile. I set moisture control using Vapor corrosion inhibitor materials and Desiccants, specify blocked pallets with IPPC ISPM-15 compliant wood, and define wrap patterns and corner guards. I validate with ISTA procedures that simulate common hazards. Internally, our templates live at Packaging SOP.
Next, I align cash and risk through Incoterms—EXW, FOB, CIF, DAP, DPU, or DDP—using the ICC Incoterms® 2020 framework (overview: Incoterms). I put the chosen term on quotes and contracts so responsibilities are clear before booking. To speed receiving and audits, I barcode inners with SKU, PO, and heat number; I add QR links to digital certs. For buyers, we keep checklists at Incoterms 2020 Guide and QMS docs at docs.
Finally, I treat corrosion/handling as design inputs. Carbon steels often ship best with light oil plus VCI, while stainless (e.g., 316L) needs scratch protection more than moisture control. I standardize counts and carton footprints for line-side efficiency and mirror your preferred ISTA profile to eliminate surprises on first receipt. For program approvals, we add FAIR/PPAP within our ISO 9001 QMS; templates and examples appear at PPAP & FAIR.
Ask me for a packaging and Incoterms plan tailored to your lane—plus a packout photo standard—within 24 hours of your RFQ via our Contact page.
Practical checkpoints buyers should verify
- Confirm ISPM-15 stamp, blocked pallets, strap patterns, and corner guards.
- Specify VCI grade, desiccant units (per m³), and sealed poly gauges.
- Put Incoterms, labeling, and pack photos on the PO.
Quality & packaging notes buyers care about
- Barcode inners (SKU/PO/heat); add QR links to certs.
- Cap unit weights for ergonomic handling.
- Run ISTA drop/compression tests and retain reports.
| Factor | Option A | Option B | What it means for cost/lead time |
|---|---|---|---|
| Material/Grade | Carbon steel + light oil | Carbon steel + VCI + desiccant | VCI/desiccant add pennies/unit but prevent rust claims and rework. |
| Strength/Hardness | As-received | After bake-out (plated parts) | Embrittlement bake adds time; budget it whenever electroplating is used. |
| Corrosion Resistance | Basic export wrap | Engineered moisture system | Engineered packs cut RMAs in humid lanes. |
| Tolerance Feasibility | Loose pack counts | Barcoded inners | Barcodes reduce counting errors and accelerate receiving. |
| Surface Finish | Unprotected faces | Film/contact protectors | Face protection prevents rub marks on machined surfaces. |
| Testing/Reports | None | ISTA 3A/3E + photos | Small upfront effort prevents long claim cycles later. |
Conclusion
Choose the right alloy, design for forging, match the process, and engineer packaging—then send drawings now for a 24-hour DFM review and quote.
