

I feel the same pressure you feel. Quotes move and margins shrink. So I control cost at concept.
Design teams can trim total cost when they plan material, tooling, process, and packaging together. Simple checklists, fast trials, and clear data usually save 10–20% overall.
So stay with me. I will share playbooks that I use at Prime. Then you can copy, adapt, and win your launch.
Which material and geometry choices lower unit cost without risk?
I meet teams that chase resin price only. But real cost comes from density, cooling, and shrink. So I shortlist materials with part geometry in mind.
Choose resins and metals with cycle, yield, and finish in view. Then tune wall thickness, ribs, and radii before drawings freeze. You remove waste early and avoid costly rework later.

Dive deeper: fast, simple rules that guide resin and sheet choices
I plan by part function first, and I score five levers: weight, cooling, stability, finish, and wear. Then I test thin sections because cooling time dominates cycle. I also keep uniform walls and short flow paths. And I add ribs when I need stiffness without thick walls. I avoid sharp corners because they slow flow and invite stress marks. Next, I lock bosses at 40–60% of parent wall. So sinks stay low and cosmetics stay clean.
I also compare real part cost, not pellet price. A higher priced pellet can win if it cools faster and trims seconds. Likewise, a lower density grade can cut weight and save freight. For metal parts, I weigh strength against formability and tool life. For example, I may choose mild steel for deep draws and add local hardening later. I use these checks early, and I write them into the RFQ. Then suppliers quote apples to apples.
Practical shortlist and notes
| Candidate | Use case | Key lever | Typical risk | My countermeasure |
|---|---|---|---|---|
| PP | Living hinges, light housings | Low density, easy flow | Sink at thick spots | Add ribs and coring |
| ABS | General housings | Good finish and toughness | Gloss variation | Define SPI finish code |
| PC | Clear and impact parts | High impact | Moisture splay | Dry, seal, log moisture |
| PA66 GF30 | Structural clips | Stiff and heat stable | Fiber read | Gate and polish carefully |
| SPCC sheet | Stamped brackets | Low cost, easy form | Springback | Add draw beads and pilot |
| 304 SS | Corrosion parts | Clean finish | Work hardening | Reduce hits and polish dies |
SEO anchors: custom stamping parts supplier, CNC parts precision machining, ISO-certified casting parts manufacturer, plastic parts injection molding factory, industrial fasteners wholesale, custom welding parts fabrication.
What tooling decisions save more over the program life?
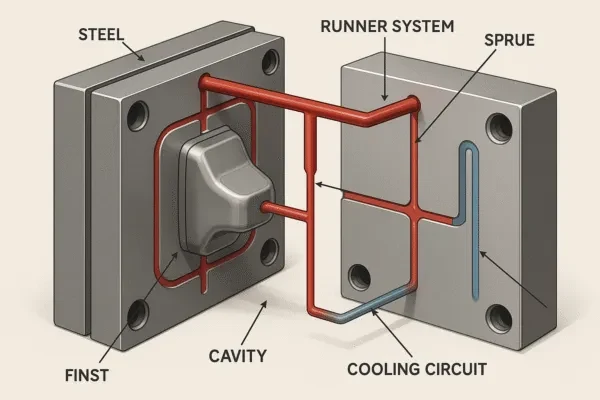
I tie tooling to the program plan. So I choose steel, cavitation, gates, and cooling with volume and changeovers in mind. Then I set an upgrade path.
I compare runner waste, cycle time, uptime, and changeover. I also define finishes with SPI codes and set cooling acceptance criteria. Clear rules protect speed and cosmetics.
Dive deeper: hot vs. cold runners, single vs. progressive dies
First, I map real cash drivers. Runner weight plus resin price shows scrap dollars per shot. Then I add cycle deltas, color-change time, and energy. For hot runners, I include manifold power and spares. I also check maintenance skill on site. For stamping, I compare single-hit tooling to progressive dies. Progressive dies cost more at first, but they raise yield and cut handling. When volume grows, they usually pay back fast.
Next, I write a tooling spec that suppliers can follow. I set steel grades, water-line size, ΔT, and flow. I log inlet and outlet temperatures at trials. Then I fix the gate type and finish codes in the PO. I document wear parts and list spares. I ask for a recovery time for unplanned stops. With these points locked, I see fewer surprises during ramp.
Program-life ROI snapshot
| Choice | Upfront cost | Cycle / rate | Scrap | Changeover | When I pick it |
|---|---|---|---|---|---|
| Cold runner mold | Low | Slower | High | Faster | Low volume, many colors |
| Hot runner mold | High | Faster | Low | Slower | High resin price, stable colors |
| Single-hit die | Low | Lower rate | Medium | Fast | Simple parts, short runs |
| Progressive die | High | High rate | Low | Slower | High volume, tight pitch |
How should I match volume to the right process?
I pick the process that fits volume, tolerance, and geometry. Then I check energy and changeovers. So the path stays flexible as volume grows.
For prototypes, I keep CNC and 3D printing. For scale, I move to molding, stamping, or casting. Then I lock fixtures and gauges early to protect yield.
Dive deeper: volume ladders and quick switch plans
I begin with a simple ladder. At 1–100 pieces, I use CNC or SLS to learn geometry fast. I adjust walls, ribs, and clips. I learn weak spots before I cut steel. At 100–1,000 pieces, I may use soft tooling, vacuum casting, or simple dies. These tools teach me gates, vents, and handling. At 1,000–10,000 pieces, I lock single-cavity tools or single-hit dies. I confirm cycle, OEE, and pack. Then, at 10,000+, I step to multi-cavity molds or progressive dies. I drive rate and reduce touch time.
I also plan a switch path early. I size presses and feeders with future cavitation in mind. I leave space for an added water manifold or a heater zone. I design parts that accept gate moves or minor die station changes. Then change goes faster and cheaper. Meanwhile, I build simple check fixtures. I put them near the machine to catch drift. So I maintain capability while the line speeds up.
Volume vs. method planning grid
| Annual volume | Best-fit method | Typical unit cost trend | Key decision |
|---|---|---|---|
| 10–100 | CNC / SLS | High | Learn geometry |
| 100–1,000 | Soft tools / simple dies | Falling | Prove process |
| 1,000–10,000 | Single-cavity / single-hit | Lower | Stabilize yield |
| 10,000–100,000+ | Multi-cavity / progressive | Lowest | Max rate, add automation |
How do I control quality, packaging, and logistics costs upfront?
I treat QC and packaging as part of the product. So I plan sampling, fixtures, and pack tests at RFQ. Then I avoid late changes and rework.
I set CTQs, simple gauges, and clear AQLs. I add ISTA-style pack validation and pallet rules. I document labels, barcodes, and ESD needs for electronics.
Dive deeper: right-size inspection and pack that survives the lane
First, I define what matters. I split features into critical, major, and minor. Then I pick short checks that live near the machine. I use go/no-go gauges for snap fits. I set color limits and gloss samples. And I run capability studies at production rate, not in a lab. Next, I write a simple reaction plan. If a lot fails, the team stops, contains, and escalates. We chase root cause with time-boxed actions. This keeps costs down and trust high.
Second, I design packaging that fits the lane. For parcels, I use ISTA 3A style tests. I include drop, vibration, and compression. I fix pack photos and part orientation in the PO. For pallets, I specify ISPM-15 wood, corner boards, and banding. I set stack height and load factors. And for electronics, I add ESD bags and humidity cards. Because I lock these points early, I avoid damage and claims. Then deliveries arrive clean and ready.
QC and packaging planner
| Item | Target | Method | Escalation |
|---|---|---|---|
| Snap height | Cpk ≥ 1.33 | Go/No-go gauge | Sort, adjust tool |
| Gate vestige | ≤ 0.15 mm | Visual + sample | Polish, gate move |
| Color ΔE | ≤ 1.0 | Spectro | Adjust dosing |
| Pack test | ISTA 3A | Drop + vibe + comp | Redesign dunnage |
| Pallet | ISPM-15 | Heat treated | Replace on fail |
I do not rely on hope. So I lock deliverables that protect cost, schedule, and quality. Then I hold both sides to them.
I ask for PPAP/FAI packs, cooling data, OEE baselines, and a mold life plan. I define recovery time, spare parts, and price adjustment rules. This keeps programs stable.
Dive deeper: the contract terms that keep teams honest
I write a one-page deliverables list. It includes PPAP (or FAI), a control plan, and a process flow. I add gauge R&R where needed. I require cavity pressure or tie-bar strain when parts are tight. I also lock a stable run proof. The team must run at rate for two hours and record yield. We agree on a mold and press binding list. Then changes need sign-off. This protects rate and quality during ramp.
I also cover ownership, service, and price rules. I set a mold life target and list wear parts. I ask for spares on hand and an annual teardown and descale. I define a 48-hour recovery time for critical tools. For price, I link resin, FX, and freight adjustments to public indices. Finally, I fix traceability: lot code, cavity, date, and machine. When problems hit, we move fast with an 8D sheet and clear timing.
Supplier deliverables checklist
| Area | Must-have |
|---|---|
| APQP pack | Control Plan, PFMEA, Process Flow, ISIR |
| Capability | Cpk study at rate on CTQs |
| Process | Transfer point, hold profile, temp windows |
| Cooling | ΔT, flow, and pressure drop logs |
| Service | Spares list, recovery SLA, yearly inspection |
| Pricing | Index-based adjustment formula |
| Traceability | Lot, date, machine, mold, cavity |
How does Prime turn these rules into real savings?
I work for Shandong Prime International Trade Co., Ltd. I build plans around your numbers. Then I own the results.
Since 1993, Prime has shipped stamping parts, CNC parts, welding parts, casting parts, fasteners, and plastic parts. We run 10 production lines, hold ISO certification, and support flexible customization with fast delivery.

Dive deeper: one team, one plan, one inbox
First, I assign one engineer to own your build. This person aligns material, tooling, and packaging from day one. We propose options with pros and cons in one view. We also send DFM notes with simple sketches. You reply once and we update fast. Next, we schedule T0, T1, and PPAP dates with you. We attach cooling logs, cavity pressure plots, and pack photos. So you get proof, not claims.
Second, I align our lines to your forecast. We reserve the right presses, dies, and fixtures. We also create a mold upgrade plan for future cavitation. Then we fix a clear labeling and pallet spec for your 3PL. Finally, we send a simple quote with the full cost model. It shows cycle time, scrap, energy, and pack costs. So you can challenge any line and tune the plan with us.
What you get at a glance
| Benefit | What Prime delivers |
|---|---|
| Lower unit cost | Faster cooling, less scrap, right cavitation |
| Stable quality | PPAP/FAI, Cpk at rate, in-cell checks |
| Faster launch | DFM in 48 hours, clear trial plan |
| Fewer claims | ISTA-tested packs, ESD controls, clean labels |
| Easier buy | One-stop industrial metal and plastic parts |
FAQs
Q1: Can you support both prototypes and mass production? Yes. I use CNC and 3D printing for quick prototypes. Then I move to molding, stamping, or casting for mass production.
Q2: How fast can you share DFM feedback? Usually within two business days. I share risks, gate options, and a simple cost impact list.
Q3: Which certifications do you hold? We hold ISO quality certification. I share scope and audit dates on request.
Q4: Do you accept PPAP or FAI? Yes. I provide PPAP Level 3 or FAI packs. I include capability results from a production-rate run.
Q5: Can you label and pack to my standard? Yes. I follow your barcode and ESD rules. I also run ISTA-style tests and fix photos into the PO.
Q6: Do you support custom logos on fasteners and housings? Yes. I add laser marks, pad prints, and embossing. I confirm location and contrast with clear samples.
Q7: How do you protect schedules when volumes grow? I define an upgrade path. Then I add cavitation or die stations with minimal changes.
Q8: What payment and shipping terms do you support? I support common trade terms and lanes. I quote ocean and air options with lead times and pack sizes.
Conclusion
Plan early, pick the right process, lock QC and pack, and hold data. Then savings stick and launches stay on time.
Ready to move? Email Prime today for a free consult, fast DFM, and a firm quote. I will align materials, tooling, and logistics with your targets. Our ISO-certified team ships fast with stable quality. Send your drawings now and get a custom plan the same week.