
What drives custom metal parts cost—and how can I cut costs across the top 10 customized parts?
August 18, 2025 • by [email protected]
Buyers lose margin to vague quotes, tight tolerances, and late packaging surprises. I show clear cost levers, realistic tolerances, and fast-win strategies across brackets, housings, gears, shafts, panels, frames, enclosures, heat sinks, bushings, and fasteners.
Custom metal part cost is driven by material grade/thickness, annual volume, tooling type, tolerance/flatness, finish, and inspection scope. Cut cost by standardizing radii/holes, widening tolerances to ISO 2768-mK where possible, optimizing nesting, using progressive dies for volumes, consolidating operations, and batching finishes per ASTM B633.
I’ll keep it practical, with specific numbers, trade-offs, and packaging notes that protect product value in transit.
Top Tips for Perfect Metal Stamping Results?
Tight deadlines and thin margins punish trial-and-error. Use proven rules to get parts right the first time.
Design to the material thickness (t): inside bend radius ≥ 1.0t, minimum hole ≥ 1.2t, hole-to-edge ≥ 1.5t, feature-to-feature ≥ 2.0t. Default to ISO 2768-mK for general tolerances, target burr ≤ 0.05 mm (0.002″), and specify finish per ASTM B633 or powder 60–90 µm (2.4–3.5 mils).
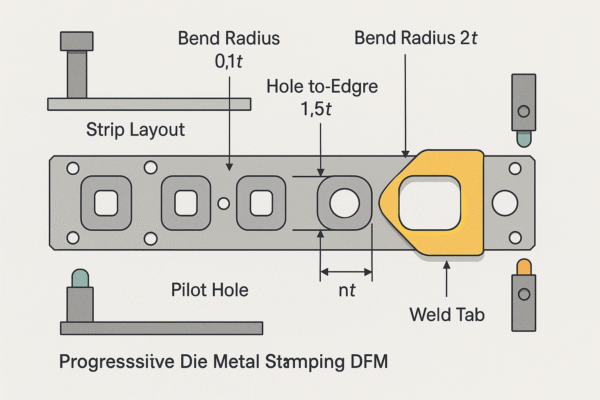
When I quote stampings (steel, stainless, aluminum), I start with thickness-based geometry. Bend radii below 1.0t crack high-strength steel; above 1.5t reduces springback risk. I keep holes away from bends by ≥ 2.0t. For form-critical covers, I maintain flatness 0.2 mm/100 mm (0.008″/4″) after deburr. General tolerances default to ISO 2768-1/-2 unless you call out tighter fits—tight zones are fine, but each non-standard callout adds setup time and inspection.
Material choice is a major lever. Mild steel (DC01/SPCC), 304/316 stainless, and 5052-H32/6061-T6 aluminum cover 90% of cases. If corrosion is the worry, zinc 8–12 µm per ASTM B633 Type II/III beats paint cost-wise; for cosmetics and chip resistance, powder coat 60–90 µm with adhesion checked by ASTM D3359. For wear areas, coin or emboss in-die to avoid secondary machining.
Process selection is next. Blanking by progressive die wins above ~30–50k/year; for prototypes or 1–5k/year, laser + soft tools + press brake is cheaper. In-die tapping and in-die sensors catch strip wander early, reducing scrap. I specify burr ≤ 0.05 mm and Ra ≤ 3.2 µm (per ISO 1302) after tumbling.
Prime (China) has 10 production lines, so we stage FAI/CMM quickly and lock packaging early to prevent dents and coating rubs. Send me your drawing; I’ll mark DFM changes that preserve function and shave cycles. Upload your drawing for 24-hour DFM advice and quote.
Practical checkpoints buyers should verify
- Bend reliefs present; holes ≥ 1.2t and ≥ 2.0t from bends.
- Flatness after finish ≤ 0.2 mm/100 mm; burr ≤ 0.05 mm.
- Finish and tests referenced to standards (ASTM/ISO) on the print.
Quality & packaging notes buyers care about
- FAI with CMM on critical features; general per ISO 2768-mK.
- VCI + foam cell trays; drop test plan per ASTM D4169.
- RoHS/REACH compliance declarations per EU 2011/65/EU.
| Factor | Option A | Option B | What it means for cost/lead time |
|---|---|---|---|
| Material/Grade | DC01/SPCC | 304 SS | SS costs more; higher corrosion resistance, longer press life impact |
| Strength/Hardness | HRB 60–80 | HSS/DP steel | HSS raises tool wear; slower speed, pricier tooling |
| Corrosion Resistance | Zinc 8–12 µm | Powder 70 µm | Zinc cheaper; powder better cosmetics, adds cure time |
| Tolerance Feasibility | ISO 2768-mK | Custom ±0.05 mm | Tight zones increase SPC/inspection time |
| Surface Finish | Ra ≤ 3.2 µm | Brushed/2B | Brushed adds abrasive step; allow for grain direction |
| Testing/Reports | FAI + COA | CMM + PPAP-like pack | Deeper docs extend lead time; plan early |
How Steel Stamping Parts Enhance Product Durability?
Warranty pain often traces to fatigue cracks, corrosion blooms, or loose assemblies. Smart steel choices make parts last.
Durability improves by selecting suitable steel grade, using bend radii ≥ 1.0t, removing burrs, and applying coatings validated by ISO 9227 salt spray. Zinc-nickel or powder coat achieves 480–720 h NSS without red rust; hardened features (per ISO 6508) resist wear at interfaces.
From the buyer’s view, durability is predictable when design, material, and finish align. If the part sees road salt or seaside air, mild steel with zinc-nickel or powder coat beats plain zinc. I specify coating thickness uniformly and validate with neutral salt spray (NSS) hours per ISO 9227: 240 h for basic zinc, 480–720 h for zinc-nickel or quality powder. Edges are coating-weak; I call for edge-rounding (R0.2–0.3 mm) before finish to prevent early creep corrosion.
Geometry matters. Sharp inside corners concentrate stress; using R ≥ 1.0t and avoiding piercing near bends protects fatigue life. Slots replace clusters of small holes to keep ligament strength. At wear points, coined flats or in-die extrusions provide bearing area without adding parts. Where threads are needed in thin steel, I prefer extruded/tapped features (length ≥ 2.0t) or rivet nuts; in-die extrusion avoids post-op misalignment.
Hardness and forming are a balance. For latch plates or spring clips, I might form in annealed steel and then induction-harden the working surfaces to HRC 40–50 (verified by ISO 6508). For brackets, cold-rolled low carbon steels (e.g., DC01) with work-hardening during forming often suffice.
Inspection locks durability in. I include edge burr ≤ 0.05 mm, Ra ≤ 3.2 µm, adhesion by ASTM D3359, and coating thickness checks. Packaging preserves coating: foam cells, interleaves, VCI, and humidity indicator cards. Prime’s inspection pack includes FAI/CMM on criticals and material 3.1 certs per EN 10204. Upload your drawing for 24-hour DFM advice and quote.
Practical checkpoints buyers should verify
- Inside radii ≥ 1.0t; slot ligaments ≥ 1.5t; no pierce near bends.
- Coating spec with target hours (ISO 9227) and edge-rounding requirement.
- Thread strategy: extruded length ≥ 2.0t or hardware callouts.
Quality & packaging notes buyers care about
- Hardness checks on wear surfaces (ISO 6508).
- Cross-hatch adhesion (ASTM D3359) and thickness logs by part location.
- VCI bags + foam cells; corner guards to prevent powder rub.
| Factor | Option A | Option B | What it means for cost/lead time |
|---|---|---|---|
| Material/Grade | DC01 | HSLA | HSLA improves strength, tighter bend radius needed |
| Strength/Hardness | As-formed | Induction-hardened | Added process cost, major wear-life gain |
| Corrosion Resistance | Zinc | Zinc-Nickel/Powder | Higher NSS hours, added process time |
| Tolerance Feasibility | ISO 2768-mK | Selected ±0.05 mm | Tight areas for mating only |
| Surface Finish | Ra ≤ 3.2 µm | Brushed/Powder | Cosmetic upgrade, edge prep required |
| Testing/Reports | FAI + 3.1 | CMM map + NSS | Durability evidence, longer validation |
Innovations in Steel Stamping Parts Technology?
Costs creep when processes are static. New presses, sensors, and planning tools cut scrap and lead time.
Servo presses, digital die-sensing, and laser-blank + progressive hybrid lines reduce scrap 10–30%, improve flatness, and accelerate changeovers. Fineblanking sharpens edges for functional fits; AI vision automates 100% inspection. These upgrades consistently lower cost per piece at volumes while stabilizing quality and delivery.
I’ve watched three innovations change buyer outcomes. First, servo presses: programmable slide profiles reduce snap-through and springback on high-strength steel, letting us hit flatness targets with fewer re-hits and less tool wear. Second, in-die sensing networks catch strip misfeeds, slug pulls, and punch overloads, stopping the press before bad parts pile up—scrap drops double-digit. Third, hybrid laser-blank + progressive runs bridge low-to-mid volumes: we laser near-net blanks for flexibility, then form/pierce in a compact die set, eliminating a full progressive die for pilot runs.
For precision edges where bearing or sealing matters, fineblanking creates near-sheared zones >80% of thickness, producing squarer edges than conventional blanking—useful for pawls, links, and valve plates. Tooling is pricier, so I reserve it for parts where downstream grinding would otherwise be needed.
On the quality front, AI vision verifies hole presence, countersink orientation, and cosmetic zones in-line. SPC data ties to feature IDs, not just part lots, making capability reviews faster. Digital twins of die sets shorten tryout; we simulate strip progression, lifter timing, and station loads to avoid expensive re-cuts.
Prime (China) runs 10 production lines with progressive, transfer, and servo presses. We add FAI/CMM, traceable material certs, and packaging design early. For export, we build ISTA/ASTM D4169-aligned packaging, using VCI, foam trays, and reinforced cartons tested to your lane’s drop/stack schedule. Send your drawing; I’ll propose an innovation plan tied to your volumes and target cost. Upload your drawing for 24-hour DFM advice and quote.
Practical checkpoints buyers should verify
- Is a servo press available for HSLA/DP steel?
- Can early lots run laser-blank + form before committing to a full progressive die?
- Is in-die sensing/vision specified for high-risk features?
Quality & packaging notes buyers care about
- Cpk evidence on hole location and flatness; capability ≥ 1.33 where specified.
- Vision system false-accept/false-reject rates documented.
- Export-ready packaging with corner crush and drop test reports.
| Factor | Option A | Option B | What it means for cost/lead time |
|---|---|---|---|
| Material/Grade | Mild steel | HSLA/DP | Higher strength, needs servo/forming control |
| Strength/Hardness | Conventional | Fineblanked edges | Replaces secondary grinding at higher tooling cost |
| Corrosion Resistance | Basic zinc | Powder or zinc-nickel | Fewer warranty returns, extra curing/tank time |
| Tolerance Feasibility | Manual checks | AI vision + SPC | Faster release, lower escapes |
| Surface Finish | As-tumbled | Brushed/Powder | Cosmetic uplift, longer cycle |
| Testing/Reports | FAI only | FAI + CMM/vision pack | Better traceability, slight lead-time add |
Conclusion
Focus on thickness-based design rules, standard tolerances, smart coatings, and modern press/inspection tech—then upload your drawing for a 24-hour DFM review and fast quote.
