

Forged blanks can cut raw material cost, but they can raise machining risk. Buyers then face scrap, delays, and assembly rework. That’s why this guide is written from a buyer-risk perspective.
Machining forged parts works best when you match forging variation to machining allowance, then build fixtures around functional datums. Staged machining plus inspection gates controls heat-treat deformation.
If you already source forged blanks, this guide helps you reduce risk and total cost, and it helps you write RFQs suppliers can quote correctly. If you want forging + machining one-stop support, you can review our approach at Prime and route your RFQ through our team.
How does machining forgings differ from machining solid bar?
Forgings look near-net, but they rarely start “square.” Bar stock stays uniform, but forgings vary with draft, die wear, trimming, and heat history. So the first setup often decides your final result.
Machining from forgings needs more probing, more adaptive datums, and more planned stock removal than machining solid bar. Buyers should expect higher variation and should request a clear datum plan.

Why the forged “skin” changes tools and size
Forged surfaces often carry scale and decarb. The first cuts can wear tools faster, and uneven skin removal can pull sizes off target.
A practical control is a defined prep step when needed: descale/clean, identify “must-clean” zones, then rough with conservative feeds and depths until the surface stabilizes. Only then should you chase tight fits.
Why stock imbalance drives chatter and drift
Forgings can carry extra stock on one side. Cutter load then changes inside a single toolpath, chatter grows, and size can drift.
So remove stock in balanced stages, avoid heavy cuts near thin ribs, and give the part time to “settle” before finish passes.
| Topic | Forged blanks | Solid bar |
|---|---|---|
| Starting geometry | Draft and parting line variation | Regular and symmetric |
| Surface condition | Scale/decarb possible | Consistent skin |
| Stock distribution | Uneven and die-dependent | Predictable |
| Setup method | Probing + supports | Simple chuck/vice |
| Distortion risk | Higher after roughing | Usually lower |
If you need a supplier who handles these controls daily, you can review our machining scope here: https://primefabworks.com/cnc-parts/
How do I match forging tolerance with machining allowance?
Allowance looks simple, but it drives scrap and cycle time. Too little allowance causes clean-up failures. Too much allowance increases distortion, tool wear, and total cost. The safest approach is feature-based planning.
Machining tolerance for forged components improves when buyers label critical zones and set allowance by worst-case forging variation. Good RFQs mark sealing faces, datums, and “must clean” regions.
How to build an allowance map with your supplier
A clean RFQ process is:
- Buyer marks functional surfaces
- Supplier marks 100% clean-up zones
- Both sides identify low-risk zones where forging texture can remain
- Supplier proposes staged machining sequence + inspection gates
This plan protects tolerances where they matter while avoiding over-machining low-risk areas.
Allowance guidance you can copy into an RFQ
Use a feature-based plan instead of one blanket number.
| Feature type | Main risk | Allowance approach | Buyer note |
|---|---|---|---|
| Sealing face | Clean-up failure | Set by worst low spot | Request flatness evidence |
| Turned OD | Ovality/runout | Leave stock for true turning | Define datum axis |
| Deep bore | Spring/taper | Rough → settle → finish | Ask about bore gaging |
| Hole pattern | Position drift | Machine after stable datums | Share datum chain |
| Threads | Form/pitch issues | Plan around heat-treat | Define gage class |
Material selection changes movement and tooling
Different alloys and conditions move differently after heat-treat. Confirm grade and heat-treat condition early so your supplier can lock sequence, tooling, and checks.
| Forging material | Typical use | Machining note | Distortion tendency |
|---|---|---|---|
| Carbon steel | Flanges/fittings | Stable cutting | Medium |
| Alloy steel (42CrMo/4140) | Shafts/hubs | Needs staged machining | Higher |
| Stainless steel | Corrosion parts | Work hardens | Medium |
| Aluminum forging | Light structures | Clamp marks matter | Low to medium |
If you want one supplier across categories, you can route related items via:
What fixturing and datum strategy works best for forged parts?
Forgings rarely offer true flats for clamping. If you clamp on draft, the part tilts. Then holes shift and runout grows. Datum strategy matters as much as programming.
Good fixturing uses functional datums and stable contact points while avoiding over-constraint. Buyers should request a datum plan, clamp-force control, and probing checkpoints.
Build a functional datum chain (buyer language)
Start from the assembly interface. Choose datums that match real locating surfaces in the product. Then link every critical feature back to those datums.
If the forging lacks a stable datum, create one early (a small datum pad or pilot). Reuse it for later setups so every operation references the same intent.
Avoid false contact and clamp bending
Avoid flash lines and scaled edges. Use hardened buttons or adjustable supports. Verify seating with probing touches.
Clamp force can bend thin webs, so control torque, document it, and keep it repeatable batch-to-batch.
| Forged shape | Common buyer pain | Fixture strategy | Why it helps |
|---|---|---|---|
| Forged flange | Runout after flip | Pilot + expanding arbor | Controls concentricity |
| Forged shaft | Deflection in turning | Centers + steady rest | Holds straightness |
| Yoke/clevis | Hole pitch shifts | Machined pads + pins | Locks location chain |
| Block forging | Tilt from draft | Soft jaws with relief | Seats on true points |
To qualify our controls and reporting, start here: https://primefabworks.com/quality-control/
How do I control deformation for heat-treated forgings?
Heat-treat improves strength, but it can move your part. Rough machining releases stress, and heat-treat adds new stress. Shafts can bow and flanges can dish. Sequencing protects your final tolerance.
Deformation control works when suppliers stage machining, keep finish stock on critical faces, and add stress relief when risk stays high. Buyers should ask for inspection gates after roughing and after heat-treat.
![]()
What to review before committing to tight finishing
- Section thickness changes
- Long bores, thin flanges, deep pockets
- Heat-treat condition and hardness targets
- Datum stability across setups
If risk is high, plan staged removal. Avoid finishing critical faces too early. Measure after roughing to learn movement before you lock finish strategy.
Heat-treat choices and typical distortion risk
| Heat-treat condition | Typical goal | Machining impact | Distortion risk |
|---|---|---|---|
| Normalized | Uniform structure | Easier machining | Low |
| Quenched + tempered | High strength | Needs staged machining | High |
| Stress relieved | Reduce movement | Improves stability | Low to medium |
Controls that reduce scrap on the shop floor
| Control lever | What we do | Buyer benefit | Trade-off |
|---|---|---|---|
| Balanced roughing | Remove stock evenly | Less warp | More cycles |
| Stress relief step | Add thermal step when needed | Better stability | Extra time |
| Finish-last rule | Finish critical faces last | Protects datums | Requires planning |
| Clamp control | Limit torque | Less bending | Fixture effort |
| In-process checks | Measure each stage | Early correction | More QC time |
What “forging + machining” one-stop process flow should I demand?
Many quotes look simple but hide risk steps. Problems then appear after PO. A clear flow from raw material to final inspection keeps delivery stable.
A reliable one-stop service includes traceability, incoming inspection, staged machining, and final verification. Buyers should request a process table plus inspection deliverables.
Simple flow from raw material to final inspection
- Drawing review + risk notes
- Buyer-supplied forgings received (or forgings sourced under the same program)
- Incoming inspection + heat number tracking
- Descale / surface prep when needed
- Rough machining + datum creation
- Stress relief if risk stays high
- Semi-finish + verification
- Heat-treat to spec if required
- Finish machining to tolerance
- Deburr + surface protection)
- Final inspection + reports
- Packing validation + shipment
Process checklist you can use during supplier audits
| Step | Input | Key control | Output you can request |
|---|---|---|---|
| Review | Drawings + specs | Datum + allowance plan | Process outline |
| Incoming check | Forgings | Size/defects/ID marks | Incoming report |
| Rough machining | Forged blank | Balanced removal | Rough dims record |
| Thermal step | Rough part | Batch control | Batch record |
| Finish machining | Semi-finished | Probing + tooling control | Final dims record |
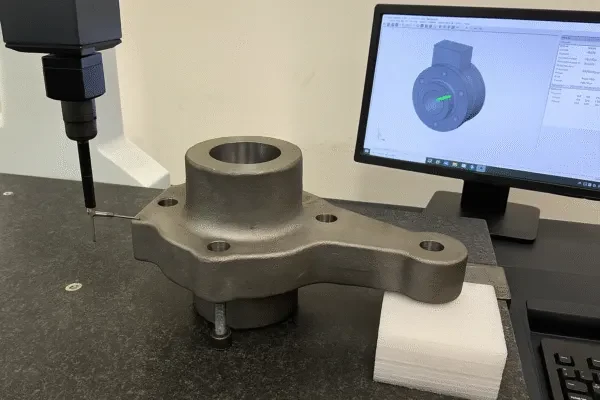
| Final QC | Finished part | Gauges/CMM as needed | Dimensional report |
| Packing | Approved part | Rust control + labels | Packing photos |

To centralize RFQs and documentation, contact us here:
What does a real delivery case look like for a forged flange or shaft?
Buyers need proof beyond claims. Here are two patterns that prevent rework and late delivery.
Successful flange and shaft programs use early datum creation, balanced roughing, and finish-last rules for critical faces. Buyers win when they send drawings, material, and tolerance priorities upfront.
Forged flange case: runout risk after heat-treat
A buyer sent forged flange blanks with a tight runout target. Another shop saw runout jump after heat-treat. The fix was a functional-axis plan:
- Machine a pilot and stable back face early
- Reuse that pilot for every flip
- Rough both faces in balanced passes
- After heat-treat, finish the sealing face last
- Verify runout before packing
Forged shaft case: long bore straightness and spring
A buyer needed a long bore inside a forged shaft and saw bowing after deep boring. The control plan was:
- Rough bore → settle → finish bore
- Use a steady rest during finishing
- Check straightness between stages
What we include in a buyer-facing report pack
| Deliverable | What it reduces | When provided |
|---|---|---|
| First-article dimensions | Receiving delays | First batch |
| Material cert + heat number | Traceability risk | Every batch |
| Process flow + checkpoints | Process drift | Program start |
| Trend for critical features | Hidden drift | Repeat orders |
If you also need welded subassemblies around forgings, review: Welding parts
FAQs: what buyers search before they RFQ machining forged parts
What should I send for an RFQ to a machining-from-forgings supplier?
Send the machining drawing and forging drawing if you have both, plus material grade, heat-treat condition, annual volume, and highlighted critical datums/tolerances.
How do I prevent clean-up failures on forged surfaces?
Mark “must clean” zones and define minimum allowance on those zones. Ask for incoming measurement on the forging batch and a staged machining plan.
Can you hold tight machining tolerance for forged components?
Yes—if you provide a stable datum chain and enough allowance. Probing, staged cuts, and inspection gates are the practical controls that keep size stable.
Should I finish machine before or after heat-treat?
Often: rough + datum creation before heat-treat, and finish critical sealing faces after heat-treat. The best sequence depends on distortion risk and the features that drive assembly.
What PPAP-style items matter most for forged machining?
Start with process flow, control plan, first-article results, and traceable material certs. Add capability studies only where risk truly demands them.
How do you reduce total cost, not only piece price?
Limit tight tolerances to functional zones, align datums to your assembly method, reduce setup count, and standardize inspection deliverables upfront.
Conclusion
Machining forged parts is reliable when you plan for forging variation, build fixtures around functional datums, and control deformation through staged machining and inspection gates.
If you want a quote, send your drawings, material grade, heat-treat condition, and tolerance priorities. Tell us which surfaces drive your assembly and inspection, and we’ll respond with a process plan, lead time, and inspection package.
Machining forged parts is reliable when you plan for forging variation, build fixtures around functional datums, and control deformation through staged machining and inspection gates.
If you want a quote, send your drawings, material grade, heat-treat condition, and tolerance priorities. Tell us which surfaces drive your assembly and inspection, and we’ll respond with a process plan, lead time, and inspection package.
Upload RFQ / Contact Prime → Explore our forging capability →