
Budgets feel tight, quotes jump, and deadlines move. I unpack the numbers and give clear, fast actions.
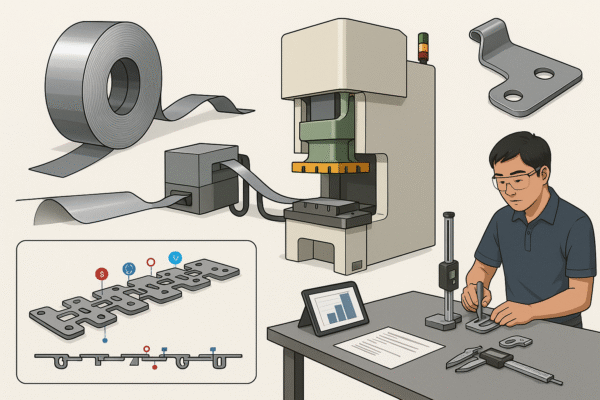
Metal stamping cost depends on material grade, thickness, tooling type, tolerance zones, press time, run volume, packaging, and freight. Progressive dies reduce unit cost at scale. Prototypes and tight tolerances increase price. Freight and export packaging also matter.
So stay with me. I map every driver to a lever you control. Then I show a transparent quote model you can reuse today.
What drives metal stamping cost?
I see confusion because suppliers share totals, not reasons. I break costs into simple drivers. Then I link each driver to clear actions.
Main drivers include sheet grade, thickness, coil width, draw depth, hit count, tonnage, strokes per minute, scrap rate, setup time, and tolerance zones. Higher volume lowers unit price through longer runs and fewer changeovers.
Dive Deeper: model the math and pull safe levers
Material, thickness, and coil width
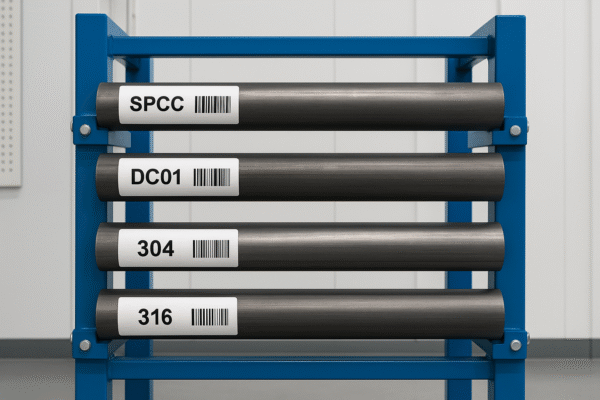
Material often dominates cost, so I start here. I confirm grade, temper, thickness, and finish. Then I align coil width with strip pitch to raise yield. I also check stock levels because available coils shorten lead time and avoid mill MOQs. As a custom stamping parts supplier, I keep common SPCC, DC01, and 304 on hand. When function allows, I swap to a lower grade after tests. When strength matters, I add beads or ribs instead of thickness jumps. And I verify bend radii so edges do not crack.
| Item | Typical Options | Cost Impact | Fast Lever |
|---|---|---|---|
| Grade | SPCC / DC01 / 304 / 316 | High | Trial lower grade for non-critical parts |
| Thickness | 0.3–4.0 mm | High | Add ribs and beads to keep strength |
| Coil width | 150–600 mm | Medium | Match width to die layout for yield |
| Surface | Oiled / Dry / Film | Medium | Pick finish by end use and pack |
Press tonnage, speed, and yield
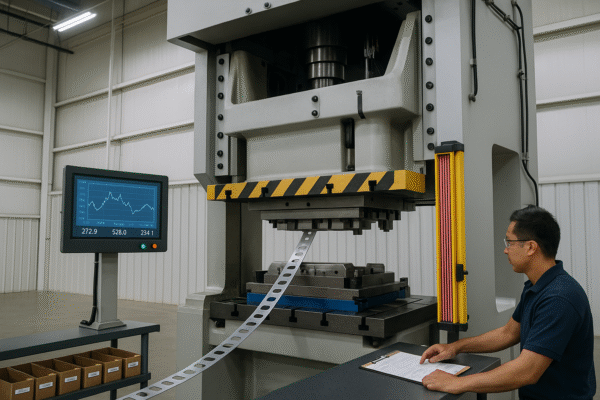
Press tonnage and strokes per minute shape machine cost. So I estimate force from perimeter, thickness, and shear strength. Then I choose a press window that leaves headroom. I add feed and part-out sensors to stop misfeeds before damage. Also, I publish predicted SPM, tool life, and changeover hours in the quote. Therefore, you see how cycle time drives price.
| Press | Window (t) | Typical SPM | Best Fit |
|---|---|---|---|
| 45 t | 35–45 | 80–180 | Thin stock, light pierce jobs |
| 110 t | 80–110 | 50–120 | Medium parts with forms |
| 200 t | 150–200 | 30–90 | Deep forms or thick stock |
Tolerance zoning and secondary ops
Tolerances steer die complexity and gaging. So I tag critical-to-function features in red and relax non-critical edges. I add CNC parts precision machining only where function needs it. I coin, extrude, or ream local features when the die cannot hold the final microns. Then I prove stability with SPC and capability data.
| Feature | Typical Tolerance | Cost Note |
|---|---|---|
| Datum holes | ±0.05 mm | Keep tight and gauge |
| Trim edges | ±0.15 mm | Open if safe for fit |
| Bend angle | ±0.5° | Control using go/no-go |
How do tooling choices change price and lead time?
Many buyers fear die cost, and I understand that. I show where tooling saves money, and where it does not.
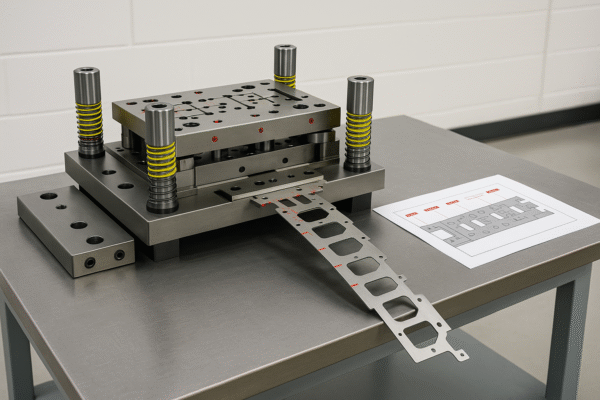
Stage dies suit low volume and development runs. Progressive dies suit scale and speed. Transfer dies handle deep shells. Insertable designs cut maintenance downtime. Sensors protect strips and punches and reduce scrap.
Dive Deeper: plan ROI and switch at the right volume
ROI, cross-over volume, and setup hours
I compare die amortization to unit savings, then I pick the switch point. Usually, a 6–9 month payback makes sense. I count setup hours because changeovers burn time and add risk. Standardized shoes and quick-change plates shorten swaps. And preventive maintenance locks uptime on our 10 press lines.
| Tooling | Upfront Cost | Unit @1k | Unit @100k | Cross-Over Guide |
|---|---|---|---|---|
| Stage | Low | High | Medium | < 8k pcs |
| Progressive | High | Medium | Low | > 8k pcs |
| Transfer | Very High | Medium | Low | Deep draws |
Sensors, inserts, and die life
Sensors stop bad hits before they damage tools. So I add feed, part-out, and load sensors. I schedule insert swaps by hit count, not by feeling. I share the die bill of materials and spare list. Therefore, you trust both uptime and cost. And you plan safety stock with real data.
| Control | Purpose | Result |
|---|---|---|
| Feed sensor | Detect misfeed | Fewer strip breaks |
| Part-out | Confirm ejection | Avoid double hits |
| Load cell | Watch force | Catch dull punches |
Prototypes and change management
Uncertain programs need agility. I use soft inserts and laser blanks. Then I freeze dimensions after trials. I release progressive tooling only when demand stabilizes. This path protects cash and keeps speed high.
How can I reduce stamping cost without quality risk?
You need savings now and zero surprises. I focus on safe, testable levers first.
Savings come from DFM sprints, smarter nesting, coil width alignment, tolerance zoning, combined operations, insert tooling, and export-safe packaging. Supplier capability and response speed also matter for stability.

Dive Deeper: apply DFM, nesting, and packaging to cut waste
DFM checklist I run before quotes
I run a fast DFM review on every RFQ. I flag tiny holes, knife edges, and sharp corners. Then I propose fillets, beads, or ribs to keep strength with thinner stock. I standardize hole sizes to punch standards to avoid special tools. And I document each change with a mark-up and note, so decisions move fast.
| Lever | Action | Typical Saving | Risk |
|---|---|---|---|
| Fillets | Replace sharp corners | 2–6% | Low |
| Hole size | Use punch standards | 1–4% | Low |
| Ribbing | Keep strength, reduce thickness | 3–8% | Low |
| In-die pierce | Combine operations | 2–10% | Medium |
| Insert tooling | Swap wear areas fast | 1–4% | Low |
Nesting, coil width, and freight
I pair left and right parts to share webs. Then I rotate parts to fit coil width and reduce skeleton scrap. I show yield math in the quote, so you see where money moves. Finally, I design packaging from the route back. I pick bulk cartons with dividers, add VCI for humid routes, and size pallets for container fit. Therefore, your parts arrive clean, and your margin stays safe.
- Consolidate SKUs to raise container fill.
- Match carton sizes to pallet footprints.
- Use edge guards and stretch wrap for stability.
- Print clear labels for traceability and audits.
I also align with our welding parts fabrication supplier cell when weldments need custom crates. And I consolidate with our fasteners wholesale exporter program to cut per-unit freight.
What should I expect in a transparent quote?
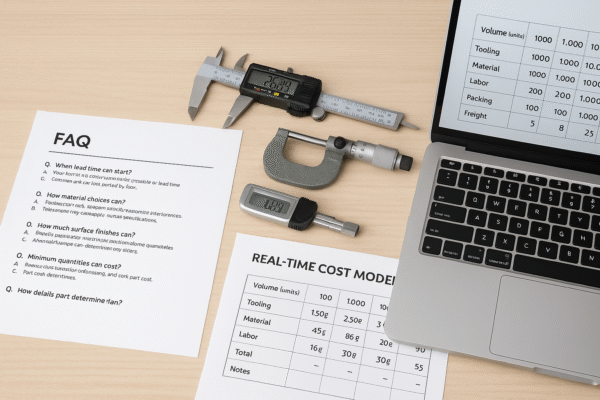
You want apples-to-apples data across suppliers. I give a standard layout with assumptions and math.
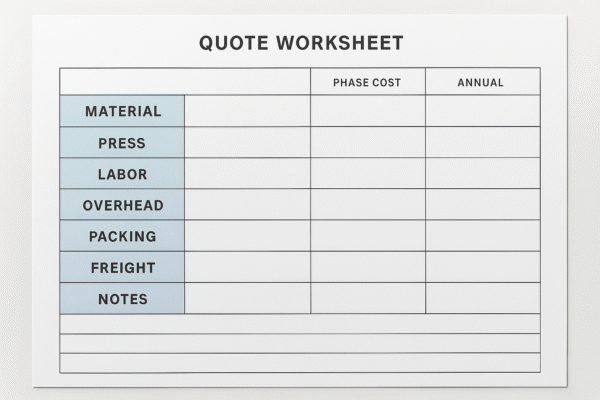
A clear quote breaks out material, press time, labor, overhead, tooling amortization, packaging, and freight. It lists tolerances, annual volume, gauges, PPAP scope, and delivery windows for context.
Dive Deeper: read each line and choose the best lever
Sample cost breakdown and terms
I show each line with its basis. Then you can test changes before you commit. I add PPAP and SPC plans when required. And I confirm communication windows, so answers land fast.
| Component | Basis | Example |
|---|---|---|
| Material | Net weight / yield | $0.042 per part |
| Press time | Minutes × rate | $0.018 per part |
| Labor | Minutes × rate | $0.012 per part |
| Overhead | % of direct | $0.010 per part |
| Tool amort. | Die / volume | $0.008 per part |
| Packaging | Carton, divider, label | $0.006 per part |
| Freight | Incoterm route | $0.015 per part |
| Topic | Prime Practice | Why It Helps |
|---|---|---|
| Incoterms | FOB, CIF, DDP | Aligns risk and cost |
| Payment | T/T or L/C | Speeds release and booking |
| Lead time | 15–30 days | Matches typical forecasts |
| PPAP/SPC | On request | Data proves stability |
I run all of this with Prime’s scale. We started in 1993 and operate 10 production lines. We hold ISO certifications as an ISO-certified metal stamping factory. We ship B2B wholesale to North America, Europe, the Middle East, and Australia. We also support plastic parts injection molding and work with an ISO-certified casting parts manufacturer for hybrid builds. Therefore, you keep one team, one PO, and one plan.
Metal stamping cost FAQs you can trust?
You ask similar questions on every RFQ. I answer them clearly, then I note a lever you control.
These answers stay practical and neutral. Real cost still depends on your drawing, tolerances, and annual volume.
Dive Deeper: detailed FAQ with quick actions and numbers
How much does a progressive die cost?
Progressive dies start higher than stage tools, but they pay back fast at scale. Sensors protect the strip and the tool, so uptime stays high. For small annual volume, I start with stage tools, then I migrate. I aim for a 6–9 month payback window and secure a press slot early.
| Volume Plan | Suggested Tooling | Rough Die Budget | Why |
|---|---|---|---|
| < 8k pcs | Stage die | $2k–$8k | Agile and low entry |
| 8k–80k pcs | Progressive | $10k–$60k | Scale and speed |
| > 80k pcs | Progressive multi-cavity | $40k–$120k | Lowest unit cost |
What is a typical unit price range?
Unit price swings with grade, thickness, and speed. Thin SPCC parts in progressive dies may land at cents per piece. Thick stainless parts can push above one dollar. Tight tolerances add gaging and secondary ops.
| Scenario | Unit Price Range | Drivers |
|---|---|---|
| 10k pcs, SPCC, 0.8 mm | $0.20–$0.60 | Yield and SPM |
| 100k pcs, SPCC, 1.0 mm | $0.08–$0.40 | Multi-cavity speed |
| 10k pcs, 304, 1.2 mm | $0.35–$1.20 | Force and wear |
How do tolerances change price?
Tight holes and angular control add die complexity and SPC. I zone tolerances by function, then ream or coin only where needed. Capability data proves the plan.
| Feature | Typical Tolerance | Cost Note |
|---|---|---|
| Datum holes | ±0.05 mm | Keep tight |
| Trim edges | ±0.15 mm | Open if safe |
| Bend angle | ±0.5° | Gauge control |
How do I reduce freight cost?
Freight depends on Incoterms, weight, and cube. I consolidate shipments across stamping, CNC parts precision machining, fasteners, and plastic parts. I size cartons to pallet footprints and design export-safe bulk packs.
- Consolidate SKUs to raise container fill.
- Use bulk with dividers for B2B.
- Add VCI and seals on humid routes.
- Confirm routes and ETAs before booking.
How fast can Prime deliver?
We ship standard projects in 15–30 days after tool approval. We hold stock on common grades, so we pull coils fast. Our 10 lines flex across shifts to protect deadlines. And our team answers quickly, so issues never wait.
Do you support PPAP and ISO audits?
Yes. We hold ISO certification and support PPAP and customer audits. We maintain SPC, traceability, and gage calibration records. We keep inspection plans and records ready for review. Therefore, you can meet regulated industry needs with confidence.
Can you mix stamping with CNC or casting?
Yes. We run stamping, welding, casting, fasteners, plastic, and CNC under one plan. We align datums early and lock fixtures. We prevent stack-up errors across processes and keep schedules tight.
Conclusion
Smart cost control starts with DFM, right tooling, stable processes, and clear terms. Contact Prime now for fast quotes.
Ready to move? Send your drawing and target volume today. I will return a clear, line-by-line quote within 24–48 hours. I will include DFM notes, a strip layout, and packaging options. Prime, founded in 1993, runs 10 lines with ISO control. We serve North America, Europe, the Middle East, Australia, and global markets. We work B2B wholesale only and protect your schedule with rapid delivery and stable quality. Reach us through our website to get free professional consulting, a firm quote, and a custom solution.
