


Costs rise fast and margins shrink. I fix root causes with simple steps.
You can cut fastener costs by matching materials to loads, simplifying designs, and fitting the best process. Then you can standardize packaging and logistics using proven rules and labels. These moves lower scrap, cycle time, and freight while protecting strength and fit.
I will show practical actions with data and links. You can brief your team today and act this week.
Prime fasteners & components · CNC parts · Stamping parts · Quality control · Surface treatment · Contact
Material Choices: Selecting Cost-Effective Metals and Coatings for Fasteners?
Many teams over-spec alloys and coatings. I start from loads, cycles, and environment. Then I pick the leanest grade that works.
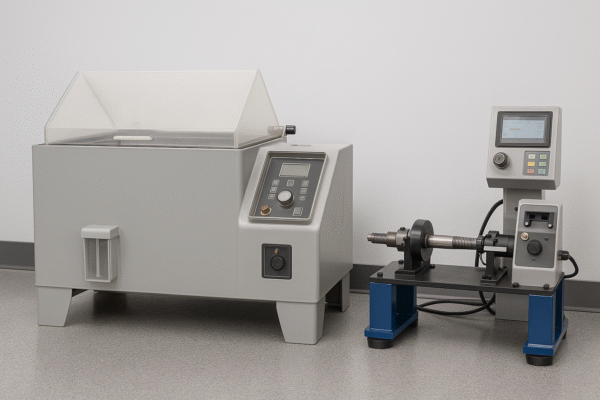
Use ISO property classes to set strength. Choose electroplated systems for tight fits. Choose zinc-flake for long hours with thin films. Confirm friction windows with ISO 16047. Treat ISO 9227 hours as process control, not life prediction. External sources: ISO sector: Fasteners, ISO 16047 torque–tension, ISO 9227 salt spray, ISO 4042 electroplated coatings, ASTM fastener coatings index

You should select only the strength you need. Then you should match coating to exposure and thread fit. Finally, you should validate with simple lab tests.
Dive-Deeper: Grade, coating, and corrosion math that save money
I begin with clamp force and joint risk. Then I map property classes from ISO 898-1 to the proof load you actually need. I keep low-carbon steel for indoor light loads because it forms fast and costs less. But I move to boron steels or 40Cr when proof load climbs or heat cycles increase. I also plan hydrogen embrittlement relief when hardness crosses critical thresholds in coating standards. I verify each lot with hardness, micro checks, and wedge tests. External references: ISO 898-1
Next, I select coatings by environment and thread fit. I use ISO 4042 electroplated zinc or zinc-nickel when I need tight threads and predictable friction. I pick zinc-flake systems when I need long hours with thin films and no hydrogen from plating. I set torque windows with ISO 16047 and log K-factor scatter by finish and lube. I run ISO 9227 as a screening tool to compare processes, not as a direct life claim. I always pair hours with torque curves and go/no-go gauges. External references: ISO 4042, ISO 16047, ISO 9227, ASTM F1941 overview, NASA Fastener Design Manual PDF
| Application need | Cost-lean option | Why it saves cost | Typical risk |
|---|---|---|---|
| Indoor, light load | Low-carbon steel + clear zinc | Easy forming, fast plating | Low margin if moisture |
| Outdoor, medium | 10B21 + zinc-nickel | Strength plus long salt hours | Higher plating price |
| High temperature | 40Cr + phosphate + oil | Stable torque control | Heat-treat drift |
| Tight thread fit | Zinc-flake thin film | Thin, even coverage | Narrow control window |
Internal resources: Prime surface treatment · Prime quality control
Design for Manufacturability (DFM): Simplifying Fastener Features to Cut Tooling Costs?
Complex features drain cash fast. I simplify heads, drives, and threads. Then I open tolerances that do not affect function.
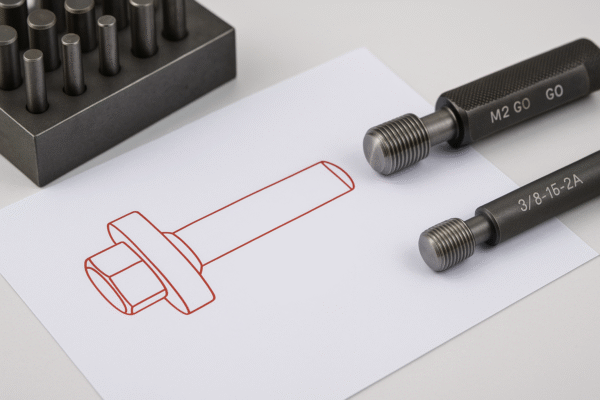
Standardize head styles and drives. Keep generous under-head radii. Align thread class with ISO 965 fit. Remove tiny undercuts that force EDM. Validate prevailing-torque nuts with ISO 2320. External sources: ISO 965-1 overview, ISO 2320, NASA Fastener Design Manual

You should prefer Torx or Hex for strong engagement. You should avoid default Phillips in high-torque joints. You should confirm clamp with ISO 16047 curves before tool sign-off.
Dive-Deeper: What to delete, what to keep, and why it matters
I open each drawing with three questions. Does the user see this feature? Does the function need it? Does inspection measure it? If any answer says no, I delete or relax the feature. I switch nonstandard heads to ISO patterns, which reuse punch sets and reduce die cost. I round stress raisers under heads to protect heading dies and improve fatigue. I keep integral washers only when they replace loose washers with real value.
I set thread class by function and coating growth. I choose coarse pitch for speed and pull-out in softer hosts. I choose fine pitch for hard hosts and precise clamp control. I add coating thickness to the tolerance stack and gauge in post-coat state to avoid chasing. I select Torx or Hex when torque is high or access is tight. I keep Phillips only when legacy tools force it. External sources: ISO 965-1
I lock inspection early. I capture ISO 16047 torque–tension curves on first articles. I add ISO 2320 checks for prevailing-torque nuts. For deeper joint math, I reference NASA RP-1228 and VDI 2230 because both explain friction, stiffness, and preload clearly. Then I post the limits in the control plan and feed them to QC cells. External sources: ISO 16047, NASA RP-1228 PDF, VDI 2230 Part 1
| Feature | Cost trap | Simple fix | Typical saving |
|---|---|---|---|
| Nonstandard head | Custom punches | Switch to ISO head | Tooling −30% |
| Tiny undercut | EDM time and breaks | Add radius | Cycle −15% |
| Fine pitch by default | Slow roll and tap wear | Use coarse where allowed | Tool life +25% |
| Tight runout everywhere | Extra grinding passes | Hold only at mates | Machining −20% |
Internal resources: Prime stamping parts · Prime CNC parts
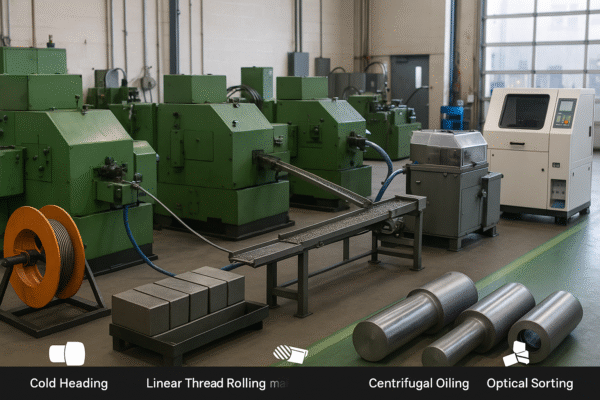
Process Optimization: Cold Heading, CNC Machining, and Forging for Maximum Efficiency?
Each process shines in a clear window. I map your part to the best route. Then I blend methods only when the math wins.
Use cold heading for high volumes and ductile alloys. Add thread rolling for fatigue strength. Use CNC for complex features or small batches. Choose forging for large heads or tough alloys. Verify torque–tension with ISO 16047. External sources: ISO 16047, NASA torque fundamentals
You can cut chips with heading and rolling. You can keep agility with CNC finishes only where needed. You can reduce removal time with forging on larger diameters.
Dive-Deeper: Choose, combine, and schedule without guesswork
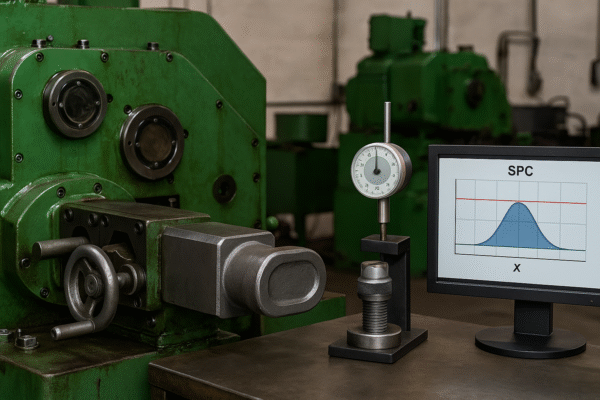
I review volume, features, alloy behavior, and tolerances. For 20,000+ pieces, cold heading dominates cost because coil-feed runs long and chip waste nears zero. I pair heading with thread rolling because rolled roots raise fatigue life and improve clamp repeatability. I confirm friction windows after coating or lube changes with ISO 16047. I document K-factor scatter and lock acceptance ranges.
I keep CNC machining for prototypes, small batches, and tight profiles. Minutes burn cash, so I combine operations, use one-touch fixturing, and match inserts to each alloy. When demand grows, I shift to heading or forging and keep only short CNC finishes. I then add optical sorting when joints are safety-critical or when PPM targets are strict.
I use forging for larger diameters or tough alloys. It sets the bulk shape and properties at heat. Then I finish on lathes or mills. A common hybrid is head the blank, roll the thread, and finish the drive on CNC. That route holds the profile while it keeps unit cost low. For design math on preload and friction, I still teach from NASA RP-1228 and VDI 2230. External sources: NASA RP-1228 PDF, VDI 2230 overview
| Annual volume | Best base | Typical add | Cost note |
|---|---|---|---|
| 500–2,000 | CNC | Roll threads | Fast start, higher unit |
| 2,000–20,000 | Forging | CNC finish | Less chip time |
| 20,000+ | Cold heading | Roll threads | Best unit cost |
| Prototype | CNC | None | Quick change cycle |
Internal resources: Prime CNC capability · Prime blog
Supply Chain and Packaging: Reducing Waste, Transportation, and Bulk Order Expenses?
Great parts still fail in weak chains. I fix planning, cartons, and labels together. Then I lock clear terms.
Run a 6–12 month blanket with monthly releases. Validate packs with ISTA 3A. Label with GS1 SSCC and GS1-128. Use corner guards and VCI on long sea routes. Choose Incoterms that fit your control. External sources: ISTA 3A overview, ISTA procedures, GS1 Logistic Label Guideline, GS1 General Specifications

Blankets stabilize price and lead time. GS1 labels speed receiving with one scan. ISTA tests reduce damage claims across routes. Mixed containers improve cube and cost.

Dive-Deeper: Plans, cartons, terms, and data that save cash
I start with demand shape and risk. Then I set order policy by ABC class and size safety stock only for A items. This plan reduces expedites without bloating cash. Next, I lock carton specs early: double-wall board, inner VCI where needed, corner guards, and pallet slip sheets. I strap and wrap to a drop-test plan. I choose FOB when you run your forwarder and DDP when you need landed cost clarity. I also suggest mixed container loads to lift cube use.
For receiving speed, I deploy GS1 logistic labels with SSCC on pallets and GS1-128 on cases. I sync Application Identifiers with your ASN so teams scan once and move on. Finally, I log test results and photos for audits. You can review our procedures on Quality Control and contact us for templates. External sources: GS1 barcodes, GS1 SSCC key, ISTA guidelines
| Lever | Action | Benefit | Typical result |
|---|---|---|---|
| Blanket | 12-month plan with releases | Volume pricing | 5–12% unit cut |
| Safety stock | 2–4 weeks on A items | Fewer expedites | −60% air freight |
| Cartons | Double-wall + VCI + guards | Less rust and crush | −80% damage |
| Labels | GS1 SSCC + GS1-128 | Faster receiving | −30% labor minutes |
Internal resource: Prime contact
FAQs: Clear answers that remove risk and delays
Zinc, zinc-nickel, or zinc-flake?
Pick zinc for dry indoor use. Pick zinc-nickel or zinc-flake for harsh sites. Confirm with ISO 9227 and ISO 16047 data. External sources: ISO 9227, ISO 16047
When does cold heading beat CNC on cost?
It wins at about 20,000 pieces and up for ductile alloys. It cuts chips and cycle time. Rolled threads then raise fatigue life. External source: NASA RP-1228 PDF
How tight should threads be after coating?
Set class by ISO 965 and include coating growth from ISO 4042 or ASTM F1941. Validate with go/no-go gauges. External sources: ISO 965-1, ISO 4042, ASTM F1941 overview
What documents support audits?
We share ISO certificates, PPAP, material certs, torque–tension curves, and salt spray data. Internal links: Quality control, Contact
How do you prevent packaging damage on long routes?
We pass ISTA 3A and label with GS1. We lock pallet patterns, edge guards, and inner VCI for sea routes. External sources: ISTA 3A overview, GS1 Logistic Label Guideline
Can I cut price without losing strength?
Yes, often. We change head style, coating, or route. Then we hold proof load and fatigue with ISO and ASTM tests. External sources: ISO 898-1, ASTM fastener coatings
Conclusion
Reduce cost with right materials, simple DFM, fit processes, and disciplined logistics; then partner with Prime for fast, stable delivery.
Ready to act now? Send your drawing, target volume, and environment. Prime, founded in 1993, runs ten production lines with ISO quality. We supply stamping parts, CNC parts, welding parts, casting parts, fasteners, and plastic parts. We support flexible customization, quick delivery, and stable quality. Contact us today via Contact to get a free consultation, a firm quote, and a tailored solution.
