
You need clean castings. You fight leakage, late deliveries, and strong price pressure every week.
Investment casting gives precise pump components and valve components with tight tolerances and smooth surfaces. With the right supplier, you reduce machining, cut leakage risk, and protect delivery. However, you still need strict control of materials, NDT scope, pressure tests, and documentation to protect your total cost.
You may not have time to read every ISO or API document. Yet your name still appears on every PO and every failure report. So in this article, I speak as a factory engineer who works daily with buyers like you and also with our production lines.
What is investment casting for pump and valve components?

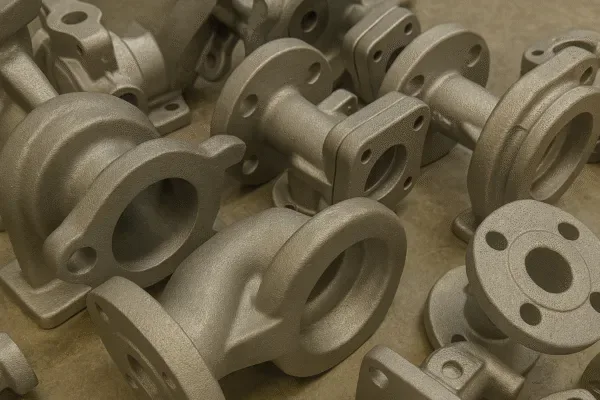
Investment casting is a precision casting process that uses wax patterns and ceramic shells to create near net shape metal parts. The process suits complex pump and valve components that need tight tolerances, smooth surfaces, and stable mechanical properties.
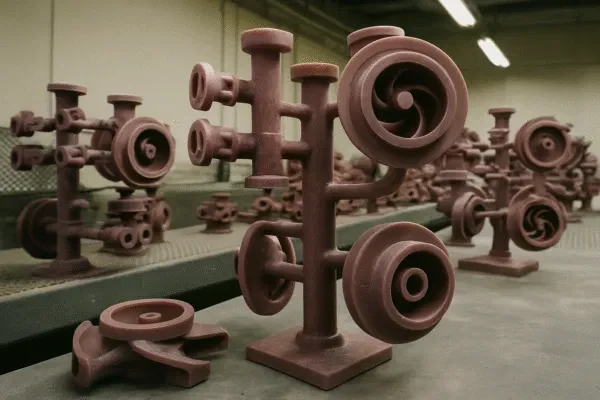
In simple words, we first make a wax copy of your part. Then we build a ceramic shell around the wax. Later we melt the wax out and pour molten metal into the hollow shell. After cooling, we break the shell and get a detailed metal casting close to your final geometry.
Here is a quick process overview.
| Step | What we do | Why it matters for you |
|---|---|---|
| 1 | Make wax patterns | Fix geometry and repeatability |
| 2 | Build ceramic shells | Protect shape during pouring |
| 3 | Dewax and preheat | Avoid shell cracks and misruns |
| 4 | Pour molten metal | Control soundness and alloy quality |
| 5 | Knock out, cut, and heat treat | Reach required properties |
| 6 | Machine, test, and pack | Meet tolerance and leakage targets |
If you want a neutral description, you can also read the general explanation of investment casting on Wikipedia. Here, I will stay focused on pump and valve reality, not textbook theory.
Why is investment casting so common for pump and valve parts?
Investment casting fits complex, pressure bearing pump and valve components very well. The process creates near net shapes with good dimensional control and smooth surfaces. You reduce machining, limit leak paths, and gain stable repeatability across many years of production.
Many pump and valve parts have thin walls, deep channels, and tight sealing zones. So sand casting or full machining alone often brings high scrap and long cycle time. Investment casting sits in the middle and balances cost, quality, and flexibility.
How does investment casting compare with other processes?
When I see a new drawing, I ask two things first. How complex is the geometry. How tight are the tolerances and sealing zones. If both look demanding, investment casting for pump components usually gives the best value.
| Process type | Strengths for pumps and valves | Typical limits |
|---|---|---|
| Sand casting | Large parts, low tooling cost | Rough surface, wider tolerance, more machining |
| Investment casting | Complex shapes, smoother skin, better tolerance | Size range limit, higher tooling cost |
| Machining from solid | Very tight tolerance, fast design changes | Heavy material waste, long cycle time |
For many stainless investment casting pump components, we use investment casting for impellers, diffusers, covers, and small housings. For very large casings, we often use sand casting plus machining. For valve bodies and bonnets, investment casting helps especially when you need smooth flow paths and sharp sealing geometry.
If you want to see how global pump standards think, you can read the Hydraulic Institute guidelines at pumps.org. These standards show why smooth channels and correct hydraulic shapes matter in your final system.
What materials work best for pump and valve castings?

Good material choice is the heart of reliable pump and valve castings. For investment casting pump components and valve components, buyers often use carbon steel, 300 series stainless, duplex stainless, and high chrome wear resistant steels. Correct choice controls corrosion, erosion, and fatigue failures.
Many buyers still focus first on price per kilogram. However, the wrong alloy usually destroys lifetime value. So I always start with the medium, pressure, temperature, and expected life. Then I narrow the choices with your engineering team.
How do we match alloys to pressure, media, and lifetime?
I always ask three simple questions. What flows through the pump or valve. What pressure and temperature you expect. How long your customer wants the unit to run. With those answers, we can filter alloys quickly.
| Condition | Typical alloys for pump / valve castings |
|---|---|
| Clean water, low pressure | WCB, 1.0619, basic 304 stainless |
| Hot water, weak chemicals | 316, CF8M, CF3M |
| Seawater or chloride rich media | Duplex 2205, super duplex stainless |
| Abrasive slurry or sand | High chrome wear resistant steels |
| High temperature steam or oil | Heat resistant stainless and alloy steels |
Then we balance cost and risk.
| Alloy type | Corrosion resistance | Strength level | Relative cost |
|---|---|---|---|
| Carbon steel | Low | Medium | Low |
| 300 series stainless | Medium to high | Medium | Medium |
| Duplex stainless | High | High | Medium–high |
| Super duplex | Very high | Very high | High |
For casting tolerances, we normally follow the logic of ISO 8062 casting tolerance standards. We adapt tolerance levels to your size range and risk level, and we share this plan during RFQ. Our system follows ISO 9001 quality management, so each heat number and test sits in one traceable chain.
What quality requirements really matter for pump and valve castings?

Most pump and valve field failures start as small casting defects. So you must link casting quality to real pressure, leakage, and safety targets. Key factors include internal soundness, pressure tightness, dimensional accuracy, and stable mechanical properties.
In our plant, we treat pump casings and valve bodies as pressure parts, not simple hardware. So we design wax tooling, shell building, and pouring practice around internal soundness and stable structure.
How do we control leakage, NDT, and pressure tests?
We combine visual checks, NDT, pressure tests, and dimensional control in one clear plan.
| Requirement | Control method at Prime |
|---|---|
| Internal soundness | X-ray or UT on defined critical sections |
| Surface cracks | PT or MT on sealing faces and weld zones |
| Pressure tightness | 100% hydro test at 1.3–1.5 × design pressure |
| Leakage criteria | Zero visible leakage during specified hold time |
| Mechanical properties | Tensile tests from cast-on test bars for each heat |
Many buyers ask how much NDT they really need. So I share this simple guide.
| Risk level of part | Suggested NDT plan |
|---|---|
| Low pressure water duty | Visual + PT on sealing faces |
| Medium chemical or seawater duty | Visual + PT + sample X-ray or UT |
| High pressure or toxic media duty | Visual + PT + full X-ray or UT on each piece |
For global OEMs, we often supply PPAP style approvals. We follow the logic of the Production Part Approval Process (PPAP). We prepare Part Submission Warrants, dimensional reports, material certificates, and capability studies. We adapt the documents to pump and valve reality, so your quality team can review them quickly.
Which design and process points should purchasing managers check?
Design sits with engineering, but smart questions from purchasing can save a lot of cost and risk. Key design points include wall thickness, radii, machining allowance, draft angles, and gate locations. Early review avoids heavy isolated sections, sharp corners, and hard to reach machining zones.
You do not need to model every fillet yourself. Yet you can still ask if a drawing has passed DFM review for investment casting. When you ask that question, you protect both your budget and your time.
How do small design changes cut cost and defects?
I always start with wall thickness and transitions. Thin walls cause misruns and cold shuts. Very thick walls cause shrinkage voids and long solidification times. So we suggest a safe wall range and smooth changes between sections.
Then we check machining allowance and functional surfaces.
| Feature type | Typical machining allowance for investment casting |
|---|---|
| Flat sealing face | 2.0–3.0 mm |
| Bore for shaft or stem | 1.5–2.0 mm |
| General outer surfaces | 1.5–2.5 mm |
Design choices also drive cost.
| Cost factor | Design influence |
|---|---|
| Casting yield | Wall balance, riser layout, gate positions |
| Machining time | Tolerance level, extra stock, fixturing surfaces |
| Tooling complexity | Parting line, small details, draft angles |
| Scrap rate | Heavy sections, sharp corners, thin edges |
When we run DFM for you, we often move logos, pads, or ribs slightly. We also discuss how your CNC machining setup will grip the part. These small moves keep function and also help yield and cycle time.
How does investment casting cut total cost of ownership (TCO)?

Unit price matters, but total cost of ownership matters more. Investment casting can lower your TCO by reducing machining, scrap, warranty claims, and supply chain risk. The key is a stable process and clear engineering alignment.
When we talk about cost, I always move the discussion from simple price per kilogram to the full picture. This picture includes your internal time, your line stability, and your customer claims.
How does investment casting influence TCO in real projects?
Here is a simple TCO view.
| TCO element | How investment casting can help |
|---|---|
| Machining cost | Near net shapes reduce cutting time and tool wear |
| Scrap and rework | Better soundness lowers internal and field scrap |
| Warranty and claims | Correct material and NDT reduce failure rate |
| Supply chain stability | Stable tooling and lines protect your own delivery |
| Inventory and cash | Reliable lead time allows lower safety stock |
For one OEM, we reduced machining time on a pump cover by almost 30%. We did this by improving tolerance and surface finish on the casting. That saving was much larger than the small change in casting unit price. At the same time, the OEM saw fewer leak test failures, so their rework cost also dropped.
This is why I always ask for yearly volume and target TCO during RFQ. Then I can suggest a process mix that supports your real business, not only one price line in a spreadsheet.
How should you evaluate a pump or valve casting supplier?
Price is visible, but risk often hides behind it. When you evaluate a pump casting supplier or valve body casting manufacturer, you should review systems, capacity, test capability, documents, and communication style. A structured audit protects your brand and your own KPIs.
I like to split evaluation into four blocks. System and certification. Process and capacity. Testing and documentation. Communication and support.
Which checks separate stable partners from risky ones?
Here is a simple evaluation list.
| Area | What you should check |
|---|---|
| Certification | ISO system, material test, any industry approvals |
| Process capability | Lines, furnace size, shell room, automation |
| Test capability | X-ray, UT, PT, MT, hydro benches, hardness, tensile |
| Documentation | PPAP, control plans, FMEA, traceability |
| Delivery performance | Normal lead time, on time rate, expedite options |
| Communication | English level, response speed, problem solving approach |
You can ask three direct questions.
- How do you manage nonconforming parts and sorting?
- How do you run root cause analysis and close 8D actions?
- How do you support drawing and material changes during life?
At Prime, we run 10 production lines and an ISO based system. We handle one stop packages that cover investment casting pump components, valve body casting, and related fasteners. This structure reduces supplier count and also simplifies your internal planning.
What does a real overseas pump and valve project look like?
Case numbers speak louder than slogans. One Nordic OEM making hygienic chemical dosing pumps for the food and beverage industry used 316L pump covers and duplex valve bodies. Their previous supplier had leak issues and late shipments. Prime reduced their hydro test failure rate and stabilized delivery.
The old supplier caused frequent pressure test failures at the OEM plant. Around 6–8% of pieces failed hydro test at 1.5 times working pressure. Rework took time. Final assembly schedules slipped. Service technicians also faced extra field work.
How did we stabilize leakage, machining, and delivery?
We first reviewed failed parts and reports. We saw shrinkage under sealing faces and thin flanges. So we ran casting simulation and changed riser and gate layouts. We also added local wall thickness in two high risk zones.
Here is a short before and after snapshot.
| Item | Before Prime | With Prime |
|---|---|---|
| Hydro test failure rate | 6–8% of pieces failed | < 0.05% failures over 5,000 pieces |
| Delivery reliability | Shipments late by 2–3 weeks | Shipments on or before confirmed date |
| NDT coverage | Mostly visual only | Visual + PT + X-ray on critical areas |
| Documentation | Basic test reports only | Full PPAP pack with control plan and PSW |
| Machining cost | Heavy stock, long cycle | Stock reduced, cycle cut by about 15% |
We agreed:
- 100% hydro test at 1.5 × design pressure
- Defined PT on all sealing faces
- X-ray on two high risk sections per part
- CMM checks on bores and flange patterns
Their quality team compared our system with ISO 9001 quality management. The structure matched well. Today we still ship monthly batches and also hold safety stock for their urgent jobs.
How can you start your pump and valve casting project with Prime?

A clear RFQ package saves weeks of back and forth. When you send drawings, 3D models, material grades, pressure test levels, NDT scope, and annual volumes, we can give a focused proposal. We then support DFM, sampling, PPAP, and stable mass production.
The better your input, the smoother the project. So I suggest this simple RFQ checklist.
| Needed information | Why we need it |
|---|---|
| 2D drawings and 3D models | To design tooling and casting layout |
| Material grade and media | To choose alloy and heat treatment |
| Working pressure and temperature | To fix hydro test levels and safety margin |
| NDT and inspection scope | To estimate test cost and lead time |
| Annual volume and order pattern | To choose tooling type and capacity plan |
| Packing and label needs | To design export packing and traceability labels |
When you upload your RFQ, we can also offer extra value:
- Free DFM review for casting and machining feasibility
- Proposal of NDT and pressure test plans by risk level
- First cost and TCO comparison for key process options
You can upload these files through our Upload RFQ / Contact Prime page or send through our contact form. Then my team will reply fast with questions, DFM notes, and a clear timeline for samples and mass production.
What FAQs do buyers ask about investment casting pump and valve components?
Buyers often ask similar technical and commercial questions about investment casting pump components and valve components. Clear answers help them prepare better RFQs and audit checklists. These FAQs target typical search terms and real daily concerns.
What are the typical tolerances for investment casting pump and valve parts?
Typical linear tolerances follow ISO 8062 casting tolerances in the DCTG-4 to DCTG-6 range. In practice, we often hold about ±0.5 mm per 100 mm on many stainless parts, depending on geometry and size. We always confirm a tolerance table with you before tool start.
What surface finish can I expect on stainless investment castings?
Investment cast stainless parts usually reach surface roughness around Ra 3.2–6.3 µm. Internal surfaces may be slightly rougher, while external areas can look very smooth. We can also add blasting, polishing, or machining to reach tighter surface targets on sealing faces.
How are logos and characters created on castings?
We normally engrave logos, part numbers, and flow arrows directly inside the wax die. So the marks appear on each investment casting without extra steps. If you need sharp text, we keep enough depth and avoid placing it on heavy machining zones.
How long does it take from samples to mass production?
Lead time depends on part complexity and tooling. For many pump and valve projects, tooling and first samples need several weeks. After you approve samples and PPAP documents, normal mass production lead time often stays within several more weeks. For stable programs, we can also discuss safety stock.
When should I choose investment casting instead of sand casting?
You should choose investment casting when the part has complex geometry, tight tolerances, and needs smooth surfaces. It suits stainless and duplex pump components and valve components very well. For very large and heavy bodies, sand casting plus machining often stays more economical.
What test package should I request for critical valve body castings?
For critical valve bodies, you should define:
- 100% hydrostatic pressure test with clear pressure and hold time
- Zero visible leakage as a basic criterion
- PT or MT on sealing faces and weld zones
- X-ray or UT on high stress or critical sections
- Mechanical tests and hardness range by alloy and standard
We help convert API, ASME, or end user rules into one practical inspection plan for each part.
Conclusion
Choose a proven ISO based partner for investment casting pump and valve components, and protect quality, delivery, and total cost.
If you want a reliable pump casting supplier or valve body casting manufacturer, please Upload RFQ / Contact Prime today. Send your drawings, materials, pressure test levels, NDT scope, and annual volume plan. My team will review your project for free, return a DFM and test plan proposal, and send a clear quotation and timeline. With 10 production lines, ISO control, and real PPAP and delivery cases for global OEMs, Prime can support your pump and valve business as a long term partner, not just another quote.