

You send RFQs and then you wait. Suppliers reply slowly and ask many questions. I want to help you end that.
To send an RFQ investment casting correctly, you include clear 2D drawings, 3D models, exact material grade, quantities, tolerances, surface requirements, test plan, packing rules, and delivery terms. When you put all information needed for casting quotation into one structured RFQ, suppliers cost tooling, casting, machining, and logistics without guesswork. This method speeds quotation time, cuts email loops, and reduces late quality or cost surprises.
I am David Wang, chief process engineer at Prime. I have worked in casting and machining for more than twenty five years. I write this from the factory side, but I always think about the buyer’s job, because I work with people like you every day.
Why Do Incomplete RFQ Investment Casting Packages Cause Problems?
You feel pressure from your customer, so you send a quick RFQ email. It looks “good enough” from your screen. However, my engineers open it and see missing data everywhere.
Incomplete RFQ investment casting packages always create delay and risk. When drawings stay unclear, material grades stay vague, and quantities stay fuzzy, we cannot design a safe process window. We either add heavy safety margins to protect ourselves or refuse the RFQ, and both outcomes damage your timing and your credibility.
I see the same patterns each week when I review new RFQs from Europe, North America, the Middle East, and Australia. Some RFQs give my team everything in one pass. Many others force us to pause all work and send long question lists.
Typical RFQ gaps include these points:
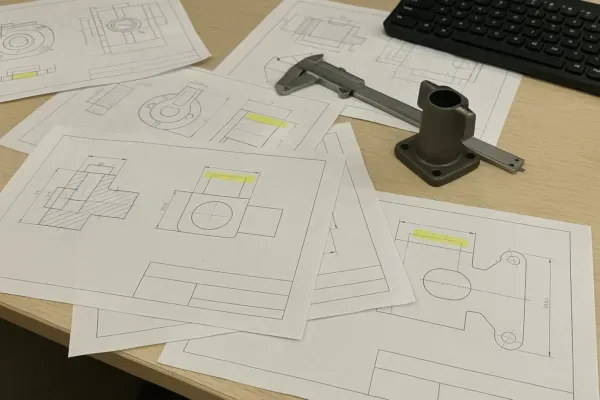
- Only a blurred drawing photo, no proper PDF or 3D model file.
- “Stainless steel” with no grade or standard reference.
- “High precision” with no numbers and no GD&T.
- “About 1k per year” with no first order quantity or ramp plan.
- “Good surface” with no Ra value and no clear cosmetic zones.
Each gap triggers a reaction inside the factory and creates clear risk on your side.
| RFQ gap | Supplier reaction | Risk for you |
|---|---|---|
| No clear material grade | Team waits or guesses | Wrong alloy, failed tests, redesign and rework |
| No numeric tolerances | Team uses standard shop values | Parts do not fit, extra machining or scrap |
| No surface requirement | Team gives basic blasting only | Poor appearance, extra polishing or repainting |
| Vague volume plan | Team protects margin in unit price | Price looks high, project loses competitiveness |
| No delivery target | Team assumes normal lead time | You miss launch date or stock plan |
When you fix these basic items, you already move your RFQ into a better zone. Then you can use your time to talk about cost and risk, not missing data.
How environment data affects alloy choice
Investment casting reacts strongly to working conditions. So I always ask for basic environment details in the RFQ. That information guides alloy choice and heat treatment, which protect safety and lifetime.
You can use this simple table while you prepare your RFQ:
| Material group | Typical use | RFQ information that really helps |
|---|---|---|
| Carbon steel | General brackets, housings | Static or impact load, weld needs, safety factor |
| Alloy steel | Gears, shafts, high stress parts | Strength class, heat treatment, hardness target |
| Stainless steel | Pumps, valves, food, chemical | Medium, temperature, corrosion expectations |
| Heat resistant steel | Furnace and burner parts | Max temperature, cycling, gas or flame conditions |
If you feel unsure about the exact grade, you can explain the real working environment instead. Then my team suggests one or two options and explains the cost and performance gap in the quotation.
What RFQ Checklist Do You Need for Investment Casting Parts?
You do not want every buyer in your team to send a different RFQ style. That habit wastes your time and ours. You need one clear RFQ checklist that everyone follows.
A strong RFQ checklist for investment casting gathers all information needed for casting quotation in one editable form. It covers project data, drawings, models, material, quantities, tolerances, surface, tests, PPAP level, packing, and delivery terms. When you follow this RFQ investment casting checklist, serious suppliers quote faster and feel safe to offer sharper prices.
I use almost the same RFQ sheet for every new project at Prime. I only tweak a few lines for different industries like pumps, valves, railway, or mining. You can build a similar sheet in Excel and customize it for your company.
Here is a complete RFQ structure you can copy:
| Field | Description | Example |
|---|---|---|
| Buyer / contact | Company, name, email, phone | ABC Pumps, John Doe, |
| Project / part name | Internal project reference | Pump body housing |
| Part number / function | Part code and role | PBH-27, supports impeller and seals |
| Drawing No. / Rev. | Latest drawing version | PBH-27 / Rev.C |
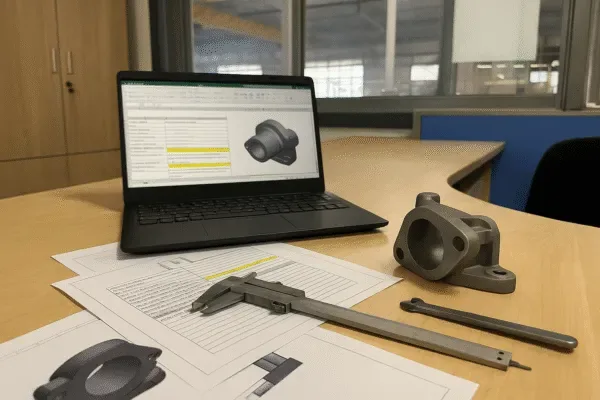
| 3D model file | Model name and format | PBH-27_revC.step |
| Material grade / standard | Alloy and standard | ASTM A351 CF8M |
| Estimated weight | Weight per casting | 3.2 kg |
| Annual / first order quantity | Volume plan | 10,000 pcs / first order 800 pcs |
| Process flow | Required operations | Wax + casting + CNC machining + painting |
| Critical dimensions | Fit and safety related dimensions | Shaft bore Ø50 H7, flange PCD, sealing faces |
| Tolerances and GD&T | Numeric tolerances and GD&T | General ±0.3 mm, bore Ø50 H7, flatness 0.1 mm |
| Surface and coating | Ra value and cosmetic zones | Ra 3.2 µm on sealing faces, paint RAL 5010 |
| Tests and certificates | Test scope and document type | 100% visual, 10% MPI, EN 10204 3.1 report |
| PPAP or approval level | PPAP level or similar | PPAP Level 3 for key customer |
| Packing and labels | Packing style and label content | Carton and pallet, label with part and batch |
| Delivery terms and timing | INCOTERMS and target dates | FOB, sample 30 days, mass 40 days |
You can use this base sheet for investment casting parts, CNC parts, stamping parts, and welding parts. You only add a few process specific fields where needed, for example for extra machining or surface treatment.
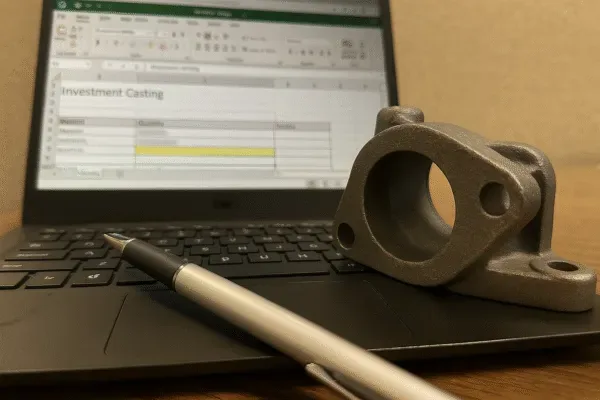
Cost factors you control with your RFQ
Your RFQ does more than ask for a number. It shapes the whole cost model. Clear technical data lets my team design a lean process. Vague data forces us to add buffers everywhere.
Check these cost factors when you prepare your next RFQ:
| Cost factor | What affects it | RFQ data that strongly influences it |
|---|---|---|
| Tooling and wax dies | Part size, complexity, tool life | 3D model, section views, expected annual volumes |
| Casting yield | Wall thickness, gating options | Notes on hot spots, ribs, thick to thin transitions |
| Machining time | Tolerances and datum structure | Clear GD&T, machining drawings, flatness needs |
| Scrap and rework risk | Alloy, tests, acceptance criteria | Real working loads, test level, reject limits |
| Packing and logistics | Weight, size, protection level | Packing style, stacking rules, label content, route |
When you want lower cost, you should not hide information. You should share more, then ask your supplier for design and process suggestions. That move separates a basic vendor from a real long term partner.
What Is a Bad RFQ vs a Good RFQ for Investment Casting?
Many buyers feel their RFQs look fine because suppliers always answer. I understand that view, because you work under pressure. However, from the factory side, the gap between a weak RFQ and a strong RFQ is huge.
A bad RFQ for casting uses vague terms, unclear files, and soft numbers. A good RFQ for casting uses clear email subjects, clean CAD files, exact material grades, real tolerances, surface values, quantities, and dates. The good RFQ lets any serious supplier build a safe cost model and respond quickly without heavy assumptions.
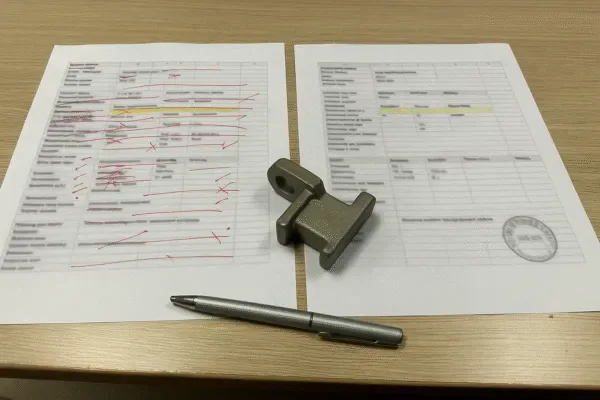
Below you can see a side by side example. You can place your latest RFQ in one of these columns and judge it yourself.
| Item | “Bad RFQ” example | “Good RFQ” example |
|---|---|---|
| Email subject | “Need casting price ASAP” | “RFQ investment casting – pump body PBH-27, 3.2 kg, 800 pcs, stainless steel” |
| Drawings | Blurry photo of a paper sketch | PDF drawing plus STEP 3D model with revision mark |
| Material | “Stainless steel or similar” | “ASTM A351 CF8M, equivalent to AISI 316” |
| Quantity | “About 1k per year” | “Annual 10,000 pcs, first order 800 pcs” |
| Tolerances | “High precision, please confirm” | “General ±0.3 mm, bore Ø50 H7, flatness 0.1 mm” |
| Surface | “Good finish, no defects” | “Shot blasted, Ra 6.3 µm, paint RAL 5010 outside surface only” |
| Process | Not mentioned | “Lost wax investment casting plus CNC machining plus painting” |
| Tests | Not mentioned | “100% visual, 10% MPI, hardness test, EN 10204 3.1 report” |
| Delivery | “As soon as possible” | “Sample in 30 days, mass production ex-works in 40 days” |
| Packing | “Standard export packing” | “PE bag, inner carton, fumigated pallet, printed label with batch number” |
Once your RFQ looks like the right side, your conversations change. We stop talking about missing basics. We start talking about ways to lower weight, reduce machining time, or simplify logistics.
Advanced details that show you are a pro buyer
Even senior buyers sometimes skip a few details that actually carry strong process impact. When you add these items, you show that you truly understand how factories work.
First, many drawings ignore draft angles. Walls stand perfectly straight, and toolmakers struggle with pattern release. In your RFQ, you can add one clear note: “Draft angles already included in drawing” or “Draft angles open for supplier suggestion.” That one line saves a lot of back and forth.
Second, many drawings fail to mark real sealing or mating faces. Our engineers then guess which surfaces require better flatness and surface finish. You can highlight these faces and list them in your RFQ sheet. Then we design gating, risers, and machining datums around those areas.
Third, many RFQs mention NDT only in very general terms. You can state a clear plan, such as “10% magnetic particle test on critical zones, acceptance according to defined criteria.” That level of detail shows strong control and raises confidence on both sides.
When a supplier sees all these points in your RFQ, they know they are dealing with a professional. Your RFQ moves quickly to the top of the quotation list.
How Does Prime Handle RFQs with ISO, PPAP and One-Stop Production?
You may wonder if a detailed RFQ gives you more work. From my experience, a strong RFQ saves time for both buyer and factory. At Prime, it links directly into our certified system and our cross functional routines.
Prime handles RFQ investment casting projects with a fixed, one stop workflow. Sales, process engineering, production, quality, and logistics review your RFQ together. We follow formal procedures and, when needed, PPAP style control for automotive and similar projects. This structure supports fast, accurate quotations and stable global delivery for buyers who care about long term supply.
Shandong Prime International Trade Co., Ltd. started in 1993. Today we run multiple production lines for investment casting parts, CNC parts, stamping parts, welding parts, fasteners, and plastic parts. We focus on B2B and wholesale only, so we design our internal processes around the needs of professional buyers.
Here is how we handle a typical RFQ:
| Stage | Teams involved | What we do with your RFQ |
|---|---|---|
| Technical review | Sales and process engineers | Check drawings, models, tolerances, process route |
| Production review | Tooling and production planners | Estimate tooling, cycle time, yield, capacity |
| Quality / logistics | Quality and logistics specialists | Define tests, PPAP plan, packing, and shipping route |
So you receive one aligned answer from us, not three different messages from different people. That unity reduces risk and makes your life easier when you report back inside your company.
From RFQ to PPAP and stable mass production
When your customer needs PPAP or similar approval, we plan it from the first RFQ review. Your RFQ can state the expected PPAP level and document list. My quality team then builds a matching plan before we cut any tooling.
A typical project flow looks like this:
| Phase | Prime actions | Result for the buyer |
|---|---|---|
| RFQ phase | Clarify material, tests, volumes, PPAP level | Complete quote within a clear time window |
| Tooling and DFM | Design wax dies, perform DFM review | Lower casting risk and more stable processes |
| Samples and PPAP | Cast, machine, inspect, prepare sample reports | Approval package that fits customer expectations |
| Mass production | Run stable batches with controlled parameters | Reliable delivery and fewer quality incidents |
When your RFQ is clear, we do not fight over scope later. You keep control over cost and timing, while we keep control over process and quality.
How Should You Send RFQs and Use Prime’s Templates?
You now know what belongs inside an RFQ investment casting package. The last step is to send it in a clean and repeatable way. This change supports your internal control and improves supplier response.
To send RFQ for casting efficiently, you group your RFQ sheet, drawings, 3D models, and reference photos into one tidy folder. You zip this folder, use a clear subject line, and send it to your chosen suppliers. When you use a stable RFQ template for every project, you standardize data, speed up quotations, and reduce the time you spend answering basic questions.

Here is a simple sending checklist you can reuse:
- Fill the RFQ sheet in Excel with all necessary fields.
- Export drawings as clear PDFs with revision marks.
- Save 3D models as STEP or similar open format.
- Group files for each part into its own folder.
- Zip the project folders and attach or share a secure link.
- Use a clear subject like “RFQ investment casting – company – project name.”
You can ask our team to send you a free RFQ investment casting template in Excel format. We can also combine casting and machining fields in one sheet if you place both processes with us. This template then becomes a standard tool for your whole purchasing team.
FAQs about RFQ Investment Casting and Casting Quotations?
These FAQs answer common long tail questions about RFQ investment casting, how to send RFQ for casting, and information needed for casting quotation. You can share them inside your team as quick training notes.
What information is needed for casting quotation?
For a useful quotation, I need at least the items below:
| Category | Minimum information to share |
|---|---|
| Drawings and models | 2D PDF, 3D STEP, clear revision number |
| Material | Grade and standard, such as ASTM or DIN |
| Quantity | Annual volume and first order quantity |
| Quality | Tolerances, surface, tests, certificates |
| Logistics | Packing style, delivery terms, destination |
If you also give process flow, PPAP level, and detailed packing rules, your RFQ moves from basic to strong.
Do I really need a 3D model for RFQ investment casting?
You can send an RFQ without a 3D model, but that choice slows the work. With only 2D drawings, my team needs more time to estimate weight, gating, and shrinkage.
A 3D model lets us:
- Read exact geometry and wall thickness.
- Estimate casting yield more accurately.
- Reduce mistakes in tooling and machining programs.
So I strongly suggest that you export one clean STEP file per casting before you send your RFQ.
How do ISO and PPAP help my casting RFQ project?
Formal systems like ISO and PPAP give a shared language for quality and documents. They do not replace experience, but they reduce confusion and hidden risk.
Our own system follows a process approach similar to common quality frameworks. So each RFQ flows through planned review, production, and inspection stages. When your end customer needs PPAP, your RFQ should mention level, document list, and sample quantity. Then we build a PPAP plan that matches your customer’s habits.
Can I use one RFQ format for castings, machining, and stamping?
Yes, and I recommend that approach for experienced buyers. One base RFQ format makes training and control easier for your whole team.
You can keep a shared header and logistics block. Then you add small sections for each process:
- A casting section for alloy choice, hot spots, and NDT tests.
- A machining section for datum structure and tight tolerances.
- A stamping section for tool type, material thickness, and press tonnage.
With this structure, you manage different processes with one RFQ tool while keeping enough technical detail for each supplier.
Conclusion
Use a complete RFQ checklist, share real data, and send Prime your RFQ now to secure fast, accurate, and stable investment casting supply.