Prime’s One-Stop Solution for an Ultra-Thin Metal Stamped Shield in a Medical Monitor
Client & Brief
A North American medical device OEM needed an ultra-thin stainless steel EMI shield set (lid + base, four sizes) for a portable vital-signs monitor upgrade. The program required:
- Materials: SUS304-H / SUS301-H
- Thickness: 0.20–0.30 mm (±0.01 mm)
- Dimensional tolerance: ±0.03 mm; flatness: ≤0.10 mm/100 mm
- Burr height: ≤0.03 mm
- Cleanliness: low particulate, no oil residue
- Annual volume: 1.2 M pcs, JIT monthly releases
Prime was selected to deliver a turnkey solution from DFM and die design through stamping, deburring, cleaning, packaging, and final inspection.
The Challenge
- Thin-gauge spring-hard material prone to springback and warpage at speed.
- Micro-features: min slot width 0.35 mm demanding consistent edge quality and low burr.
- Cleanliness & burr control compatible with downstream assembly and EMC performance.
- Schedule pressure: sample → pilot → mass production in 9 weeks.

Analysis & Validation
- DFM & tolerance stack-down: Decomposed 18 critical dimensions across blanking → forming → leveling → finishing → packaging, defining process-capable tolerance windows.
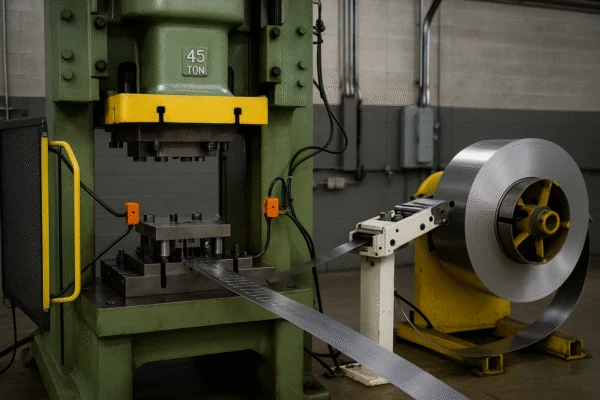
- Strip trials: Ran step-pitch and stripper preload trials on 25 t / 45 t presses to map springback vs. burr height under varying clearances and shear angles.
- Metrology plan: CMM + optical comparator + profilometer for capability studies; dedicated pin/slot gauges for micro-features; full Gage R&R before PPAP.

Engineering the Solution
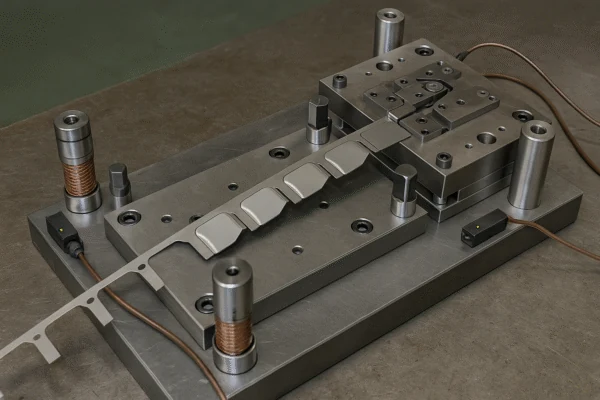
Progressive Die & Material Utilization
- 8-station progressive die: pilot → pierce → pre-form → re-strike → in-die leveling → fine-pierce station for the smallest apertures → cut-off.
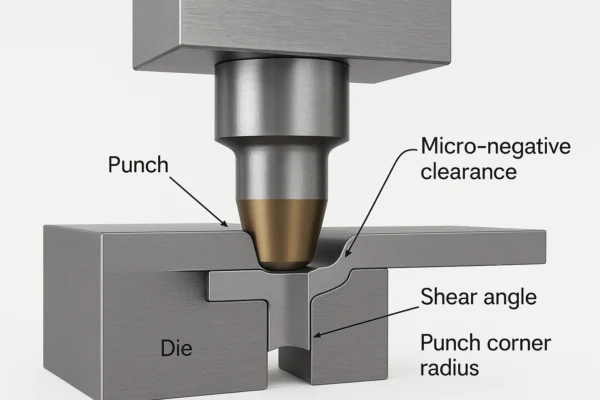
- Micro-negative clearance at the fine-pierce station plus polished punch radii reduced burr and improved edge integrity.
- Optimized nesting delivered ≥82% material yield.
Springback & Flatness Control
- Distributed forming loads using pre-form + re-strike; added in-die leveling and light off-press roller leveling to hold ≤0.10 mm/100 mm.
Surface & Cleanliness
- Two-stage deburr (vibratory + precision brush) holding ≤0.03 mm burr.
- Ultrasonic wash + ionized air dry to reduce particulates that can degrade EMC.
In-Process Control & Traceability
- Die protection sensors (miss-feed/double-feed/top-out detection) and high-speed camera spot checks stop the line on anomalies.
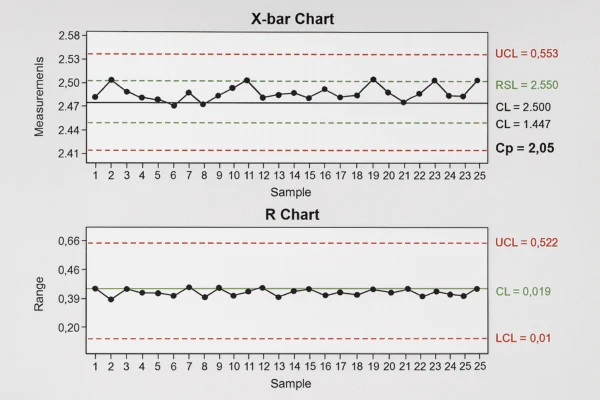
- SPC on all CTQs with Cp/Cpk ≥ 1.67 targets; barcode traceability binds coil heat, die ID, press, and lot.
Production & Quality Outcomes
- Run rate: 120–150 spm sustained on a 45-ton high-speed press; OEE ≥ 85% after week two.
- Yield: ramped to 99.7%; early springback drifts eliminated via die tune-ups.
- Packaging: clean-room compatible custom thermoform trays prevent edge scuffing; humidity-controlled storage.
Quantified results
| KPI | Target | Actual |
|---|---|---|
| Dimensional tolerance | ±0.03 mm | Met |
| Burr height | ≤0.03 mm | 0.02–0.03 mm |
| Flatness | ≤0.10 mm/100 mm | 0.06–0.09 mm |
| First-pass assembly yield | ≥98.5% | 99.3% |
| On-time delivery | ≥98% | 99.6% |
| Unit cost vs. baseline | — | −18% (yield + line speed + nesting) |
| Field ppm | ≤100 ppm | <50 ppm |

Timeline
- Week 0–1: DFM, control plan, gaging strategy sign-off
- Week 2–4: Die design & build; strip trials; gage R&R
- Week 5: Sample submission (dimensional, capability, cleanliness)
- Week 6–7: Pilot run & PPAP
- Week 8–9: Ramp to volume; JIT cadence established
Risk Management Highlights
- Micro-feature wear: Scheduled punch re-hone intervals based on hit-count + edge-quality SPC to prevent drift.
- Material variability: Supplier-approved coil lots with mechanical property windows aligned to forming FEA and tryout data.
- Cleanliness escape: Inline particle checks and sealed WIP totes between finishing and packing.
Lessons You Can Reuse
- Co-engineer DFM early so the tolerance budget matches process capability—not wishful thinking.
- For thin-gauge stainless, distribute forming (pre-form + re-strike) and include in-die leveling.
- Use a fine-pierce or secondary re-pierce where micro-slots govern EMC; it is the fastest path to low burr, clean edges.
- Treat packaging as a process step—it protects quality gains you’ve paid for upstream.
- SPC + die protection brings quality control forward to the tool steel, not just final inspection.
What Prime Delivered
- Turnkey progressive stamping for ultra-thin stainless shields
- DFM, strip layout, and die engineering
- Precision deburring, ultrasonic cleaning, and clean packaging
- Metrology & documentation ready for regulated industries (CMM reports, capability studies, traceability)
Clear narrative and scannable sectioning mirror proven case-study formats used by established manufacturers, helping technical buyers move from problem to proof quickly.