
6 Ways to Reduce Your Sheet Metal Parts Cost
August 12, 2025 • by [email protected]

Budgets feel tight, and metal parts must still ship. I share six simple steps to cut cost fast.
Lower sheet metal cost by simplifying designs, choosing fit-for-purpose materials, matching processes to volume, right-sizing tolerances, planning orders, and optimizing packaging. Each step reduces waste without hurting function.
Costs often hide in drawings, routings, and cartons. So read on. I will turn shop rules into buyer actions you can use today.
Can design for manufacturability remove hidden costs?
Complex drawings create extra setups and scrap. Delays grow, and prices rise. I remove unnecessary features first.
Simplify geometry and standardize features. Use bend radii that match common tools. Keep hole-to-edge distances safe. These actions lift yield and shorten cycle time.
Dive Deeper: make shapes easy to form, then standardize features
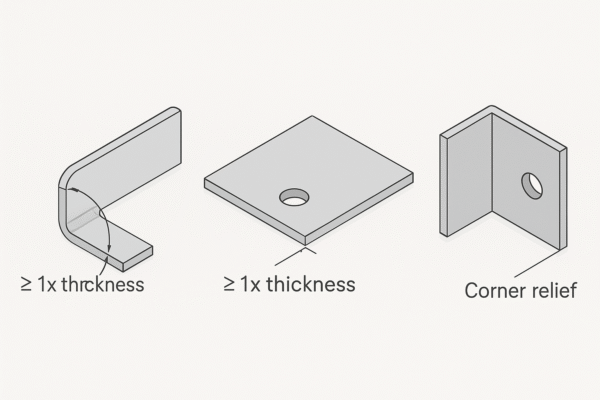
I see quotes rise when designs fight the press brake. So I audit bends, hems, slots, and tiny flanges. I remove features that do not add function. Then I group holes into standard sizes to avoid special punches. I pick bend radii that match stocked tooling. I add relief at tight corners because sharp corners crack. I keep holes at least one material thickness from edges. Therefore, forming becomes stable, and scrap falls.
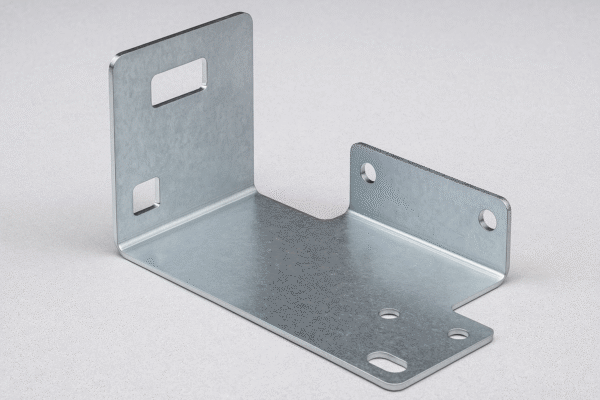
Years ago, I combined three brackets into one folded part. We added ribs and tabs to keep stiffness. We eliminated two welds and one fixture. Unit price dropped 22%, and lead time fell one week. As a custom stamping parts supplier, I always start with DFM workshops. We align CAD with reality, and we freeze a clean standard. Then future ECOs move faster, and cost stays low.
Key geometry rules
| Rule of thumb | Typical value | Cost effect |
|---|---|---|
| Bend radius | ≥ 1× thickness | Fewer tool changes |
| Hole to edge | ≥ 1× thickness | Less distortion |
| Corner relief | Slot or radius | Fewer cracks |
| Hole families | ISO series | Faster punching |
Will smarter material choices cut cost without risk?
Teams often pay for properties they never use. Money leaks away fast. I match grade and gauge to the real duty.
Select the lowest-cost grade that meets strength and environment. Consider pre-coated coils. Reduce thickness with ribs or hems, not with guesses.
Dive Deeper: match environment first, then optimize thickness
I start with the environment. Is the product indoor and dry? Then mild steel with powder coat often wins. If corrosion risk is moderate, galvanized steel beats stainless on price. If weight matters, 5052 aluminum offers strong stiffness-to-mass. Thickness drives bend force and cycle time. So I right-size gauge and add hems, flanges, or ribs to keep strength. In one kiosk program, I replaced 304 stainless with 5052 aluminum. We formed ribs, and we maintained rigidity. We cut weight by 35% and improved takt time.
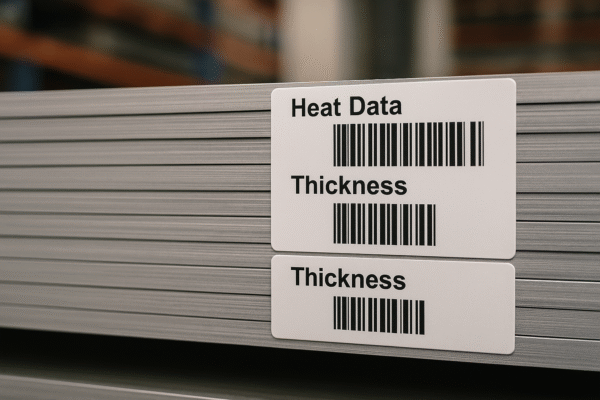
As an ISO-certified casting parts manufacturer and fabricator, I track mill certs and lots. Audits stay smooth, and traceability stays clear. I also check finishing routes, fatigue needs, and conductivity. Then I list trade-offs in one page for quick sign-off. Because supply risk matters, I confirm second sources for common grades. I run forming trials before freezing the BOM. Finally, I set a review gate at pilot and at ramp. If duty or volumes change, we can update grade without chaos.
Grade versus cost snapshot
| Material | Relative price | Strength | Corrosion resistance | Notes |
|---|---|---|---|---|
| Mild steel (CRS) | Low | Medium | Low | Coats well |
| Galvanized steel | Medium | Medium | Medium | Good outdoors |
| 304 Stainless | High | Medium | High | Food-safe areas |
| 5052 Aluminum | Medium | Medium | Medium | Light, forms well |
Which process gives the best cost at your volume?
Process choice should follow volume and geometry. Habit wastes time and cash. I place the part on a volume curve.
Use laser plus brake for prototypes and low volumes. Use turret punching for many forms. Use progressive dies for high volumes. Add automation where it pays.

Dive Deeper: match volume to process, then automate wisely
For 50 to 1,000 parts yearly, laser plus brake wins. Nesting reduces waste, and programming stays fast. For many louvers or knockouts, turret punching can beat laser cycle time. Above 10,000 parts, I shift to a progressive die. Yes, the die costs money, but the unit price drops sharply. I also map secondary steps. If tabs self-locate, welding becomes simpler. If studs replace nuts, assembly speeds up.
Automation matters as volume grows. Auto loading keeps the laser busy. Offline bend programming reduces trial bends. Robotic welding handles repeat joints and frees skilled fitters. Because Prime runs ten lines, I can move work across cells. As an ISO-certified metal stamping factory, I stock spare inserts and maintain die histories. Uptime stays high, and schedules stay calm. I review the PFMEA with your engineer and set CTQs. Then I add SPC on those features to catch drift early.
Volume-to-process guide
| Annual volume | Best fit | Tooling cost | Unit cost trend |
|---|---|---|---|
| 50–1,000 | Laser + brake | Minimal | Flat |
| 1,000–10,000 | Turret + brake | Low | Down |
| 10,000+ | Progressive die | High | Lowest |
Do tight tolerances hurt cost more than expected?
Yes. Blanket tight tolerances add inspection, scrap, and rework. Buyers feel pain later. I control what matters and relax the rest.
Hold tight limits only on interfaces. Align datums to forming and welding. Standardize hole and thread sizes. Gauge on the line, not only in the lab.
Dive Deeper: protect interfaces, relax cosmetics, and align datums
I review drawings with a simple rule. First, I mark features that locate, seal, or align. Those need discipline, so I hold them tight. Then I relax cosmetic edges and decorative gaps. I align datums to how we actually form and weld. If you set a flat datum on a bent flange, inspectors chase ghosts. I avoid positional callouts that ignore bend relief. Where possible, I use slot-and-tab joints that self-locate. Then fixtures get simpler, and weld distortion falls.
A client once used ±0.1 mm on every dimension. We kept ±0.1 mm only on bearing holes and interfaces. We set ±0.5 mm on non-critical edges. Scrap fell by half, and throughput rose. With CNC parts precision machining, I finish only the tight interfaces after forming. I do not machine the whole part. I add go/no-go gauges at the cell, so checks stay fast. I log Cp and Cpk and share weekly trends. Problems surface early, and teams fix root causes quickly.
Tolerance trimming checklist
| Feature type | Typical tolerance | Why it saves |
|---|---|---|
| Cosmetic edges | ±0.5–1.0 mm | Less rework |
| Bend angle | ±1° | Faster forming |
| Hole diameters | ISO series | Standard tools |
| Datum scheme | Process-aligned | Stable checks |
Can smarter order planning reduce unit cost?
Small batches repeat setups and invite rush freight. Unit cost jumps. I use blanket orders and releases to spread the load.
Increase batch size where cash allows. Use scheduled releases. Secure materials early. Align carton sizes to pallet patterns to improve cube.
Dive Deeper: lock a rhythm, then scale with demand
I help buyers compare cash flow and unit price in one sheet. Often, a quarterly blanket with monthly releases works best. We build to a rolling forecast and keep safety stock for critical SKUs. We also align box sizes to pallet patterns. Then cartons cube out containers, and freight per unit drops. For hardware kits, I use a bulk fasteners wholesale supplier approach. We bag, label, and stage kits by work order, not only by SKU. Assembly lines then move faster and need fewer touches.
If demand spikes, I split lots across Prime’s ten lines or add a weekend shift. Because we plan together, I quote sharper prices with confidence. You save money, and I keep the lines busy. We review actuals each month and adjust releases. We also set simple reorder points with barcode scans. Line stops and emergency air freight become rare. Communication stays clear, because one planner owns changes and confirms them in writing.
Batch size effects
| Release plan | Setup count | Unit price | Risk |
|---|---|---|---|
| Weekly small lots | High | Highest | Stockouts |
| Monthly lots | Medium | Lower | Balanced |
| Quarterly blanket | Low | Lowest | Needs forecast |
Will packaging and logistics optimization cut total landed cost?
Yes. Damage, moisture, and weak labels add silent cost. Customers notice, and claims grow. I treat packaging as a designed part.
Use right-sized cartons, custom foam, desiccants, and strong pallets. Print large, scannable labels. Match packaging to the transport mode and drop-test the design.

Dive Deeper: protect edges, improve cube, and speed receiving
I measure the fragile dimension and support it from below. Then I add top pressure spreaders, so freight does not crush parts. I right-size cartons to improve container fill and reduce dunnage. Labels get scanned many times, so I print SKU, PO, and quantity in large type. I add barcodes and QR links to digital packing lists. When humidity threatens, I use VCI bags and desiccants. For air shipments, I switch to nested trays to cut mass. For sea freight, I add liners and use strong pallets with two straps each way.
As a custom welding parts supplier and fabricator, I run ISTA-style drop tests and photo every step. Damages fall, claims drop, and landed cost stays low. Receiving moves faster when every carton shows item, lot, and count. I lock the pack spec in the PO with drawings and pass criteria. Then every release ships the same way. Your customers receive clean parts, and trust grows.
Packaging choices that pay
| Scenario | Protection | Freight impact | Notes |
|---|---|---|---|
| Air express | Light trays | Lowest weight | Speed first |
| FCL sea | Heavy pallets | Best cube | Lowest per unit |
| LCL sea | Strong cartons | Moderate | More handling risk |
Conclusion
Cut cost with DFM, smart materials, right processes, lean tolerances, steady releases, and engineered packaging across programs.
Ready to act today? Contact Prime for a free DFM review, fast quotation, and a tailored cost-down plan. We are an ISO-certified factory with ten production lines since 1993. We export to North America, Europe, the Middle East, Australia, and global markets. As your custom stamping parts supplier, we also deliver CNC parts precision machining, casting, welding, fasteners, and plastic parts. Send drawings and volumes through our website inquiry form now. You will receive expert feedback, clear pricing, and firm lead times fast. Let Prime reduce your sheet metal part cost while keeping quality stable and deliveries on time.
