

Which welding hood should you choose for your team—and how do you maintain it to ANSI/EN standards?
August 25, 2025 • by [email protected]

Poor welding hoods drive eye strain, rework, and downtime. A standards-led, buyer-focused approach—fit, optics, shade, and a simple maintenance plan—improves bead quality and safety while reducing total cost of ownership across shifts.
Choose a hood compliant with ANSI Z87.1 (US) or EN 175/EN 379 (EU), with variable shade DIN 9–13, clear optics (ideally 1/1/1/1), fast switching (~1/10,000 s), four sensors, and balanced headgear. Keep a weekly maintenance checklist: clean lenses, replace pitted covers, test ADF/grind mode, verify markings, and log inspections.
I’ll detail the non-negotiable features, how to match a hood to process and environment, and a maintenance routine that extends service life.
Essential Features of a Quality Welding Hood?
Fogged lenses, slow switching, and poor balance cause scrap and injuries. The right specification prevents headaches and keeps throughput steady.
Prioritize compliance (ANSI Z87.1 or EN 175/EN 379), optical clarity (target 1/1/1/1), DIN 9–13 variable shade, consistent switching, true-color view, four sensors, grind mode, and balanced, adjustable headgear. Confirm compatibility with primary safety glasses and consider PAPR where fume levels or duration justify it.
A quality hood is a system. Standards first: ANSI Z87.1 defines US eye/face protection performance and marking; EU buyers reference EN 175 (helmet) and EN 379 (auto-darkening filters). Guidance for task-to-shade selection appears in OSHA resources (OSHA: Eye and Face Protection) and manufacturer IFUs. “1/1/1/1” under EN 379 signals top performance in optical class, diffusion, luminous transmittance variation, and angle dependence—useful for low-amp TIG where puddle visibility is critical. Variable shade DIN 9–13 covers SMAW/GMAW/GTAW for most shops. Four sensors help with out-of-position arcs; true-color filters improve puddle and HAZ contrast. Light state DIN 3–4 eases layout and tacking.
Ergonomics protects necks on long shifts. I aim for <600 g (≈21 oz) total mass, large viewing area around 100 × 60 mm (3.94 × 2.36 in), and a headgear that adjusts 52–64 cm (20.5–25.2 in). If you weld stainless, hardfacing, or in low-ventilation cells, plan PAPR integration; see NIOSH background on powered respirators (NIOSH: PAPRs).
Prime (China)—founded 1993, ISO-certified, 10 production lines—manufactures shells (PA/PC), stamped brackets, CNC pivots, screws, and plastic parts with private-labeling. I include peel-film covers, stainless fasteners, and balanced pivots. Ask for FAI/CMM reports and carton drop results with your PO.

Practical checkpoints buyers should verify
- Standards markings: ANSI Z87.1 or EN 175/EN 379 permanently visible and traceable.
- Optics: EN 379 class 1/1/1/1 where budget allows; uniform shade over angle.
- Controls: external grind mode with clear indicator; four sensors for awkward positions.
Quality & packaging notes buyers care about
- Front covers individually sleeved with peel film; spare covers included.
- Ratchet endurance-tested; replaceable sweatbands kitted per unit.
- Cartons drop-tested; corner blocks and lens-down packing reduce scuffs.
| Factor | Option A | Option B | What it means for cost/lead time |
|---|---|---|---|
| Shell Material | PA6/PA66 (heat-resistant) | PC blend | PA tolerates heat; PC reduces resin cost but may need thicker walls. |
| Optical Class | 1/1/1/1 | 1/1/1/2 | Better puddle clarity; slightly higher ADF cost. |
| Sensor Count | 4 sensors | 2 sensors | Improved switching out of position; modest wiring time add. |
| Light State | DIN 3 | DIN 4 | DIN 3 aids layout; DIN 4 resists bright ambient glare. |
| Fasteners | Stainless | Zinc-plated | Stainless resists corrosion; plating is faster to source. |
| Reports | FAI/CMM + drop/heat | Visual only | Full reports add days; reduce warranty risk and returns. |
Upload your drawing to get 24-hour DFM advice and a firm quote.
Choosing the Right Welding Hood for You?
Buying on price alone backfires. Match hood to process, amperage, positions, glare, and fume exposure to protect welders and first-pass yield.
Use OSHA shade guidance by process, then fine-tune for visibility. For SMAW/GMAW/GTAW, DIN 9–13 works broadly. Confirm ANSI/EN compliance, ensure comfortable balance, and select PAPR where exposure data or shift length justifies it. Always wear safety glasses beneath the hood.
I choose along three axes—process, place, person:
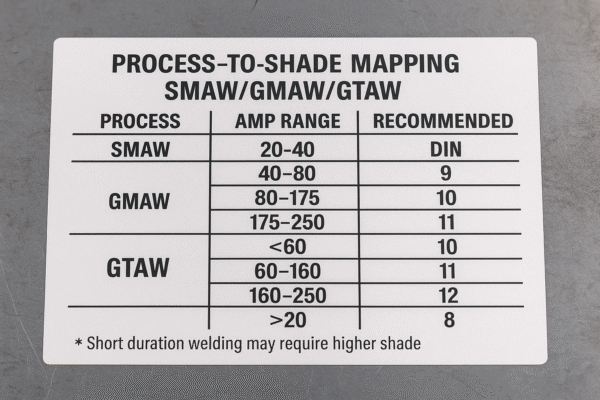
Process. Start with published minima and adjust within safe practice for puddle clarity. Typical ranges: GMAW 10–12 (spray 12–13), SMAW 10–12, GTAW 9–12 depending on current and background glare (OSHA shade overview). Low-amp TIG demands sensitive sensors and uniform optics; set delay so the ADF doesn’t flicker on crater fill.
Place. Tight fixtures and overhead work prefer four sensors and responsive switching. Outdoor cells may need darker light-state and higher sensitivity thresholds to avoid sunlight false trips. If fume measurements or process risk assessments indicate, adopt PAPR and verify assigned protection factors with your safety lead (EU PPE overview).
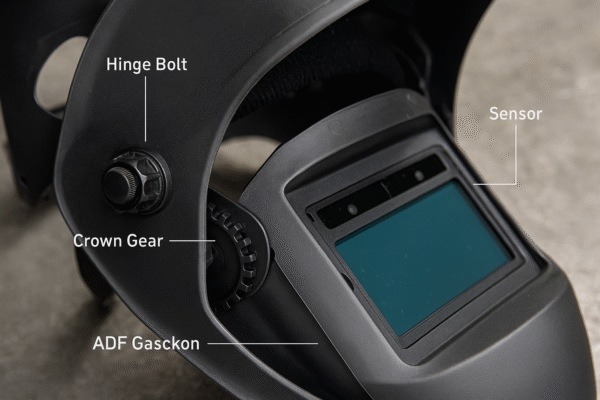
Person. Comfort drives compliance. Balance center-of-gravity so operators avoid overtightening. For mixed cells, specify an external, glove-friendly grind button with a positive indicator, so nobody strikes an arc in clear state. Standardize batteries (e.g., CR2450) and front cover sizes across SKUs to simplify MRO.

Buying from Prime. I reduce fleet complexity by harmonizing spare covers, battery types, and headgear across your models. I can mold custom shell colors, add your logo, and kit spares per helmet. My export packaging uses corner blocks and desiccants; I share carton test photos in the inspection report.
Practical checkpoints buyers should verify
- Processes covered: SMAW, GMAW, GTAW, PAC, OFC—shade and sensor sensitivity validated.
- Light state DIN 3–4 for layout/tacking; external grind with lockout preferred.
- PAPR compatibility and seal options where exposure or shift time warrants.
Quality & packaging notes buyers care about
- IFU includes shade table and maintenance log template.
- Serial/lot traceability per carton; QR to download inspection reports.
- Cartons labeled with orientation and humidity icons; desiccant included for sea routes.
| Process | Typical Amps | OSHA Min Shade* | Practical Range | Notes |
|---|---|---|---|---|
| SMAW (Stick) | 60–250 A | 10–11 | 10–12 | Higher current may push DIN 13. |
| GMAW (MIG) | 80–300 A | 10 | 10–12 | Spray transfer often 12–13. |
| GTAW (TIG) | 5–250 A | 10 | 9–12 | Low-amp TIG needs sensitive sensors. |
| PAC (Plasma cutting) | 20–400 A | 8–10 | 8–12 | Increase shade as current rises. |
| OFC (Oxy-fuel) | — | 5–6 | 5–9 | Goggles or helmet lenses per policy. |
*Use OSHA/competent authority guidance; adjust within safe practice. See OSHA Eye & Face Protection.
Upload your drawing to get 24-hour DFM advice and a firm quote.
Maintenance Guide for Your Welding Hood?
Skipping maintenance ruins optics and risks eyes. A five-minute routine prevents injuries and preserves ADF performance over thousands of lifts.
Adopt a weekly checklist: clean shell and lenses, replace pitted front covers, test ADF switching and grind mode, inspect headgear/hinges, verify Z87/EN markings, and log actions. Store dry and away from solvents. Safety glasses should always be worn under the hood.
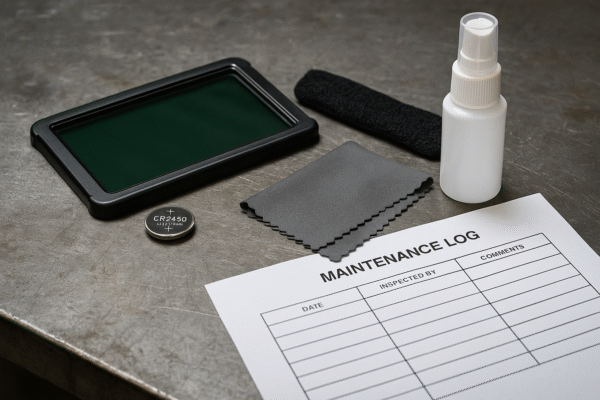
Good maintenance is cheap insurance. Standardize a kit at each cell: peel-film front covers, neutral-pH cleaner (no ketones or aromatics that craze polycarbonate), microfiber cloths, spare CR2450 batteries, sweatbands, and a one-page log. Clean the shell daily; spatter buildup distorts balance and stresses pivots. Replace front covers immediately when hazed or pitted; a low-cost part protects the high-value ADF. Function-test the ADF before each shift with a safe test light or per IFU; verify sensitivity, delay, and uniform shading. Confirm grind mode indicator works to avoid striking with an open shade. Keep devices dry and out of direct sun in storage; UV and solvents can embrittle plastics. Verify ANSI Z87.1 or EN 175/EN 379 markings remain legible; regulators expect hazard-matched PPE selection and upkeep (OSHA PPE basics).
Prime service model. I supply replacement covers, brackets, and headgear to drawing with ISO-controlled processes. On request, I provide FAI/CMM, material certs, and carton drop test records. My packaging isolates lens stacks and uses corner blocks; each carton carries orientation/humidity icons and desiccant for sea freight.
Practical checkpoints buyers should verify
- Replace front covers at first sign of pitting; keep two spares per station.
- Test ADF switching and grind mode at each shift start; record pass/fail.
- Confirm Z87/EN markings readable after cleaning; retain photos for audits.
Quality & packaging notes buyers care about
- Neutral-pH cleaner only; avoid solvents that craze polycarbonate.
- Standardize battery type across the fleet to simplify spares.
- Lens-down packing in film sleeves; corner blocks and desiccant for long routes.
| Task | Frequency | How to do it | What it means for cost/lead time |
|---|---|---|---|
| Clean shell & lens | Daily | Microfiber + neutral-pH cleaner | Minutes; preserves optics and reduces rework. |
| Replace front cover | Weekly or on damage | Swap pre-cut cover | Very low cost; protects expensive ADF. |
| Test ADF & grind mode | Each shift | Sensor test lamp; check indicators | No parts; prevents incidents and scrap. |
| Inspect headgear | Weekly | Check ratchet teeth, pins, straps | Avoids mid-shift failures; plan spares. |
| Verify markings | Monthly | Confirm Z87/EN legibility | Supports compliance audits/incident reviews. |
| PAPR filter change | Per IFU | Follow pressure/indicator | Keeps airflow; plan filter stock and lead times. |
Upload your drawing to get 24-hour DFM advice and a firm quote.
RFQ checklist (copy-paste into your email)
- Process & amperage range (e.g., GMAW 120–260 A; TIG 10–120 A).
- Required standards (ANSI Z87.1 or EN 175/EN 379), optical class target (e.g., 1/1/1/1).
- Shade range, light state, grind mode (internal/external).
- PAPR compatibility and hose orientation (left/right) if needed.
- Viewing area size; headgear size range; target weight.
- Branding: shell color, logo method (pad print/laser), label text.
- Documentation: FAI/CMM, carton drop photos, material certs.
- Packaging: retail/industrial, spares per unit (covers, sweatband, batteries).
- Incoterms (EXW/FOB/CIF), target lead time window, forecast volumes/MOQ.
- Destination (NA/EU/MEA/AU), any special compliance notes.
What you can expect from Prime (China)
- Factory founded 1993; ISO-certified; 10 production lines for plastics, stamping, CNC, and assemblies.
- Rapid DFM within 24 hours of drawing receipt; practical trade-offs to hit tolerance, optics, and balance.
- Transparent inspection: FAI/CMM, torque/ratchet life tests, ADF functional checks, and carton drop testing.
- Robust export packaging: lens-down sleeves, corner blocks, desiccants, and orientation/humidity icons.
- Flexible logistics: EXW/FOB/CIF; partials possible; global export to North America, Europe, Middle East, Australia.
Conclusion
Choose a compliant, clear, comfortable hood and maintain it with a five-minute routine; upload your drawing for 24-hour DFM advice and a fast quote now.
