
Top 10 manufacturing companies reveal: practical cost-saving strategies for customizing metal parts
August 15, 2025 • by [email protected]

Custom metal parts drain budgets. Delays multiply losses. I share simple steps that cut cost fast.
Cost drops when design, process, and logistics align. Prioritize critical features, then standardize others. Trial alternative processes and materials. Validate with data, samples, and PPAP before scaling.
I run sourcing programs across North America, Europe, and the Middle East. So I see what works in live orders. Prime launched in 1993 with ten lines and ISO certification. Therefore, I will show usable actions and supplier tactics you can apply today.
Which top 10 manufacturing companies lead on cost-saving moves?
I benchmark leaders for practical ideas. Then I adapt them to custom metal parts. Also, I include Prime so you can compare fast and act now.
| Company | Core strength | Category | Signature cost-saving move | What you can borrow |
|---|---|---|---|---|
| Shandong Prime International Trade Co., Ltd. (Prime) | Agile, ISO lines | Stamping, CNC, Casting, Welding, Fasteners, Plastics | Laser-first launch, then progressive die | Stage capital with demand gates |
| Toyota | Lean systems | Automotive | SMED changeovers under 10 minutes | Cut set-up time and raise OEE |
| Bosch | Design standardization | Industrial | Common holes, radii, threads | Standardize prints across families |
| Siemens | Digital twins | Industrial | Simulate capacity before tooling | Validate flow; avoid overbuy |
| Foxconn | Volume scaling | EMS | Rapid cell replication | Clone winning cells fast |
| Magna International | Process integration | Automotive | In-cell forming and assembly | Combine ops; shorten travel |
| 3M | DFMA rigor | Multi-industry | Reduce part count early | Delete low-value features |
| Honeywell | Supplier development | Aerospace | APQP with on-site coaching | Lift supplier capability quickly |
| GE Appliances (Haier) | Modularity | Appliances | Shared tooling across models | Reuse dies across variants |
| Schneider Electric | Global logistics | Electrical | Pack standards and cube rules | Right-size packs; protect cube |
How do I reduce tooling and NRE costs for custom metal parts?
Budgets suffer when tooling quotes spike. So teams delay choices, and projects stall. I split needs into must-haves and nice-to-haves. Then I match features with the cheapest stable process.
Trim tooling by testing flexible routes first. Use laser plus press brake to launch. Move to progressive dies after demand stabilizes. Share punches across SKUs. Validate with pilot lots and PPAP before capital.
Dive deeper: launch smart and invest only when volume proves real
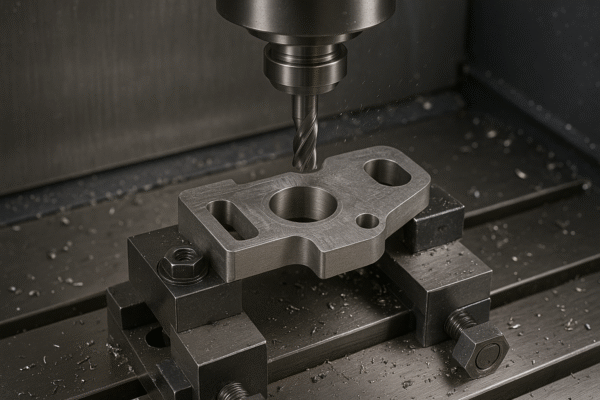
I start with a custom stamping parts supplier route that uses laser cutting, bending, tapping, and hardware insertion. So we release parts in days, not months. Then I hold a firm demand gate after the first three months. If orders stay strong, I approve modular dies with replaceable inserts. This keeps flexibility, and it protects cash. I also reuse standard features, like 6.6 mm holes, M6 threads, and R3 radii. So families share punches and inserts. Next, I balance batches with forecast accuracy. Small, frequent runs cut inventory risk and reduce changeover pain when SMED stands ready.
I pair stamping with CNC parts precision machining for datum faces and tight bores. One flow cell handles laser, bend, PEM insertion, and finish mill in line. So parts move less, and scrap drops. I add poka-yoke nests and quick clamps. Operators switch jobs with color-coded kits. Therefore, set-ups fall under ten minutes, and OEE rises. I document every redline on the drawing. Buyers see the rules and the cost guardrails. Engineers follow the same play each time, which speeds future RFQs. Finally, I keep a flexible route alive for spikes. That backup avoids rush dies and weekend fees.
Practical levers and expected impact
| Lever | Typical saving | Risk level | When it works best |
|---|---|---|---|
| Laser + brake instead of early die | 15–35% | Low | Low to medium volume |
| Modular die inserts | 10–20% | Medium | Families with shared profiles |
| Shared tooling across SKUs | 5–12% | Low | Similar gauges and radii |
| In-cell forming and tapping | 5–15% | Low | Short travel paths |
| Kanban and fixed set-ups | 3–8% | Low | High mix, repeat orders |
Which tolerances and materials save money without hurting function?
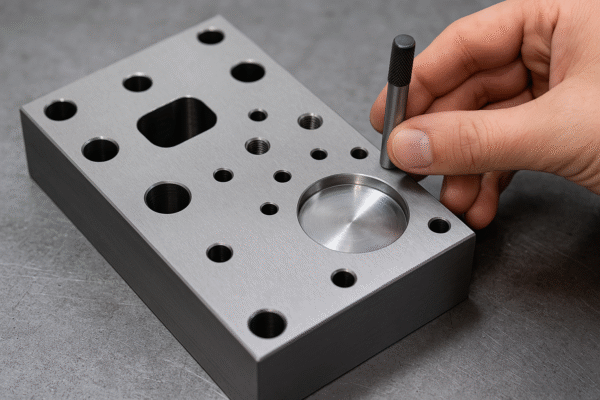
Over-tight tolerances burn cash. So machinists slow feeds, and scrap climbs. I start with function, then I map the real fit chain. Then I relax cosmetic features that do not affect performance.
Hold tight only where assemblies need it. Use ISO fits for shafts and bores. Set surface roughness by function. Prefer common alloys first. Validate with GR&R and capability data before release.
Dive deeper: control the fit where it matters and open the rest
I group features into three bands. First, I hold critical fits tight. Second, I relax supporting features. Third, I open cosmetics. I write the reason for each band on the drawing. So operators understand trade-offs. Then I run GR&R on key gauges. I want repeatable checks before capability runs. After that, I collect Cp and Cpk by feature. I act on data, not on feelings. This keeps function high while cycle time drops. It also reduces inspection time, which buyers often forget to count.
I use a simple material path. I start with Q235 or SS400 for mild steel, 304 for corrosion, and 6061 for light weight. I add coatings before I jump to exotic alloys. A near-net shape from an ISO-certified casting parts manufacturer can beat a billet. An engineered weldment from an OEM welding parts factory can replace heavy blocks. I test both with pilot lots and clear acceptance criteria. Then I check strength, flatness, and cosmetic needs. Finally, I lock the winner with salt-spray data and torque tests. This approach trims chips, reduces cycle time, and keeps supply stable.
Quick tolerance and finish guide
| Feature type | Typical tolerance | Process match | Cost note |
|---|---|---|---|
| Critical fit bores | ±0.01–0.02 mm | Ream or grind | Higher cycle time |
| Primary datum faces | ±0.05 mm | CNC mill | Moderate cost |
| Brackets and shields | ±0.2–0.5 mm | Stamping or laser | Lower cost |
| Surface roughness | Ra 0.8–3.2 μm | CNC or grind | Use only as needed |
How do packaging and logistics choices lower total landed cost?
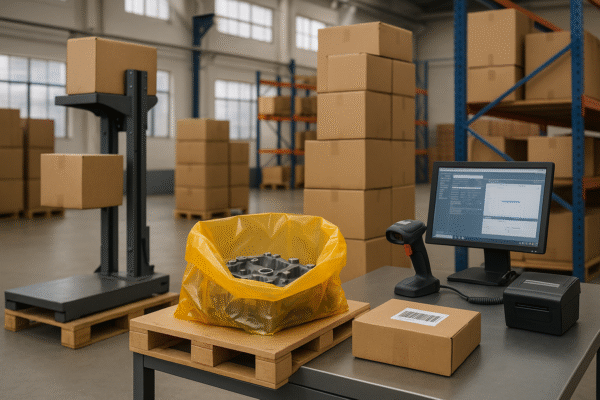
Teams often ignore packaging until the end. But damage, moisture, and cube waste punish margins. I design packs with shipping in mind from day one. Then I lock labels, barcodes, and QC seals into the spec.
Right-size cartons and choose export-grade pallets. Add rust control when needed. Standardize inner packs for fast counts. Consolidate shipments by forecast. Use clear Incoterms and backup modes.
Dive deeper: engineer the pack, then align it with lanes and seasons
I begin with geometry and surface needs. I choose trays, dividers, foams, or VCI bags based on risk. Then I run drop and vibration tests that match the route. I check carton ECT, pallet overhang, and stack height. Photos go inside the spec, so audits stay simple. Barcodes print on two adjacent faces for easy scans. Inner pack counts match line-side demand. This saves time during receipt and during assembly. It also protects traceability when claims arise.
I align packs with the freight plan and duty rules. I compare EXW, FOB, CIF, and DDP during the RFQ. Then I model lead time, control, and cash flow. For coastal routes, I add VCI and desiccant. For tall stacks, I use 44 ECT cartons and column stacking. I keep an expedited mode ready for urgent lots. I also align packaging with bulk fasteners wholesale China kits. Screws, anchors, and washers ship in labeled inners that match the parts. So the line pulls one set and starts work faster. This lowers labor cost and reduces picking errors without new software.
Pack and logistics options that cut total cost
| Choice | Unit cost impact | Damage risk | Notes |
|---|---|---|---|
| Tight thermoformed inner trays | +$0.02–$0.10 | Very low | For Class A surfaces |
| VCI bags with desiccant | +$0.01–$0.05 | Low | Moisture control for sea |
| Heavy-duty cartons (ECT 44) | +$0.10–$0.20 | Low | For stack height >1.5 m |
| Palletized, column stack | Neutral | Low | Improves cube use |
| Ocean and air split | Mixed | Low | Balance cash and speed |
Practical RFQ checklist you can use today
I like checklists because they align teams fast. So I share a short one that works with any custom metal parts supplier China program.
- Define critical features; relax cosmetics.
- Choose launch route: laser + brake or soft tool.
- Request modular die concept with shared inserts.
- Ask for Cp/Cpk, GR&R, and sample data.
- Confirm materials and coating alternatives.
- Fix inner packs, labels, and barcodes.
- Compare EXW, FOB, CIF, and DDP landed costs.
- Set demand gates and tooling timing.
- Keep a flexible backup process.
- Schedule pilot lot and PPAP dates.
Why Prime fits high-mix, custom metal parts
I design our service for buyers who need speed and control. Prime offers one-stop support across stamping, CNC, welding, casting, fasteners, and plastics. We run ten production lines with ISO certification. Also, we support flexible customization and quick delivery. Therefore, we can stage laser-first launches and scale to dies when volume proves stable. Our export team ships to North America, Europe, the Middle East, Australia, and more. Our engineers answer fast with simple language, drawings, and photos.
- One factory, many processes, and clear ownership.
- Fast sampling, stable quality, and reliable packs.
- Transparent pricing and practical cost-down plans.
- Real people who reply quickly and solve issues.
FAQs about cost-saving customization for metal parts
Q1: How do I choose between stamping and CNC?
Pick the process by volume and tolerance. Start with laser and bend for trials. Use CNC parts precision machining for datums and tight bores.
Q2: When should I invest in progressive dies?
Wait until demand stabilizes. Use a three-month gate. Approve dies when forecasts justify the spend.
Q3: What tolerances hurt cost the most?
Unnecessary tight bores and flatness demands hurt most. Open cosmetic slots and edges first. Hold only functional fits.
Q4: Which materials save money with low risk?
Use Q235 or SS400 for mild steel. Choose 304 for corrosion. Pick 6061 for light weight before 7075.
Q5: Can castings replace machined blocks?
Yes, when sections run thick. An ISO-certified casting parts manufacturer can supply near-net shapes. Then you finish critical features.
Q6: When do weldments beat solid billets?
Long spans and brackets favor weldments. An OEM welding parts factory can design joints that machine cleanly after weld.
Q7: How do I avoid damage in transit?
Right-size inner packs and cartons. Use VCI for sea lanes. Stack columns on pallets and avoid overhang.
Q8: Which Incoterm gives me the best control?
FOB balances control and simplicity. DDP helps some buyers, but it reduces visibility. Compare landed cost per lane.
Q9: How do I vet a custom supplier fast?
Ask for PPAP samples, Cp/Cpk, and GR&R. Check pack photos and barcode rules. Confirm custom stamping parts supplier capacity.
Q10: Can Prime bundle hardware with parts?
Yes. We offer bulk fasteners wholesale China kits. We ship matched inners with screws and parts for easy line pulls.
Conclusion
Choose Prime for ISO-certified, custom metal parts; cut cost, protect quality, and speed delivery with clear, data-driven methods.
Ready to reduce cost and risk now? Contact Prime today through our website. Get a free professional consultation, fast quotation, and a tailored plan. We ship quickly and hold quality steady across every lot. We welcome large buyers, traders, and engineers who need stable supply. Send your inquiry now. Our team will respond with drawings, photos, packs, and clear timing. We will protect your launch and your budget from day one.
