

How to Reduce Costs in Custom Metal Stamping Parts: Top Proven Strategies?
September 6, 2025
Margins leak in stamping because of defaults. Extra thickness, wrong coatings, complex dies, and sloppy packs burn cash fast. I wrote this from our floor at Prime to help you fix leaks and turn this page into your go-to playbook for /metal-stamping/.
Cut cost by design, not luck: match metal to function, right-size thickness, simplify tooling, pick the correct die family, and lock packaging and logistics. These moves cut total landed cost by 8–25% without hurting quality.
I run Prime, a one-stop factory for custom metal parts since 1993. I live with drawings, dies, presses, coatings, pallets, and freight bills. Buyers want lower cost, short lead time, and zero defects. I keep words simple. When I claim a method, I back it with standards like ISO corrosion tests, ASTM coating specs, and ASME GD&T rules. When you need deeper detail, I link straight into our cluster pages like metal-stamping material-selection and metal-stamping tooling-dsign so you can move from this pillar into focused guides without losing context.
Material Efficiency: Choosing the Right Metals and Coatings for Cost Savings?
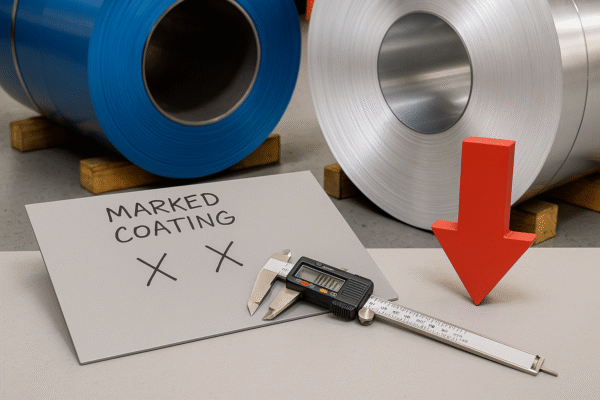
Material is the biggest lever. Habit chooses premium grades and thick stock. Function rarely needs both. My team cross-checks corrosion claims using the salt-spray language in ISO 9227 and the operating method in ASTM B117 before we lock any coating or “hours” target in your RFQ.
Pick the lowest grade and thickness that meets use and standards. Prefer pre-coated coil when form depth allows. Match coil width to nesting. Lock yield targets before cutting the die.
I start with function, not habit. I still see “304 stainless” for indoor brackets. Dry room. No salt. No heat. In these cases, coated low-carbon steel that meets ASTM B633 zinc plating often wins, while clips or fasteners that need stronger protection usually move to ASTM B841 Zn–Ni. If your part prefers aluminum, I compare 5052-H32 drawability and 6061-T6 stiffness using the ASM Handbook, then confirm with coupon forming trials like the ones I document in metal-stamping material-selection.
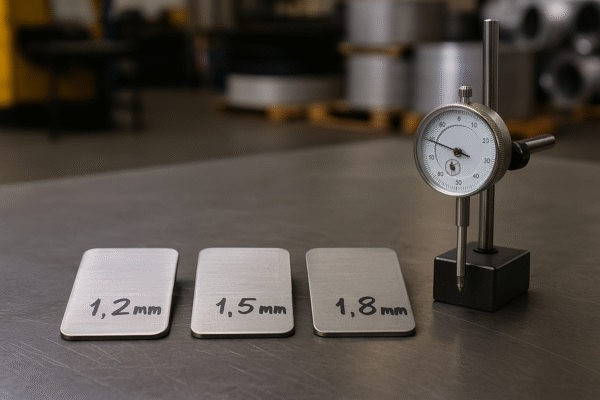
Thickness comes next. I cut three coupons at 1.2/1.5/1.8 mm and run a deflection test on the jig I show in metal-stamping thickness-optimization. I log mass, deflection, and tonnage and then set the safety margin. Many parts drop from 2.0 to 1.5 mm. That saves 25% mass, lowers press tonnage, reduces wear, and feeds easier. When I claim corrosion “hours,” I pin them to ISO 9227 or ASTM B117 so purchasing, quality, and suppliers read the same rule.
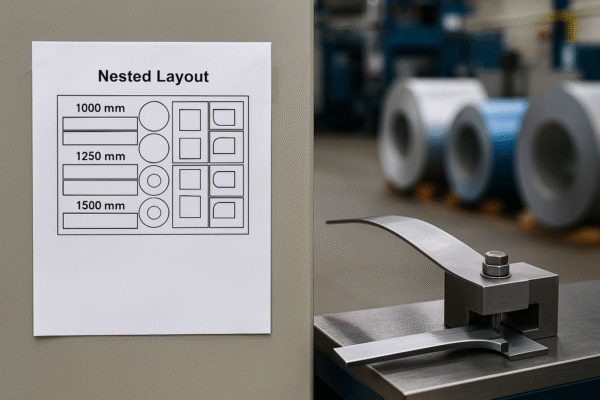
Yield beats “cheap sheet” talk. I build strip layouts at several coil widths in our nesting tool and show the plan in your quote on metal-stamping rfq-checklist. I include pilots, carriers, skeleton, and trim. I also ask the service center for slit-to-width coils that match the best layout. I explain the math in the cost notes so your team can audit each assumption without guessing.
Quick selection table
| Material | Cost Index (Low=1) | Formability | Yield Strength (MPa) | Corrosion | Typical Use | Note |
|---|---|---|---|---|---|---|
| Low-carbon steel (SPCC/DC01) | 1.0 | Excellent | 140–210 | Needs coat | Brackets, covers | Best bendability |
| HSLA (300–600) | 1.2–1.6 | Good | 300–600 | Needs coat | Structural clips | Reduce thickness |
| Stainless 304 | 3.0–3.5 | Good | 215–300 | Good | Food, chem | Watch galling |
| Stainless 316 | 3.8–4.5 | Good | 205–290 | Better | Marine | Use only if needed |
| Aluminum 5052-H32 | 2.2–2.8 | Good | ~200 | Good | Light covers | Great draws |
| Aluminum 6061-T6 | 2.5–3.0 | Fair | ~275 | Good | Stiff plates | Not for tight draws |
| Brass C260 | 4.0–5.0 | Excellent | ~250 | Good | Contacts, decor | High scrap value |
Coatings at a glance with sources
| Finish | Cost Add | Durability | Source |
|---|---|---|---|
| Zinc plate | Low | Basic | ASTM B633 |
| Zn–Ni (12–15%) | Med | High | ASTM B841 |
| E-coat | Med | High | MetalForming Magazine |
| Powder coat | Med–High | High | Thomas Insights |
| Anodize (Al) | Med | Medium | ASM Handbook |
| Passivation (SS) | Low | Surface | ASTM A967 |
| Pre-coated coil | Low–Med | Medium | Validate bend test vs. ISO 9227 |
A floor story: a 1.2 mm 304 bracket ran indoors. We trialed 0.9 mm galvannealed with film and matched the “hours” target from ISO 9227. Deflection rose 10% but stayed in spec. We moved nesting from two-across on 1000 mm to three-across on 1250 mm coil. Brushing vanished because pre-coat looked clean. Unit cost fell 28%. Lead time dropped five days. I recorded the full breakdown inside metal-stamping material-selection.
Die and Tooling Design: Simplifying Structures to Lower Production Expenses?
Beautiful but complex dies burn cash in tryout loops, downtime, and spares. I align drawings to process language from ASME Y14.5 GD&T and default bands in ISO 2768-1 before we cut steel, then mirror those bands in our control plan template shown on metal-stamping ppap-automotive.
Reduce stations, avoid cams, use catalog hardware, and hold practical tolerances. Design quick-change inserts and fast maintenance from day one.
I design for stamping first. I move holes ≥1.5×t from bends, add inside radii ≥t, and add bend reliefs. I place cosmetic faces late to avoid rub. I split deep forms across stations so lube and speed stay friendly. These steps match the die practices in the SME Die Design Handbook (available from SME) and the press guidance in Schuler’s Metal Forming Handbook from Springer.
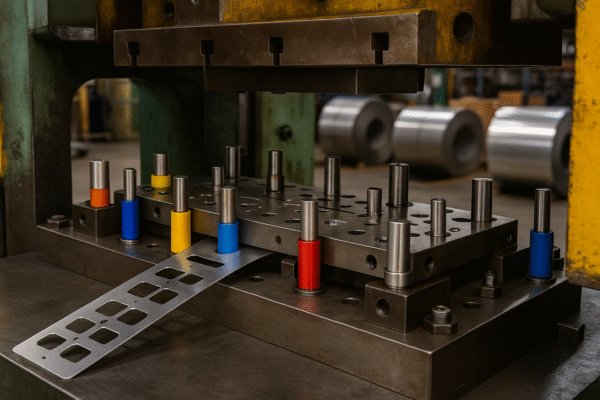
Station count is a major cost driver. Every station adds length and timing risk. I cluster-punch pierces when steel allows. I keep cams only if the geometry forces them. I pick a pitch that fits the bed and tool length. I standardize die sets, posts, and springs, and I add wear inserts at hot zones so my team can swap them fast. For hands-on training, I like PMA modules because they mirror how we teach apprentices on the bench and match what readers see in MetalForming Magazine features.
Tolerances must match capability. On stable runs I hold pierce Ø ±0.05–0.10 mm, bend ±0.5–1.0°, flange ±0.10–0.20 mm, and true position ±0.10–0.20 mm from strip datums. I lock the datum scheme before die design starts. I explain these bands in metal-stamping tooling-design and show live CMM plots in our PPAP examples on metal-stamping ppap-automotive.
Tooling cost drivers
| Driver | Impact | What I do |
|---|---|---|
| Station count | High | Combine pierces; split deep draws |
| Cam actions | High | Re-orient features; stay straight-line |
| Custom hardware | Med | Use catalog sets, posts, springs |
| Hard machining | Med–High | Use inserts; avoid deep pockets |
| Tryout loops | High | Early DFM; realistic tolerances; shim plan |
| Surface finish | Med | Polish only where life or cosmetics need it |
A story: a customer spec pushed a transfer die with three cams and a curl. I moved two holes, added bend reliefs, and replaced the curl with a coined edge. We built a five-station progressive die with no cams. Tool cost fell 22%. Tryout finished two weeks sooner. PPAP variation dropped. The same logic later earned a short mention in MetalForming Magazine, which helped another buyer approve a similar change.
Process Optimization: Progressive, Transfer, and Compound Dies Compared?
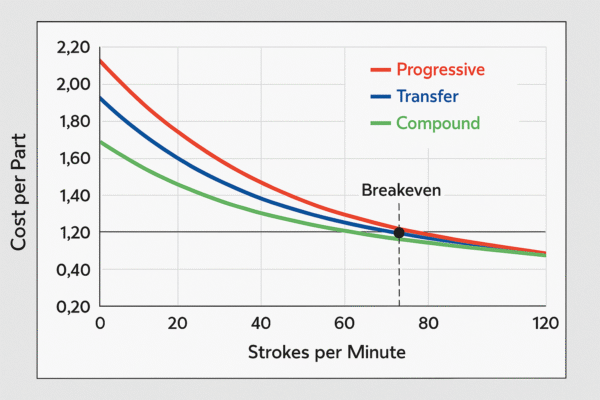
Not every part wants a progressive die. Not every shell wants transfer. I map complexity, volume, strip control, and surface risk, then compare options against curves and examples in Schuler’s Metal Forming Handbook on Springer and the SME Die Design Handbook. After that I pick the path that keeps unit cost low and stability high.
Map complexity, volume, strip control, and surface risk. Compare progressive, transfer, compound, or a hybrid. Model speed, scrap, and maintenance to pick the lowest total cost.
What each process does best
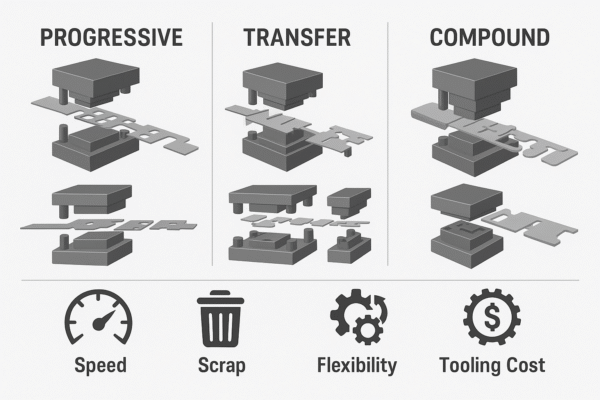
• Progressive: coil feeds through stations; ideal for brackets, clips, and simple shells at scale. High SPM, great control, slower changeover. The setup checklist sits in metal-stamping progressive-dies.
• Transfer: fingers move parts between open stations; ideal for deep draws and orientation changes. We show finger timing and soft-pad ideas in metal-stamping transfer-dies.
• Compound: multiple cuts in one stroke; ideal for flat parts with tight hole-to-edge. Our flat-part recipe lives at metal-stamping compound-dies.
A quick comparison
| Factor | Progressive | Transfer | Compound |
|---|---|---|---|
| Best for | Brackets/clips | Deep draws/shells | Flat plates |
| Volume | Med–High | Low–High | High |
| Hole-edge accuracy | Good | Good | Excellent |
| Tool complexity | Med–High | High | Low–Med |
| Scrap | Low–Med | Med | Low |
| Changeover | Slow | Slow | Fast |
| Unit cost at scale | Lowest | Medium | Low |
I add sensors early: strip-end, misfeed, double-hit, punch-break, and in-die part detection. I ramp speed in steps, log hits, and tie each change to a control plan that later sits in the PPAP pack per AIAG PPAP. If your end customer is automotive, we align documents to the IATF 16949 scheme without creating paperwork you do not need.
Cycle model example
| Option | SPM | Parts/Stroke | Effective Rate | Scrap | Tool Cost (USD) | Changeover (hr) | Maint./10k pcs (hr) |
|---|---|---|---|---|---|---|---|
| Progressive | 60 | 1 | 60/min | 12% | 160,000 | 6 | 0.8 |
| Transfer | 30 | 1 | 30/min | 15% | 210,000 | 8 | 1.2 |
| Compound | 70 | 1 | 70/min | 8% | 120,000 | 3 | 0.5 |
Case: a shallow-draw cover started in transfer at 28 SPM. Light rub marks annoyed the customer. We rebuilt as progressive with six stations, early trim, and late pierce. Speed reached 50 SPM. Scrap fell 3%. Claims dropped to zero. Unit cost fell 18%. We reused the same logic on a clip family you can see in the gallery on metal-stamping progressive-dies.
Supply Chain and Packaging: Reducing Waste, Logistics, and Lead Times?
Great parts packed wrong cost twice. Slow lanes eat margins. I design packs that meet ISTA 3A for parcel and ASTM D4169 for freight. I also write risk and cost by Incoterms® 2020 on every PO and mirror it in the RFQ template on metal-stamping rfq-checklist.
Design packs that protect and stack. Map make/move/wait time. Choose shipping modes by math. Use clear calendars and clean documents.

I map weak points: sharp edges, faces, thin flanges. I isolate with VCI wraps for bare steel and EPE trays for cosmetic parts. I remove rattle space and right-size cartons to pallet footprints. I test drops and tilt per ISTA 3A. For ocean routes I size desiccant to box volume and route time and include humidity cards. The exact recipes and photos live in metal-stamping packaging-ista-astm.
Lead time breaks into make, move, and wait. I attack “wait.” I align PO release with coil order windows. I set a weekly or biweekly cadence and share the calendar early. I choose trade terms by risk and visibility using the ICC Incoterms® matrix, and when launch is tight, I plan a small air bridge with rules we agree upfront and record that path in the kickoff deck.
Documents must be clean. I match part number, revision, HS code, origin, weights, and pack counts. I attach a COC and pack photos. I follow your portal label rules. I add large barcodes. The shipping checklist sits in metal-stamping rfq-checklist, and example labels live in metal-stamping ppap-automotive.
Pack options
| Option | Protection | Cost | Reuse | Best For |
|---|---|---|---|---|
| Corrugated + VCI + dividers | Med | Low | No | Light brackets |
| Corrugated + EPE trays | High | Med | No | Cosmetic covers |
| Returnable tote + dunnage | High | Med | Yes | Stable JIT |
| Steel rack + hangers | Very High | High | Yes | Large shells |
| Wood crate + foam | Very High | High | No | Export/heavy |

Quality Control and Measurement: How Tight Is Tight Enough?
Over-tight specs feel safe. They raise cost fast. Real capability and clean GD&T cut risk and price. I anchor datums to functional or strip-controlled features, then measure with CMMs and gauges tied to ASME Y14.5. For non-critical defaults I follow ISO 2768-1. For automotive jobs, I package results per the AIAG PPAP 4th manual and align to IATF 16949.
Anchor datums to functional or strip features. Use ASME Y14.5 and ISO 2768-1 to set realistic bands. Prove capability at speed and keep the records in your PPAP file.
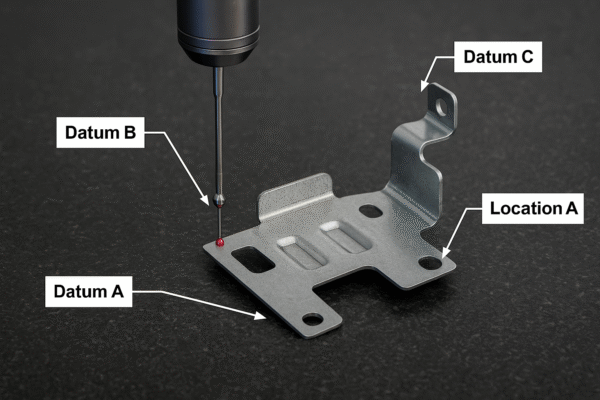
I set datums on features the die controls best. Strip-based datums reduce stack-ups. I lock the scheme before die design. During T2 I measure early, mid, and late coil. I check burr direction and grain. I show Cp/Cpk on pierced holes, bend angles, and critical positions, then attach the plots in the PPAP pack I outline in metal-stamping ppap-automotive.
Capability quick table (guide)
| Feature | Cp/Cpk Target | Notes |
|---|---|---|
| Critical safety hole | ≥ 1.67 | Larger sample, traceable |
| Fit-critical tab | ≥ 1.33 | Control pilots, lube |
| Non-critical bend | ≥ 1.00 | Visual + periodic checks |
Digital Costing and RFQ Data: Which Numbers Matter Most?
Bad RFQs waste weeks. Missing data inflates quotes. I ask you to condense facts on one page and pair a safe price lane with a bold lane so you can see trade-offs.
Send drawing and 3D, annual and lot sizes, material/finish, pack rules, Incoterm, and destination zip. Ask for two price lanes. Use Incoterms per the ICC guide and tests such as ISTA 3A or ASTM D4169 when needed.
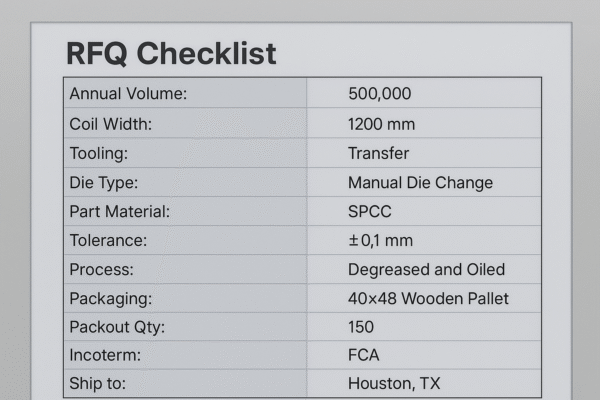
My RFQ template at metal-stamping rfq-checklist asks for PDF drawing with units, tolerances, and revision; STEP or Parasolid; material grade, thickness, and finish tied to ASTM or ISO where possible; annual volume and order cadence; pack style and target counts; tests required like ISTA 3A or ASTM D4169; Incoterm and destination per Incoterms® 2020; and PPAP level per AIAG. That one pager routes straight to engineering through /contact/ so we can respond with numbers, not questions.
Sustainability and Scrap: Can “Green” Save Money?
Yes. Lower mass, fewer steps, and better yields cut carbon and cost. I align our plant with ISO 14001 while I keep your corrosion and coating claims tied to ISO 9227 or ASTM B117. That lets you talk about sustainability with specific, auditable numbers.
Thin where safe, remove post-coat where pre-coat works, and sell clean scrap streams. Plan returnables where lanes are stable.

I reduce thickness where tests allow. I swap post-coat for pre-coated coil when draw depth is moderate. That removes ovens, racks, and re-handling. I segregate scrap by alloy and sell clean bales. I put a scrap credit line into the quote for large runs. I plan returnables for steady lanes to cut corrugate and damage. The calculator and photos sit on /metal-stamping/sustainability-scrap/. If your customer asks for documentation, I share our EMS summary and data tables so the claims match the audit trail.
Fast Playbooks You Can Use This Week
Stuck on time and budget? Use these mini-playbooks now. Each step links to a deeper page or a standard, so you can validate and act in the same hour.
Run one step from each area: material, die, process, pack, paperwork. Small wins stack fast.
A) Material (2 hours)
Review grade vs. environment. Propose one cheaper alternative with a coupon bend and a salt-spray reference to ISO 9227. Ask for slit-to-width coil pricing and scrap buy-back. Log the change in /metal-stamping/material-selection/.
B) Die (1 day)
Cluster pierces; delete one cam. Add quick-change inserts and a labeled spares kit using the checklist on /metal-stamping/tooling-design/. Install strip-end and misfeed sensors and record settings in the control plan that feeds your AIAG PPAP.
C) Process (1 meeting)
Compare progressive vs. transfer vs. compound with the guides on /metal-stamping/progressive-dies/, /metal-stamping/transfer-dies/, and /metal-stamping/compound-dies/. Sense-check your choice with Schuler’s curves on Springer.
D) Pack (half day)
Switch to EPE trays for cosmetics. Right-size cartons and interlock pallets. For ocean routes add VCI and desiccant and choose tests per ISTA 3A or ASTM D4169. Save the pack photos in /metal-stamping/packaging-ista-astm/.
E) Paperwork (30 minutes)
Use the checklist at /metal-stamping/rfq-checklist/. State the exact Incoterms® 2020 rule and named place. Ask for two price lanes: safe vs. bold. Send it through /contact/ so we route it straight to engineering.
FAQs
What do you need for a fast, accurate quote?
Send PDF and STEP/Parasolid, annual and lot sizes, material/finish, pack rules, Incoterm and destination, PPAP level, and tests. The template lives at /metal-stamping/rfq-checklist/. If you need examples of forms, see AIAG PPAP.
Can you support PPAP and automotive docs?
Yes. We supply PFMEA, Control Plan, MSA where needed, capability data, material certs, and PSW per AIAG PPAP. When required, we align to the IATF 16949 scheme.
What tolerances can stamping hold?
On stable runs I hold pierce Ø ±0.05–0.10 mm, bend ±0.5–1.0°, flange ±0.10–0.20 mm, true position ±0.10–0.20 mm from strip datums. Language follows ASME Y14.5. Non-critical defaults follow ISO 2768-1. I show example charts on /metal-stamping/ppap-automotive/.
How do you prove corrosion claims?
We run neutral salt fog per ASTM B117 and cross-check hours against ISO 9227. We tie zinc and Zn–Ni classes to ASTM B633 and ASTM B841. Photos and lot notes sit inside /metal-stamping/material-selection/.
How do you pack for long ocean routes?
VCI wrap, desiccant sized to box volume and route time, humidity cards, strong cartons, interlocked pallets, and tests per ISTA 3A or ASTM D4169. See examples on /metal-stamping/packaging-ista-astm/.
Which die type should I pick?
Flat tight plates → compound. Brackets and clips → progressive. Deep draws or rotations → transfer. Compare our primers (progressive · transfer · compound) and sanity-check with Schuler’s tables on Springer.
What trade terms do you prefer?
FOB or FCA with your forwarder, or DDP if you want one invoice. I always state the exact Incoterms® 2020 rule and named place and mirror it in your onboarding doc at /metal-stamping/rfq-checklist/.
Do you work with traders as well as direct buyers?
Yes. I protect drawings under NDA. I ship under your label when you need it. Route files through /contact/.
Can you emboss my logo or part number?
Yes. Emboss in-die, laser mark, or print. Emboss is cheap and permanent. Laser is flexible. Print is fast for packaging. See examples in /metal-stamping/tooling-design/.
What press range and die types can you run?
C-frame and straight-side from 25 to 400 tons. Progressive, transfer, and compound dies. Partners handle larger frames and tandem lines. A short tour is on /metal-stamping/.
About the Author
I am the general manager at Prime — One-Stop Metal Custom Parts Factory. I started on the press line in 1993 and moved through toolroom, quality, and supply chain. I have led more than 600 tooling launches and over 2,500 cost-down projects across stamping, welding, casting, and fasteners. We run C-frame and straight-side presses from 25 to 400 tons with progressive, transfer, and compound tooling. We hold ISO quality certification and operate to ISO 9001 and ISO 14001; for automotive, we support IATF 16949 and deliver full PPAP. Our approach and case studies sit across the cluster at /metal-stamping/.
Company: Prime — One-Stop Metal Custom Parts Factory
Mission: Provide top-notch industrial hardware accessories and support global industrial growth.
Site: primefabworks.com · Contact: contact/ ·

Conclusion
Pick the right metal, simplify dies, choose the best process, and lock packaging and flow. Link every claim to standards and every action to a next step inside our /metal-stamping/ cluster. I apply these steps daily at Prime to cut cost and keep quality.
