

How Can You Reduce Costs in Custom Plastic Parts?
September 2, 2025 • by [email protected]
I see rising plastic costs and thin margins. I feel that pressure daily. I use proven, simple steps today.
Cost drops come from materials, design, process, and logistics. I use data and checklists. I lock standards early. Results include lower unit cost, stable quality, and faster lead times.
So you want fast savings and fewer surprises. Then follow this simple plan. Next, compare options with numbers. Finally, lock rules and keep the wins.
Material Selection: Choosing the Right Polymers for Performance and Price?
I choose the material early. I avoid overkill grades. I match properties with real loads and simple tests.
Material choice drives most plastic cost. I compare mechanics, compliance, and processing limits. Then I pick the lowest grade that still works. I add backups to reduce risk and price swings.
Dive Deeper
Why material choice changes total cost
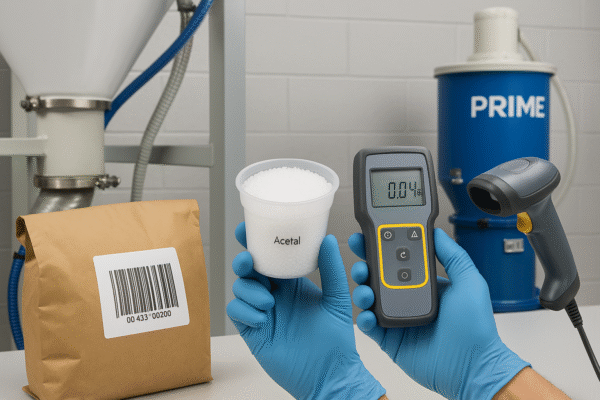
First, resin price sets your cost floor. Then shrink, flow, and cooling time change cycle time. Also, additives and colorants shift scrap risk fast. Moreover, local stock levels affect lead time and cash flow. I guide buyers as a custom plastic parts supplier and as an ISO-certified plastic parts manufacturer. I align options with FDA, UL, and RoHS rules. Therefore, we avoid late switches that waste time and money. I also track resin indexes weekly and flag moves. Thus, we react fast with approved alternates and stable masterbatch lots.
Practical selection steps I run with clients
- Define loads, temperatures, and chemicals using short bench tests.
- Rank three materials by price, cycle time, and availability.
- Validate a baseline and a backup to stabilize supply.
- Confirm color, gloss, and surface class early to prevent rework.

Material matrix and typical use cases
| Polymer | Approx. Cost Tier | Strength/Temp | Processing Ease | Typical Uses | Notes |
|---|---|---|---|---|---|
| PP | Low | Low/Medium | Very Easy | Hinges, housings | Great for living hinges |
| HDPE | Low | Medium/Low | Easy | Containers, caps | Strong chemical resistance |
| ABS | Medium | Medium/Medium | Easy | Enclosures, brackets | Paints well |
| PC | Medium/High | High/High | Medium | Lenses, guards | Clear and tough |
| PA6/66 | Medium | High/Medium | Medium | Gears, clips | Add glass for stiffness |
| POM | Medium | High/Medium | Medium | Bearings, cams | Low friction |
| PBT | Medium | High/Medium | Medium | Connectors | Good electrical properties |
| TPU | Medium | Elastic | Medium | Seals, gaskets | Flexible and durable |
| PPS/PEEK | High | Very High | Hard | Harsh environments | Use only when required |
So I start with PP or ABS when specs allow. Then I move to PC or PA when loads rise. Also, I reserve PEEK for extreme duty only. Meanwhile, I keep UL and RoHS files ready. Therefore, you pass audits without rush fees. Finally, I lock color shades by lot. Thus, color drift and scrap stay low.
Design for Manufacturability (DFM): Simplifying Features to Cut Tooling and Production Costs?
I clean designs before tooling. I trim risky features. I add smart draft and simple radii.
DFM cuts waste in gates, drafts, ribs, and wall thickness. I target uniform flow, clean ejection, and short cycles. Toolmakers then build simpler tools with fewer actions. Unit cost drops as machines run faster and scrap falls.
Dive Deeper
The DFM checklist I run on every plastic part
First, I set uniform walls to control flow and cooling. Also, I keep thickness within 40–60% across sections. Then, I apply 1–2 degrees of draft on textured faces. Next, I replace sharp corners with fillets to relieve stress. Moreover, I convert deep pockets into ribs plus bosses. Therefore, I avoid sink marks and warpage. Finally, I align ribs with flow to fill fast and clean.
Features that often waste money
| Feature | What I Change | Why It Saves | Typical Saving |
|---|---|---|---|
| Thick walls | Core out and add ribs | Shorter cycle, fewer sinks | 8–20% cycle time |
| Zero draft | Add 1–3° draft | Faster ejection, less scuff | 2–5% rejects |
| Sharp corners | Add 0.5–1.0 mm fillets | Lower stress, better flow | 1–3% scrap |
| Deep undercuts | Convert to slides or redesign | Simpler tool, less maintenance | $1k–$10k tooling |
| Tiny holes | Enlarge or post-drill | Stronger pins, fewer breaks | 1–2% downtime |
| Blind ribs | Add vents and reliefs | Better fill, less burn | 2–4% scrap |
How I connect DFM to dollars and dates
So I link every change to cost and lead time. Then I estimate cycle time using past runs and simple models. Also, I quote tool edits and compute payback. For example, one client removed two lifters and one insert. Therefore, tool cost fell by $4,800. Moreover, cycle time dropped by 12%. Thus, payback came within three weeks at 20,000 units. Meanwhile, we kept aesthetics and strength. Finally, I convert rules into drawing notes. Therefore, new revisions stay lean and repeatable with any supplier.
Process Optimization: Injection Molding, CNC Machining, and 3D Printing Cost Comparison?
I match the process to the volume and tolerance. I avoid defaulting to one method without a check.
Different processes win at different volumes and tolerances. I model total landed cost, not only unit price. I include setup, tooling, cycle time, scrap, finishing, and logistics. Clear break-even points then guide each decision.
Dive Deeper
When each process makes sense
First, injection molding wins when volumes rise and features repeat. Then, CNC plastic machining services win for tight tolerances and small batches. Also, 3D printing wins for fast iterations and complex lattices. Moreover, I blend methods for bridges and pilots. Therefore, you avoid sunk tooling before demand proves out. Finally, I align finishing plans early, like deburring, vapor smoothing, or pad printing for logos.
Side-by-side cost and capability view
| Process | Setup/Tooling | Unit Cost at 100 | Unit Cost at 10,000 | Typical Tolerance | Lead Time |
|---|---|---|---|---|---|
| Injection Molding | Medium–High | $$ | $ | ±0.05–0.10 mm | 2–5 weeks |
| CNC Machining | Low | $$$ | $$ | ±0.02–0.05 mm | 3–10 days |
| 3D Printing (SLS/MPP) | Very Low | $$ | $$ | ±0.10–0.30 mm | 1–5 days |
* Dollar signs show relative cost only.

How I build a hybrid plan that saves cash
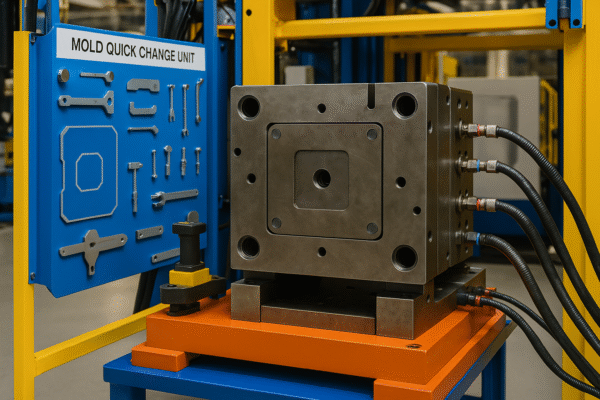
So I start with 3D prints for fast fit checks and sales samples. Then I move to CNC for pilot lots that need precision holes and flats. Also, I lock inspection methods during these stages. Next, I commit to injection molding when forecasts justify tooling. Moreover, I use injection molding cost optimization with hot runners, family tools, and cavity splits. Therefore, I shrink cycle time without quality loss. Meanwhile, I standardize materials and colors to combine orders. Thus, we gain better resin pricing. Finally, I track the break-even between CNC and molding with a model that includes setup, tooling amortization, and scrap.
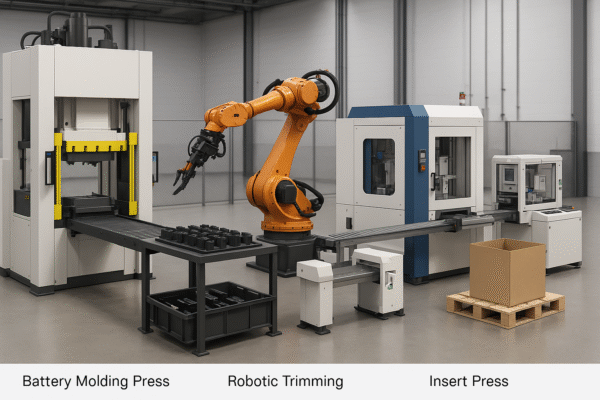
A short example that mirrors many projects
I supported an automotive clip project last year. First, we printed 80 sets in PA12 for test fit. Then, we machined 300 sets from POM for pilots. Also, we added logo pad printing to test branding. Next, we approved a two-cavity mold with hot tips. Moreover, we balanced flow and added vents to stop burns. Therefore, the team hit tolerance and beat lead time. Finally, the total landed cost dropped 34% from the first quote. Thus, the customer scaled without panic.
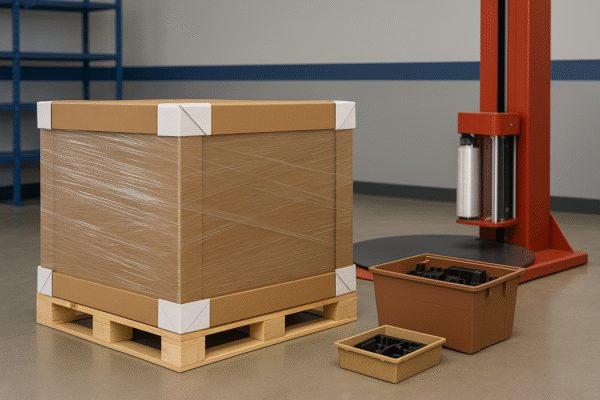
Supply Chain and Packaging: Reducing Waste, Transportation, and Storage Expenses?
I cut waste in packaging and freight. I lock consistent boxes and labels. I keep parts safe from dock to shelf.
Total cost includes packaging, freight, storage, and damage rates. I define pack density, protection level, and label rules. Carriers then quote true landed cost. You reduce rework, claims, and warehouse space.
Dive Deeper
What usually inflates your landed cost
First, oversized cartons waste air and raise freight bills. Then, weak inner trays cause scuffs and returns. Also, unclear labels slow receiving and counting. Moreover, random pallet patterns collapse in transit. Therefore, damages rise and profits fall. I fight these leaks with simple standards. As a China plastic parts factory wholesale partner, I align packing with production slots across ten lines. Thus, I protect cycle times and ship dates in peak seasons.
Packaging and logistics options you can compare fast
| Option | Protection Level | Pack Density | Cost Impact | When I Use It |
|---|---|---|---|---|
| Poly bags + dividers | Medium | High | $ | Clean surfaces, short routes |
| Foam trays + lids | High | Medium | $$ | Gloss parts, long routes |
| Vacuum skin packs | Very High | Low | $$$ | High-value lenses |
| Returnable totes | High | High | $$ | Closed loops, local |
| Bulk gaylords | Low | Very High | $ | Rough parts, nearest routes |
My control plan for fewer surprises
So I set a packaging spec with photos, callouts, and barcodes. Then I run a quick drop and vibration test. Also, I add edge crush targets and moisture notes. Next, I standardize carton footprints to pallet sizes. Moreover, I set layer counts and corner boards. Therefore, stacks stay stable in transit and storage. Meanwhile, I print scan-ready labels with part number, lot, and PO. Thus, receivers book goods in minutes. Finally, I align Incoterms, insurance, and buffers with your forecast. Therefore, emergency air freight becomes rare and expensive mistakes fade.
Why Prime helps you save without drama
So I run Prime with a B2B wholesale focus. I ship only to companies. I built my approach on factory reality, not slides. Since 1993, our team has built stamping, welding, casting, fasteners, CNC, and plastic capability. Also, we operate ten production lines with flexible cells. Therefore, I balance load and shorten lead time. As an ISO-certified plastic parts manufacturer, I keep quality systems tight and traceable. Moreover, I offer CNC parts precision machining when plastic parts need inserts or secondary machining. Thus, I deliver consistent fits across mating metal components. Finally, I confirm packaging early and quote fast. Therefore, you avoid last-mile costs and damaged cartons.
FAQs
How do I choose between ABS and PC for enclosures?
I check impact, clarity, and heat first. Then I compare price and cycle time. ABS wins for opaque, cost-sensitive housings. PC wins for clear, tough guards.
What order size justifies injection molding tooling?
I model break-even with your forecast. Then I add setup and scrap. Tooling makes sense when 12–18 month volume beats CNC totals.
Can I mix regrind without hurting quality?
I set a limit by part class and surface. Then I test impact and color. For structural parts, I keep virgin rates high.
How do I cut cycle time without hurting quality?
I trim wall thickness, add ribs, and balance cooling. Then I use hot runners where it pays. I also tighten drying and mold temperature control.
What tolerance should I call on plastic holes?
I start with ±0.10 mm for most molded holes. Then I tighten only when needed. For critical fits, I post-drill or ream with CNC.
How do I avoid sink marks on bosses and ribs?
I core bosses and thin ribs. Then I keep ribs at 40–60% of wall. I also add gates and vents near thick zones.
What packaging keeps glossy parts safe on long routes?
I pick foam trays with lids. Then I add film and corner boards. I also standardize pallet patterns to stop crush and rub.
Can Prime support metal inserts in plastic parts?
Yes. I mold-in brass or steel inserts when geometry allows. I also heat-stake or ultrasonically weld inserts after molding when needed.
What certifications can Prime support?
I maintain ISO quality systems. I also manage RoHS, REACH, and UL material files. Then I share lot trace data with every shipment.
How fast can you quote and ship?
I send quotes fast after DFM. Then I lock a build slot. Standard samples ship in days. Production ships on firm, agreed dates.
A short story that shows the method in action
I helped a U.S. distributor last spring. First, we switched ABS to PP for a cover. Then we cored thick walls and added ribs. Also, we cut two lifters from the tool. Next, we moved pilots by CNC before tooling release. Moreover, we standardized cartons and labels. Therefore, unit cost dropped 28% and scrap fell by half. Finally, on-time delivery rose to 98% for peak season. So the client scaled orders with confidence and less stress.
Conclusion
Smart materials, lean DFM, right processes, and tight logistics deliver durable parts, stable quality, lower cost, and faster deliveries worldwide.
So contact Prime now for a free cost audit, quick quotations, and tailored DFM support. We ship fast with stable quality. Please send an inquiry on our website today, and get clear options, firm lead times, and dependable packaging.
