
How can I cut total costs for custom plastic parts?
September 5, 2025 • by [email protected]
I face rising costs and tight deadlines. Budgets slip and targets move. I remove waste and pick better methods. I then protect margins fast.
I compare methods by cost, speed, and scale. I map volume, resin, and tolerances. I model tooling, cycle time, scrap, labor, and logistics. I then choose the best route for each stage.
I will show clear steps with math. I will share field notes from Prime. I will add checklists you can use now. I will help you act with confidence.
Injection molding vs. CNC machining: which gives lower cost and faster scale?
I see teams choose by habit. Budgets then drift off plan. I match volume, tolerance, and launch window. I choose fit, not habit.
Injection molding wins at scale with short cycles. CNC machining wins on flexibility with zero tooling. Break-even shifts with volume, tolerance, resin, and geometry.
Dive deeper: choose by break-even math, not preference
I start with a simple break-even model. I include tooling amortization and maintenance. I add machine rate, crew size, and uptime. I track scrap, rework, QA time, and packaging. I then draw cost curves over a 12-month forecast. I run low, base, and high cases to test risk. I decide only after I compare the full picture.
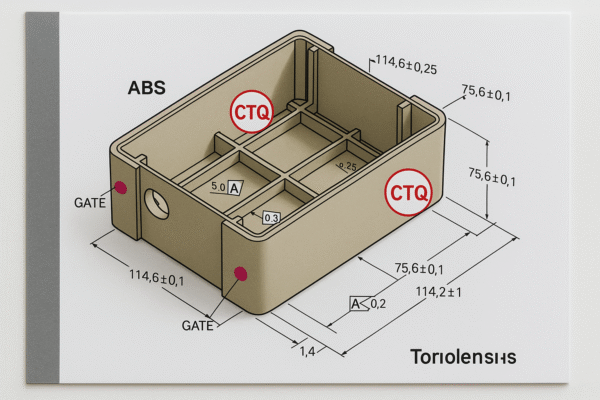
I verify design for molding before I cut steel. I set even walls, rib ratios, and draft. I balance gates and add vents at thin ribs. I pick resins that fill well and shrink predictably. I validate with short shots and pressure traces. I track Cpk by cavity, not by batch. I plan CNC post-ops for tight bores or slots. I place those datums early, so fixtures stay simple. I also hold a CNC path as a bridge during tool build. I keep revenue moving while steel finishes.
Break-even model inputs
| Input | Why it matters | Typical range |
|---|---|---|
| Tooling cost and life | Controls payback at volume | $5k–$80k, 100k–1M shots |
| Machine rate | Real hourly burden, not list | $30–$80 per hour |
| Cycle time | Drives unit cost at scale | 10–60 seconds |
| Scrap and rework | Hides early costs and delays | 0.5–5% |
| Setup and batch size | Impacts changeovers and WIP | 1–8 hours |
Pro tip: As a custom plastic parts supplier, I share the model file and assumptions. I align numbers before we move. I keep trust strong and changes smooth.
3D printing for prototyping and low-volume production: when is it cheaper?
I waste money when I tool too soon. I waste weeks when I machine too slow. I print first to learn fast. I then freeze the design before tooling.
3D printing cuts early cost while designs change. It shines on complex shapes and quick trials. It loses on high volume and narrow resin needs.
Dive deeper: pick the right print tech and set a clean exit
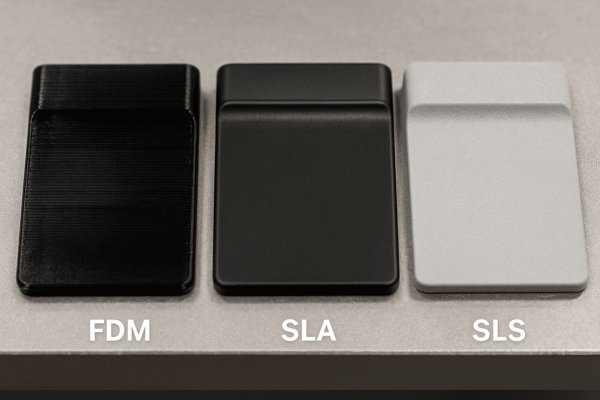
I begin with a tight test plan and clear targets. I define function, tolerance, loads, look, and tests. I pick FDM, SLA, or SLS to match the job. I print samples and run dimensional checks. I load parts in jigs and record results with photos. I approve drawings only after parts meet targets. I plan the exit to molding or CNC on day one. I set volume, unit cost, and lead time triggers. I move when two triggers fire, so costs stay under control.
I tune design for print strength and finish. I align loads with layers. I round sharp corners and thicken weak walls. I add bosses for threaded inserts and heat-set studs. I avoid printed threads on stressed parts. I choose SLA for smooth cosmetic panels. I choose SLS for nylon parts with better isotropy. I use FDM for large jigs and housings. I track moisture for nylon and shelf life for resins. I run post-cure to lock size and gloss. I gauge key fits with pins and go/no-go blocks. I tag each build with revision, operator, and settings. I keep clean data ready for audits and buyer portals.
Print tech quick guide
| Need | FDM | SLA | SLS |
|---|---|---|---|
| Cost | Lowest | Medium | Higher |
| Surface | Rough | Very smooth | Matte |
| Strength | Layer-dependent | Moderate | Good isotropy |
| Tolerance | Moderate | Fine | Moderate |
| Best use | Jigs and big housings | Appearance parts | Nylon functional parts |
Scaling note: Our 3D printing rapid prototyping service hands off to rapid tooling China wholesale when demand grows. I keep geometry and datums stable across that shift.
Hybrid manufacturing approaches: can I combine methods for maximum savings?
I hear debates about one “best” method. I stop that debate. I mix methods by feature and phase. I gain cost, speed, and options.
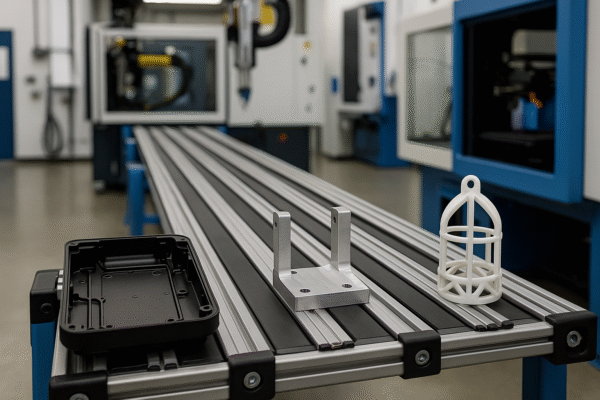
A hybrid plan often wins on total cost. I print, machine, and mold different features or stages. I match each task to its best process.
Dive deeper: design the flow, standardize handoffs, and measure the whole system
I map the value stream from PO to pack. I split assemblies into modules with clear datums. I assign each module to the right process. I design fixtures that work across methods. I measure takt, WIP, queues, and first-pass yield. I expose bottlenecks that steal days and cash. I then fix the biggest loss first and repeat weekly.
I set one datum scheme across all steps. I lock GD&T in one file and one revision. I align fixtures and probe routines to that datum. I add inline gauges at each handoff. I record results in a shared SPC log with timestamps. I set pass and fail rules with buyers before launch. I share photos of first-off parts and packouts. I keep talk short, clear, and frequent. I avoid rework and disputes that burn time and trust.
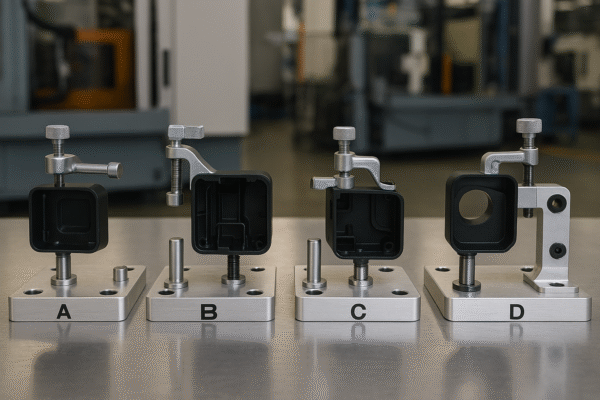
I used this flow on an automotive sensor cover. I molded the shell with glass-filled nylon. I CNC machined the sealing groove and datum holes. I printed nests for testing and laser marking. I hit IP ratings and cosmetic goals. I cut total cost by 18% and shipped three weeks early. I then cloned the playbook for two related parts.
Common hybrid patterns
| Pattern | Why it saves | Typical case |
|---|---|---|
| Mold + CNC post-op | Tight bores and slots without rework | Precision housings |
| Mold + printed insert | Internal lattice or channels for weight | Cooling ducts |
| CNC + overmold | Grip zones and color without assembly | Handles and knobs |
| Print + cast urethane | Bridge to mold without big tools | Pilot runs |
Supplier fit: As an ISO-certified injection molding manufacturer, I run molded shells and CNC post-ops under one roof. I simplify handoffs and speed approvals.
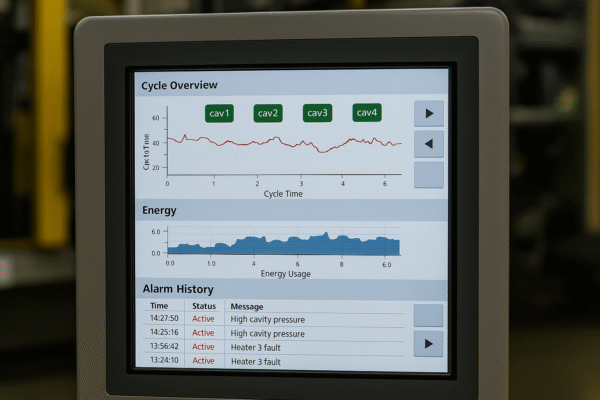
Energy and cycle time reduction: which levers control process cost the most?
I treat seconds like money. I track energy like cash. I cut cycle time first. I then lock energy gains with stable rules.
Cycle time and energy drive unit cost. I reduce heat, idle, and travel. I standardize setups and tools. I lock gains with SPC and preventive maintenance.
Dive deeper: attack heat, motion, and waiting with simple rules
I stand where the part sits and time every step. I break molding into fill, pack, cool, and eject. I measure with a stopwatch and export logs. I tag alarms by type and root cause. I fix leaks and scale in water lines fast. I balance flows to match cavity temperatures. I tune pack profiles with small, safe changes. I confirm gains with meters and time studies. I update the standard and train the crew the same day.
I apply the same logic to CNC stations. I use high-feed tools with short stick-out. I set rigid workholding and probing cycles. I program constant chip-load toolpaths. I cut air moves with macros and subroutines. I index pallets to run lights-out. I measure tool life and adjust speeds weekly. I post OEE where the team can see it. I move heavy dryers and compressors off-peak when possible. I keep spares for pumps and heaters. I stop breakdowns that erase savings.
High-impact levers for molding
| Lever | Action | Typical gain |
|---|---|---|
| Cooling | Conformal channels or baffles | 10–30% faster |
| Resin prep | Dryer control and lower melt | 5–10% energy cut |
| Tool inserts | High-conductivity alloys | 5–15% faster |
| Automation | Take-out and gate trim | Labor reduction |
High-impact levers for CNC
| Lever | Action | Typical gain |
|---|---|---|
| Toolpath | Constant chip-load CAM | 10–20% faster |
| Workholding | Rigid fixtures and probing | Scrap reduction |
| Cutting | High-feed mills, short stick-out | Time reduction |
| Scheduling | Pallet pools, lights-out | Capacity gain |

Downstream cost: My CNC plastic machining service and molding teams design smart packaging. I protect edges and optics and raise units per carton. I lower landed cost without damage.
FAQs
Q1: When does injection molding beat CNC on cost?
It wins after the break-even point. It often starts near 1,000–3,000 units. It shifts with tolerance, resin, and geometry. I run the model first.
Q2: Can you hold tight tolerances on molded parts?
Yes, with strong DFM and tooling. I control gates, vents, and cooling. I track cavities by cavity. I add CNC post-ops when needed.
Q3: What tolerances can you hold on CNC plastic parts?
I hold ±0.02 mm on many features. I hold tighter with short features and rigid fixtures. I confirm with a gauge plan and reports.
Q4: How do you protect packaging for sensitive housings?
I use foam, edge guards, and VCI bags. I stack with separators and crush tests. I print bold labels and QR codes. I send pack photos before dispatch.
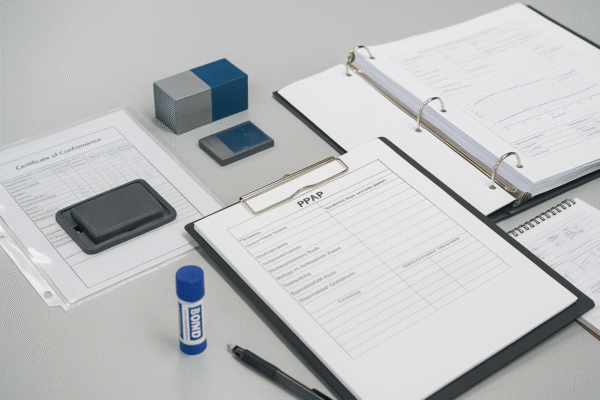
Q5: Do you support ISO and audits?
Yes, Prime holds ISO certification. I follow control plans, FMEA, and MSA. I share CoC, RoHS, and REACH on request. I welcome remote or onsite audits.
Q6: What lead times do you offer?
I quote print samples in days. I ship CNC parts in one to two weeks. I launch molded parts in three to six weeks after tool approval. I pull in with rapid tooling when needed.
Q7: Which payment methods work best for B2B orders?
I support wire transfers and L/C for large orders. I align terms with project stages. I keep finance simple and clear.
Q8: Can you handle mixed metal and plastic assemblies?
Yes, I run stamping, CNC, casting, welding, and molding. I build fixtures for both routes. I deliver one kit with one QC file.
Q9: Where do you ship?
I ship to North America, Europe, the Middle East, Australia, and more. I maintain stable lanes. I pass tracking and photos before dispatch.
Q10: How do I start a project quickly?
You send drawings and target volumes. You note resin, color, and finish. I return a DFM pack, a quote, and a plan. I then book capacity on our 10 lines.

Conclusion
I cut cost by matching methods, modeling break-even, and reducing cycle time across your full flow.
Why choose Prime now
I speak as a factory partner, not a broker. I founded Prime in 1993 with a clear goal. I deliver top industrial parts with steady quality. I support injection molding, CNC parts, casting parts, stamping parts, fasteners, and welding. I hold ISO certification, so audits run smooth. I run 10 production lines, so I ship fast and on time. I export to North America, Europe, the Middle East, Australia, and more. I price fairly and protect your margins. I answer fast and solve issues early. So, send an inquiry today through our website. You will get a free consultation, a clear quote, and a tailored plan. You will also get rapid delivery and stable quality from a trusted, one-stop B2B plastic parts manufacturer in China.
