

How can global buyers cut total cost in custom metal forging parts?
September 1, 2025 • by [email protected]
Rising forging costs hurt margins. I fix cost with choices in materials, design, process, and logistics.
Global buyers reduce forging cost by matching material to real loads, simplifying geometry, selecting the right process, and tightening packaging and logistics. ISO control, fast response, and unified production cut risk.
So, stay with me for steps you can apply now. Then test them in your next RFQ. Also, compare options with Prime’s one-stop service.
Smart material selection: balancing strength, durability, and price?
High grades feel safe, but waste budget. Low grades look cheap, but fail early. So, I choose the lowest grade that meets real loads.
Pick the minimum alloy that meets duty, life, and environment. Validate with yield, impact, and corrosion. Then align heat treatment, machinability, and stock removal for true landed cost.
I start with duty cycles and peak loads. Then I set safety factors based on risk. Also, I review temperature, shock, and corrosion sites. Therefore, I match grade and hardness to the job. I keep the plan clear and measurable.
Dive deeper: practical selection framework and trade-offs
Rule-of-thumb framework
I keep a tight flow. First, I define the load case and target life. Then I set yield and impact targets with margin. Also, I compare machinability and expected tool wear. Therefore, I avoid hidden CNC cost that ruins savings. Next, I lock heat-treat routes and test distortion. Finally, I apply coatings only where the environment truly demands them.
Alloy matrix for fast picks
| Material Grade | Strength | Durability | Price Level | Machinability | Notes |
|---|---|---|---|---|---|
| 1045 Carbon Steel | Medium | Medium | Low | Good | Shafts, hubs, general duty |
| 4140 Alloy Steel | High | High | Medium | Fair | Powertrain, high torque |
| 4340 Alloy Steel | Very High | Very High | Higher | Fair | Shock and fatigue hotspots |
| 316L Stainless | Medium | High (corrosion) | High | Poor | Harsh, wet, or salty sites |
| 6061-T6 Aluminum | Medium | Medium | Medium | Excellent | Weight-driven programs |
Mini case: data beats habit
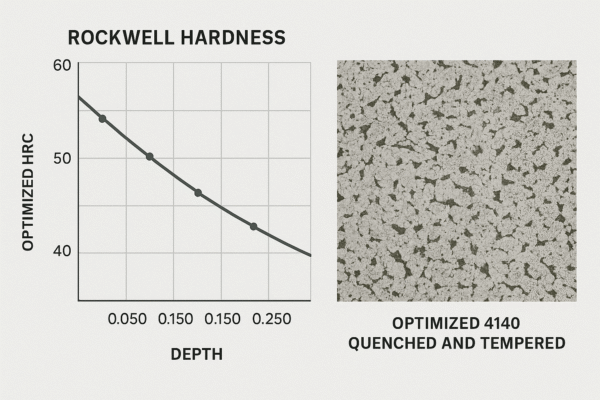
A U.S. buyer specified 4340 by habit. I checked real torque and temperature. Then I proposed 4140 with a tougher temper. Also, I polished fatigue fillets and shot-peened edges. Therefore, safety and life stayed solid. Total alloy and CNC cost fell 12%. Lead time dropped six days. Our ISO-certified forging manufacturer records supported their audit without fuss.
Design for Forging (DFF): simplifying geometry to cut production costs?
Complex features break flow and tools. Thin ribs trap air and raise scrap. So, I clean the model before any die quote.
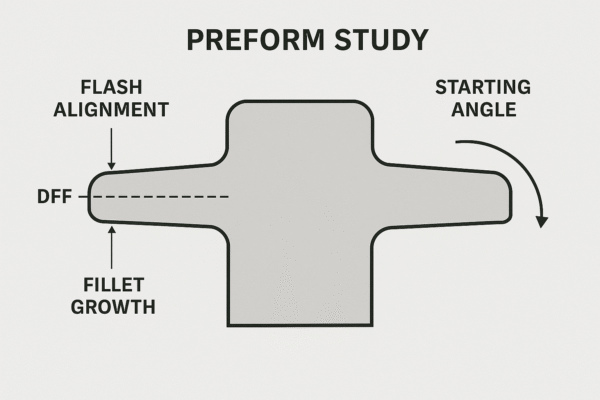
Reduce parting lines, grow fillets, and add draft. Keep uniform sections. Then assign tight tolerances only where function needs them. This step protects die life and cycle time.
I run a short DFF call with buyers and engineers. Then I align tooling and CNC fixtures on the same datums. Also, I freeze clamp points early. Therefore, the die and machining plan agree from day one.
Dive deeper: rules, tables, and a real result
High-impact geometry rules
| Feature | Good Practice | Cost Effect | Risk if Ignored |
|---|---|---|---|
| Parting Line | Align with largest profile | Shorter die time | Flash and mismatch growth |
| Fillet Radii | Use ≥3 mm or per size | Better fill | Cracks and stress spikes |
| Draft Angles | 5–7° on vertical faces | Easier release | Stuck parts and galling |
| Section Uniformity | Smooth wall transitions | Less warp | Sink, voids, scrap |
| Machining Allowance | 1–2 mm where needed | Fewer chips | Long CNC cycles |
My quick story
A North American client sent a rib maze on a hub. Quotes looked high and risky. So, I merged two ribs and widened fillets. Then I moved tight bores to CNC with a simple jig. Also, I reset the parting line for smoother flow. Therefore, fill improved and flash fell hard. Total cost dropped 17%. Lead time improved eight days. Die life rose 28% in our logs. Our CNC parts precision machining cell finished bores in one pass. The final PPAP cleared on the first try.
Why this matters now
Demand swings strain tooling and cash. However, clean geometry stabilizes cycles. Also, it enables multi-cavity growth later. Therefore, you hold cost when volume climbs. Finally, you avoid last-minute redesigns that kill timelines.
Open-die, closed-die, or precision forging: which path wins on cost?
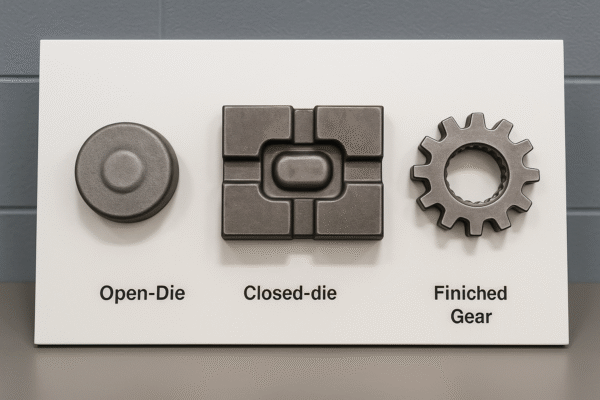
Every process wins in the right lane. No process wins everywhere. So, I match shape, volume, and tolerance before I quote.
Open-die fits large and simple forms at low quantity. Closed-die fits complex shapes at mid volumes. Precision forging fits near-net shapes that reduce CNC time and chips.
I sort parts by mass and complexity. Then I check annual volume and demand stability. Also, I estimate chip weight from machining. Therefore, I compare die cost against CNC savings and tool life. I present ROI in weeks, not months.
Dive deeper: fast economics and a simple decision map
Cost model that exposes reality
I start with a three-line model. First, I price tooling and set expected die life. Then I model cycle time and chip weight for each path. Also, I add scrap risk by shape and draft. Therefore, the model shows real landed cost. Next, I test sensitivity with volume swings. Finally, I choose the path with the best range, not just the best point.
Process cost comparison
| Process | Tooling Cost | MOQ | Typical Tolerance | Unit Cost | Best Use Case |
|---|---|---|---|---|---|
| Open-Die | None or very low | 1+ | Loose | Medium | Large shafts and rings |
| Closed-Die | Medium | 300–5,000 | Medium | Low at volume | Complex repeat parts |
| Precision Forging | High | 1,000–50,000 | Tight | Lowest net cost | Splines and thin webs |
Decision map and cross-process options
Choose open-die when size dominates and shapes stay simple. Choose closed-die when volume grows and CNC stock stays low. Choose precision forging when chips explode or shapes block cutters. Also, compare with our ISO-certified casting parts manufacturer cell when sections suit casting. Finally, add our custom stamping parts supplier line for tabs and brackets. Therefore, you see a full cross-process view from one accountable partner.
Supply chain efficiency: bulk ordering, packaging, and global logistics savings?
Late or damaged parts destroy seasons. Packaging mistakes trigger claims. So, I fix plans for batch size, packing, and routes.
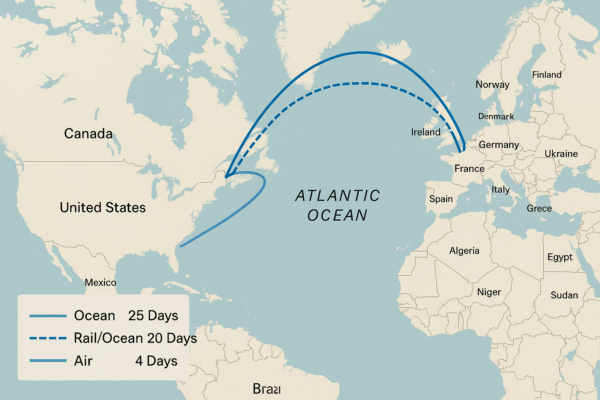
Book quarterly releases against a rolling forecast. Use tested packaging with drop and humidity checks. Then select FCL, rail-sea, or air only when math proves value.
I plan releases by quarter with 12-week updates. Then I lock MOQ breaks with our ten production lines. Also, I publish packing specs with photos and videos. Therefore, handlers follow the same steps each time.

Dive deeper: playbook, packaging matrix, and Incoterms
Logistics playbook that actually saves money
I keep the playbook simple and strict. First, we batch POs to hit price breaks. Then we run pre-shipment QC with AQL photos and videos. Also, we use barcode and orientation labels on cartons. Therefore, warehouses receive goods faster and cleaner. Next, we add humidity cards and edge guards. Finally, we plan FCL or rail-sea lanes to cut cost per kilo.
Packaging methods and results
| Method | Cost | Protection | Best For | Notes |
|---|---|---|---|---|
| Bulk in Carton | Low | Low | Robust parts | Lowest cost, higher scuff risk |
| Layer with VCI Paper | Medium | Medium | Carbon steel parts | Rust block for long voyages |
| Individual Polybag | Medium | High | Precision faces | Clean and traceable |
| Foam + Dividers | Higher | Very High | Machined surfaces | Best for finish quality |
| Carton on Pallet | Medium | High | Mixed SKUs | Easy handling and stacking |
| Wooden Crate | Higher | Very High | Heavy sets | Best for long routes |
Incoterms and routing choices
I set Incoterms by control needs. Often FOB lets you choose carriers freely. However, I use CIF on new lanes that need help. Then I size lots to reach FCL fast. Therefore, freight cost per kilo falls hard. Our forged fasteners wholesale factory team also builds kitting sets. So, installers save time and count stays right.
FAQs
What drawings do you need to quote forging cost?
I need a 3D model and 2D drawing. I also need annual volume and tolerance zones. Then I estimate die cost and CNC time. I confirm material grade and heat treat.
How fast can Prime ship first articles?
I ship samples in 10–20 working days, depending on die complexity. Then I share CMM reports and photos. Also, I provide heat and hardness records. I keep updates weekly.
Which certifications support my audit?
We hold ISO quality certifications. I store mill certs, heat logs, and MSA records. Then I attach traceable barcodes. Also, I keep data for full recall.
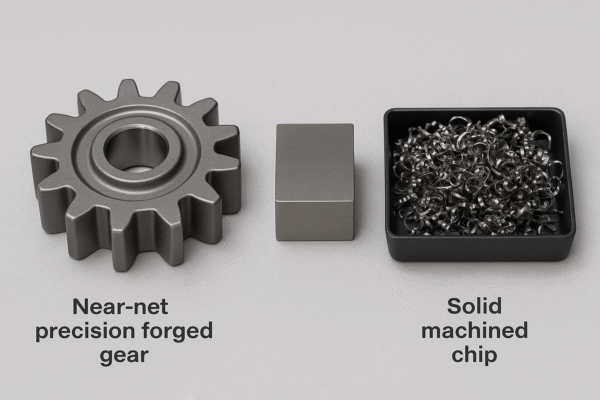
When does precision forging beat machining from solid?
It wins when chip weight grows high. Thin webs and splines gain a lot. Then die cost pays back across volume. Also, surface quality improves before CNC.
How do you prevent rust during long voyages?
I use VCI, desiccants, and sealed bags. Then I add humidity cards for proof. Also, I choose suitable coatings. Therefore, parts arrive clean and ready.
Can you supply machined, welded, and fastener kits together?
Yes, I can. We run forging, CNC parts precision machining, welding, casting, and fasteners. So, you get one RFQ and one schedule. Also, you reduce handling and risk.
How do you protect tight surfaces in bulk shipments?
I avoid bulk for tight surfaces. I use foam cells and polybags. Then I add edge guards and rigid trays. Also, I place “no stack” labels on pallets.
What payment and shipping terms do you support?
I support T/T and L/C for global buyers. I also offer FOB, CIF, and DDP lanes. Then I book FCL or rail-sea by plan. I send tracking and milestones weekly.
What makes Prime different as a partner?
Prime began in 1993 and runs ten lines. We hold ISO certifications and supply global markets. Also, we reply fast and ship on time. Therefore, you reduce risk with one accountable team.
Do you work only with large volumes?
I support trials and ramp-ups. Then I scale to mid or high volume. Also, I offer price ladders by release plan. Therefore, you control cash while demand grows.
Conclusion
Smart choices in materials, design, process, and logistics cut forging cost and protect timelines globally with one accountable team.
I invite you to contact Prime now. I offer a free DFF review, a clear quote, and a packaging plan. I ship fast with stable ISO quality from ten production lines. I also provide one-stop support for forging, machining, casting, welding, and fasteners. So, send an inquiry on our website today and get custom solutions and pricing within your target budget from a trusted custom metal forging parts supplier.
