
How can global buyers cut custom metal part costs without risk?
August 29, 2025 • by [email protected]
Costs rise each quarter. Buyers feel pressure. I diagnose waste and align teams. Then you cut spend without risk.
Global buyers reduce cost by linking material choice, DFM, and process early. Teams confirm packaging and logistics during RFQ. Suppliers share capacity, PPAP, and lead time. Buyers track yield and tolerances weekly. These steps protect price and delivery.
I will guide you from design to delivery. You will find quick wins and deeper levers. I also share field notes. Then you can act today with confidence.
Material selection: which metals actually save money without risk?
Many teams default to premium grades. Costs then grow without real gains. I map function, risk, and finish. Then I match the cheapest grade that still works.
Pick the lowest-cost grade that meets load, corrosion, and finish needs. Compare total cost, not price per kilo. Include scrap, forming energy, secondary steps, and coil yield. Set tolerances that fit material capability to avoid over-spec.

I group parts by duty and environment. Then I score grades on strength, bendability, and surface. I also check coil width to blank layout. So I reduce edge scrap with better nesting.
Practical checkpoints for cost and performance
I start with carbon steel for indoor brackets. Then I use galvanized for light outdoor exposure. I shift to 430 stainless for moderate hygiene. I reserve 304 or 316 for harsh zones only.
Fast selection table
| Metal | Best use | Cost impact | Notes |
|---|---|---|---|
| SPCC/CR steel | Brackets, covers | Low | Great for stamping, easy coating |
| Galvanized steel | Outdoor housings | Medium | Good corrosion, watch powder prep |
| 430 stainless | Appliances | Medium | Magnetic, fair corrosion |
| 304 stainless | Food or marine | High | Strong corrosion safety |
| 6061 aluminum | Frames | Medium | Light weight, fast CNC |
| 5052 aluminum | Enclosures | Medium | Superb bendability |
Dive deeper: triage framework, price ladders, and real savings
Triage the need, not the brand name
I start with the real environment, not a brand habit. First, I note humidity, chemicals, and touch points. Then I mark cosmetic zones and sealing zones. Also, I split functional tolerances from cosmetic tolerances. So the spec stays clear and light.
Use price ladders with engineering guardrails
I offer price ladders for each grade and coil width as a custom stamping parts supplier. You see break-even points between SPCC, 430, and 304. Then you balance savings with risk. I add bend test data, bead trials, and fatigue checks. Therefore, you can choose the cheapest safe path.
Quantify total cost, not only raw metal
I include scrap factor, press energy, and secondary polish. Also, I count powder prep and masking time. I factor yield loss from narrow coils and odd blanks. Then I pick a coil width that matches nested blanks. So you buy fewer kilos and ship fewer defects.
Example decision table
| Scenario | Option A | Option B | Result |
|---|---|---|---|
| Indoor bracket | 304 stainless | SPCC + powder coat | −18% cost, same function |
| Bent enclosure | 6061-T6 | 5052-H32 | −12% cost, higher bend yield |
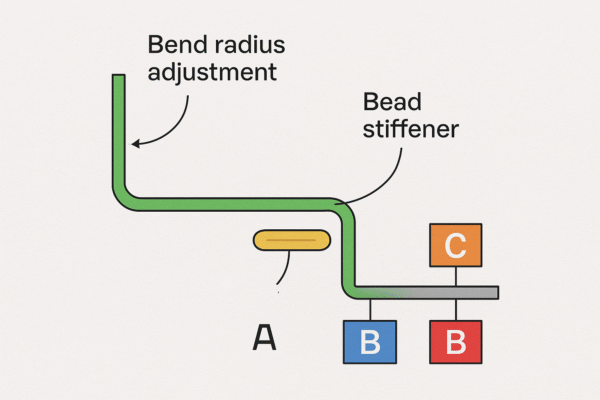
| Flatness issue | Thicker sheet | Bead + 0.10 mm flatness | −10% cost, stable sealing |
DFM: can we simplify features and still keep function?
Complex features look great. But they add setups and scrap. I cut non-functional geometry. I also align tolerances with natural process capability. Then the part fits and the cost drops.
Simplify bends, radii, and hole families. Use shared punch sizes. Merge hits where possible. Open tolerances where function allows. Set clear datums for quick gaging.
I map interfaces first. Then I define A, B, and C datums. I run a quick virtual process. I predict burr flow and springback. So I reduce surprises before tooling.
Quick DFM moves that save money
- Replace micro slots with standard holes when function allows.
- Increase bend radius to 1T or 1.5T if design allows.
- Form tabs instead of welding where strength allows.
- Keep one countersink angle across families.
DFM trade-off table
| Feature | Cost risk | Cheaper alternative | Impact |
|---|---|---|---|
| Micro slots | High | Standard holes | Longer punch life |
| Tight corner radii | Medium | Larger radii | Less cracking |
| Deep CNC pockets | High | Casting + skim | Fewer hours |
| Welded tabs | Medium | Formed tabs | One setup removed |
Dive deeper: tolerance strategy, tooling life, and PPAP reality
Tolerances that protect function
I keep tight tolerances only where they protect fit, sealing, or safety. Then I open other zones with clear notes. I also mark measurement methods on the print. So inspectors read the same rule everywhere. This step alone often cuts cycle time.
Tooling life and maintenance windows
I enlarge radii and unify punch sizes where possible. Tooling then lasts longer, and edge quality stays clean. I plan maintenance windows by hit count, not by time alone. Also, I log wear with microscope photos. Therefore, press uptime stays high and predictable.
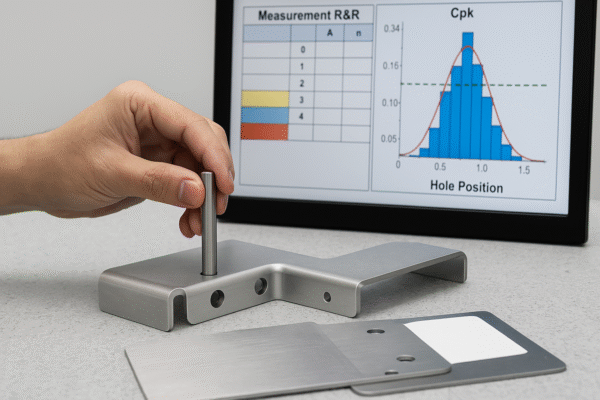
Capability before mass launch
I link DFM to PPAP. I run capability on the features that matter most. I use short runs to tune bead height and bend compensation. Then I lock the control plan with gages and datums. I share Cpk data, photos, and checklist files. So you see real stability, not promises.
A short field story
Kevin sells Siemens accessory kits in the U.S. He once asked for 0.02 mm flatness on a cover. I showed function data and bead trials. We opened flatness to 0.10 mm and added a bead. The seal still passed. Scrap fell, and press hits dropped. Cost fell 12%, and yield rose 4%. So his launch stayed on time.
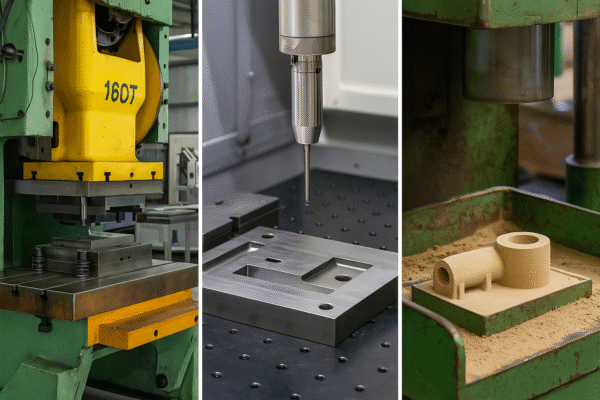
Production methods: when should I choose stamping, CNC, or casting?
Many teams pick CNC by habit. The part then costs more than needed. I compare three routes early. I balance tooling against piece price and the ramp plan.
Use stamping for thin, high-volume shapes. Use CNC for complex, low-volume geometry. Use casting for thick forms with stable demand. Mix routes for hybrid wins.
I start with annual volume and thickness. Then I check undercuts and cosmetic needs. Next, I map tolerances to natural capability. Finally, I score each route on speed and risk.
Simple decision table
| Criteria | Stamping | CNC | Casting |
|---|---|---|---|
| Best volume | 10k+ | 1–5k | 2k+ |
| Typical thickness | 0.5–4 mm | Any | 3–50 mm |
| Tooling cost | Medium | Low | Medium–High |
| Piece price | Low | High | Medium |
| Tolerance | Medium | High | Medium |
Dive deeper: hybrid flows, takt time, and fixture economics
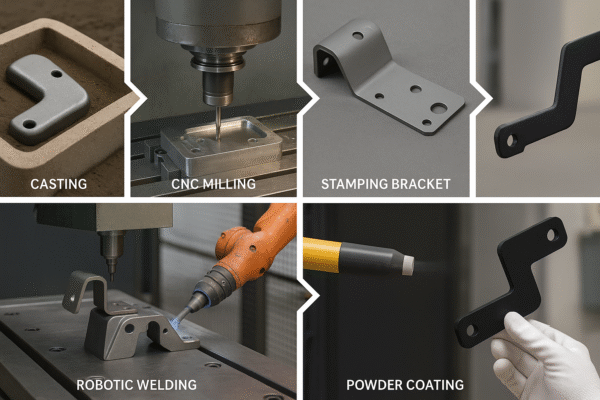
Hybridize to cut chips and hours
I cast near-net shapes for thick bodies. Then I skim CNC only the interfaces. I stamp small brackets and weld them to the casting. So I cut chips and hours without losing precision. As an ISO-certified casting parts manufacturer, I run traceable heats and NDT when needed. I then share dimensional reports and probe data.
Tune takt time with parallel cells
I design parallel cells to hold pace through peaks. My 10 production lines let me shift load fast. Therefore, I keep lead time short during season spikes. For CNC parts precision machining, I use high-feed mills and in-machine probing. I trim cycle time with smart stepovers and unified tools. Also, I keep tool length presets stable. So I reduce setup errors and downtime.
Fixture sharing across part families
I scale families with shared locators and clamps. I design master locators and modular nests. Then I swap inserts to fit sizes. This approach cuts fixture spend and setup time. You get lower unit cost and faster PPAP. As a custom metal parts manufacturer in China, I combine stamping, CNC, and welding under one roof. Therefore, you get one schedule and one invoice.
Supply chain optimization: how can logistics and bulk orders lower expenses?
Unit price does not tell the whole story. Total landed cost decides the margin. I plan packaging, MOQ, and freight together. I also lock buffers on risky nodes.
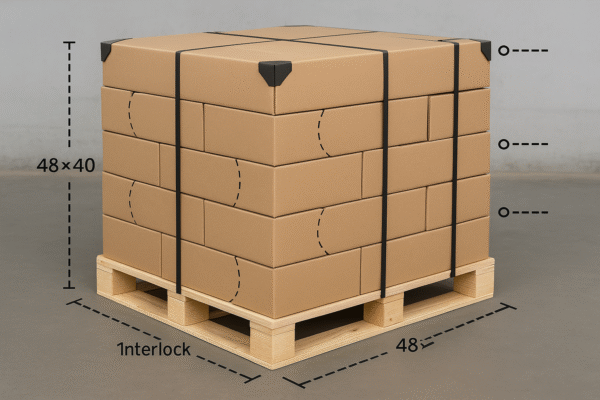
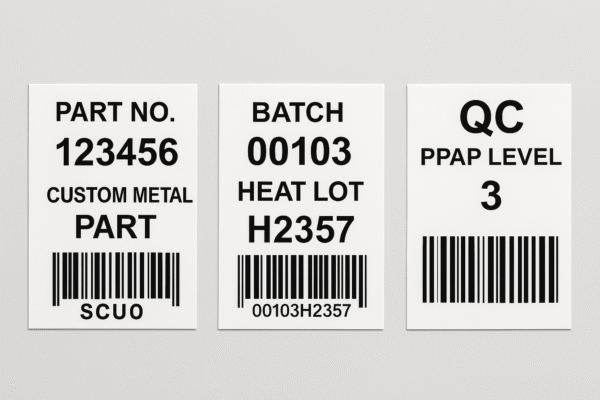
Bundle SKUs in shared cartons. Standardize export pallets and barcodes. Book space early in peak seasons. Use vendor-managed buffers near hubs. Add EPE foam only after tests show risk.

I define packaging goals with your team. Kevin needs perfect cartons and strong straps. So we score risk by weight, finish, and route. Then we run drop tests to ISTA levels. We also test humidity cycles. We pick foam, bag, and label sets that match risk and cost.
Logistics and packaging levers that protect margin
- Combine parts by family for full-container loads.
- Align MOQ with coil widths and die hits.
- Pick FOB, CIF, or DDP to match your risk plan.
- Book peak-season space two months ahead.
Packaging cost table
| Option | Cost | Protection | When to use |
|---|---|---|---|
| Kraft + divider | Low | Medium | Matte parts |
| EPE + bag + desiccant | Medium | High | Polished parts |
| Custom insert + label | Medium | High | Retail kits |
| Wood crate + straps | High | Max | Heavy weldments |
Dive deeper: landed cost math, buffers, and consolidation
Map the true lead time
I build a simple map from tool release to warehouse receipt. I mark supplier, port, and carrier buffers. Then I simulate demand spikes with MOQ and safety stock. So we see how delays hit margin before they occur. I share the plan and the trigger rules with your team.
Right-size cartons and reduce claims
I run carton and pallet tests to cut dimensional weight. I right-size cartons so you ship less air. Therefore, you reduce freight and damage together. When surface finish is critical, I add a PE bag, EPE, and a desiccant pack. I record each ISTA test and share results. Also, I track claims by SKU and lane, then I act fast.
Consolidate SKUs and simplify receipts
As a plastic parts OEM supplier and a provider of wholesale fasteners from China, I consolidate mixed SKUs. I load brackets, CNC inserts, and screws in one container. I print shared barcodes and batch codes. Then your hub receives complete kits. Customs clears faster, and your warehouse touches fewer cartons. Communication stays direct and quick. You spend less time chasing updates and more time selling.
Conclusion
Cut cost with smart materials, strong DFM, right processes, and tight logistics while keeping quality steady across seasons.
Send your RFQ on our website for a free engineering review, a fast quotation, and a tailored plan. I deliver quick lead times and stable quality with ISO control and one-stop service. As your custom stamping parts supplier and CNC parts precision machining partner, I respond fast, I communicate clearly, and I ship on schedule. Contact Prime today to start a data-backed cost-down program with real savings and clean execution.
