
Custom Casting Parts/Metal Casting Molds for Sale?
August 22, 2025 • by [email protected]
Many buyers fight defects, flash, and shipment delays from under-spec’d molds. I stop that with tight DFM, material control, and export-grade packaging.
Custom casting parts and metal casting molds are best purchased from ISO-certified factories that provide DFM, appropriate tool steels (P20/H13/420), GD&T-based inspection (CMM to ISO 10360), hardness testing to ASTM E18, and ISPM-15 crating. Compare guaranteed shot life, achievable tolerances (±0.02 mm/±0.0008 in), and a written acceptance plan before ordering. (ISO 9001, ISO 10360, ASTM E18, ISPM-15)
Up next: where to buy with confidence, how to cut cost-per-shot, and how to choose the right mold materials.
Where to Buy Quality Casting Molds?
Bad molds cause scrap, rework, and downtime. Audited processes and measured acceptance prevent surprises.
Buy quality molds from ISO 9001–certified factories that prove capability with DFM reviews, pilot shots, and GD&T inspections to ASME Y14.5. Require CMM verification to ISO 10360, hardness to ASTM E18, and ISPM-15 export crating. Use ISO 8062 to set realistic casting tolerances when applicable. (ASME Y14.5, ISO 8062)
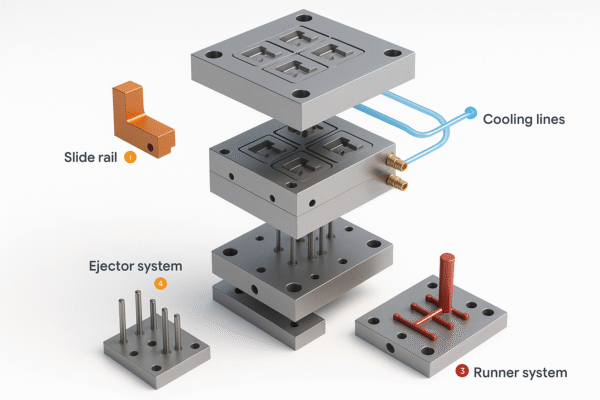
Prime (China) was founded in 1993 and runs 10 production lines for casting parts, CNC parts, stamping, screws, plastic parts, and assemblies. I start every project with DFM covering draft, parting, gating/venting, cooling, and ejection. For complex parts, I request flow/cooling simulation and a pilot run of 30–100 shots. Acceptance is objective: CMM to drawing with GD&T datums (A/B/C), flash limit (≤0.05 mm/0.002 in), surface finish (Ra), and gate vestige limits. For investment/sand cast parts, I align capability to ISO 8062 tolerance classes to avoid unrealistic promises.
Prime’s advantages: 24-hour DFM advice, FAI/CMM data packs, PPAP/ISIR support, and export packaging built for sea or air freight. We apply VCI oil, vacuum sealing with desiccants and humidity cards, and crate with ISPM-15 lumber, steel strapping, and shock/tilt indicators. Kevin—our typical US buyer—cares about predictable timing and clean packaging; so do I.
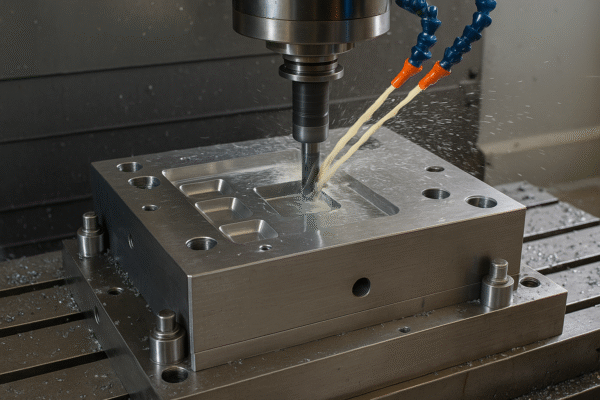
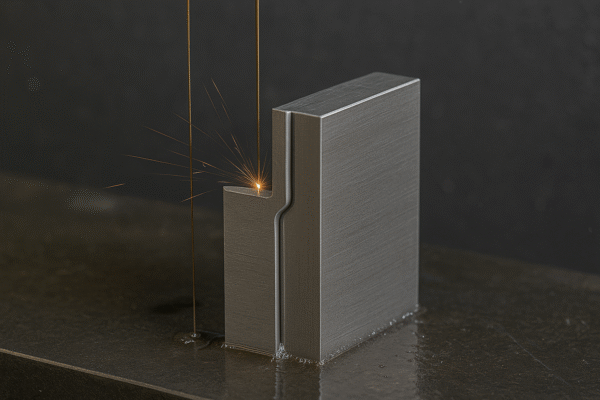
I also check shop discipline: tool presetting, gage R&R on critical features, and preventive maintenance logs on CNC/EDM. These reduce variability and keep tolerance stacks stable in production. When a supplier cannot show recent calibration and audit records, I walk away.
Practical checkpoints buyers should verify
- Valid ISO certificate; recent audits and calibration records are available
- DFM recommendations documented; pilot shots (30–100) included with CMM data
- CMM (ISO 10360) and hardness (ASTM E18) reports; ISPM-15 export crate plan
Quality & packaging notes buyers care about
- Steel MTRs for cores/inserts; hardness 48–52 HRC where specified
- VCI oil + vacuum bag + desiccants + humidity card; corner guards on crate
- Barcode labels, spare pins/springs, grease, and maintenance checklist
| Factor | Option A | Option B | What it means for cost/lead time |
|---|---|---|---|
| Material/Grade | H13 tool steel | P20 tool steel | H13 sustains heat/volume; P20 lowers entry cost |
| Strength/Hardness | 48–52 HRC | 30–34 HRC | Higher HRC resists wear; adds machining/polish time |
| Corrosion Resistance | Nitriding | Hard chrome | Improved wear/release; adds process days |
| Tolerance Feasibility | ±0.02 mm (±0.0008 in) | ±0.05 mm (±0.002 in) | Tight GD&T increases machining and CMM hours |
| Surface Finish | Ra ≤ 0.4 µm polished | Ra 1.6–3.2 µm as-machined | Better release/appearance; more bench work |
| Testing/Reports | FAI + CMM + HRC | Visual only | Documentation reduces rework and claims |
Upload your drawing for a free 24-hour DFM review and a written acceptance plan before ordering.
Affordable Metal Casting Molds for Sale?
Low sticker price hides lifecycle costs. Early wear and line stoppage are expensive.
To buy affordable molds, match steel to volume and environment: aluminum/45# for prototypes, P20 for ~100k–200k shots, H13 for ≥500k shots, 420 stainless inserts for corrosion. Add localized nitriding or chrome to wear zones. Calculate cost-per-shot including maintenance and packaging—not just mold price. (H13, P20, Nitriding)
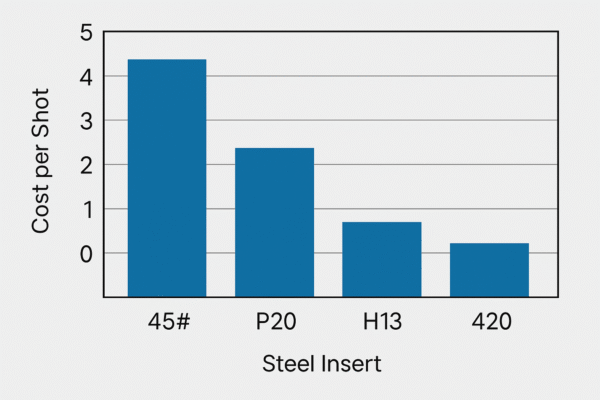
I begin by forecasting annual shots, alloy temperature/flow, and cosmetic targets. For prototypes or PPAP trials, aluminum or 45# keeps speed high and costs low. For medium volume, P20’s machinability and hardness (~30–34 HRC) balance price and life. For hot or abrasive alloys (e.g., aluminum die casting), H13 at 48–52 HRC resists thermal fatigue and washout, extending tool life. In humid or corrosive settings, 420 stainless inserts protect gates, runners, and lifter tips from rust. Typical capability benchmarks: die-cast ±0.05–0.10 mm; investment cast ±0.10–0.30 mm; sand cast ±0.5–1.5 mm (geometry dependent). NADCA and ISO 8062 help set expectations. (NADCA, ISO 8062)
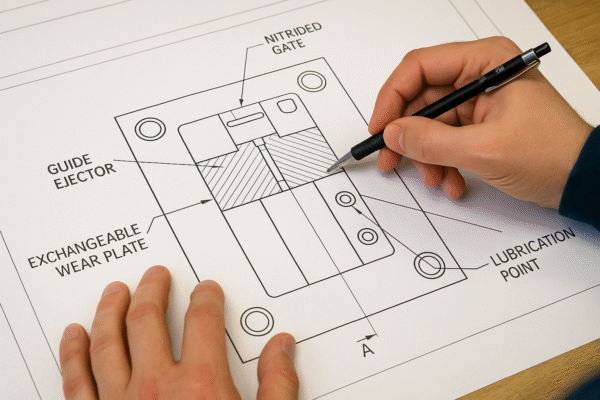
Enhance smartly. Nitriding boosts surface hardness with minimal distortion—ideal at gates, ejector faces, and wear plates. Hard chrome improves release and corrosion resistance on sliding faces. Design for maintenance with standard ejector pins/springs and replaceable inserts at hot spots. Protect value in transit with immobilizing foam collars, crate bracing, and shock/tilt indicators; add a spare kit (pins, O-rings, bushings).
Prime’s DFM flags over-engineering where you can safely save and under-spec risks where small upgrades repay quickly. I share a cost-per-shot spreadsheet and service interval plan, so you compare true lifetime economics, not just initial quotes.
Practical checkpoints buyers should verify
- Forecasted shots vs. steel/hardness and surface treatments
- Replaceable wear inserts and standardized consumables are specified
- Maintenance intervals and spare-parts kit quoted up front
Quality & packaging notes buyers care about
- VCI oil, vacuum bag, desiccants, humidity card, and anti-collision foam
- ISPM-15 crate with steel strapping; shock/tilt indicators attached
- BOM, assembly drawing, lube chart, and maintenance logbook included
| Cost Lever | Lower-Cost Choice | Higher-Life Choice | Impact on Cost/Lead Time |
|---|---|---|---|
| Base Steel | 45# / Aluminum | P20 / H13 | Lower entry cost vs. longer life and cycle stability |
| Wear Zones | None | Local nitriding/chrome | Small adder; big life gain at gates/ejectors |
| Inserts | Integral | Replaceable | Slightly higher price; faster maintenance, less downtime |
| Ejection | Unguided | Guided with bushings | Better parting-line control; minor machining adder |
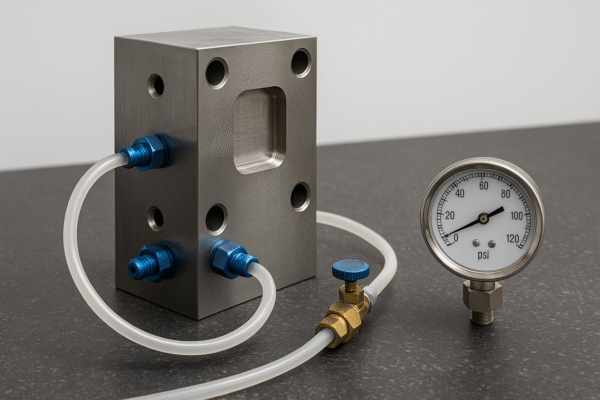
| Cooling | Straight drills | Baffles/bubblers | Shorter cycles; more machining and leak testing |
| Reports | Visual only | FAI + CMM + HRC | Assurance vs. small schedule increase |
Send your drawing for a cost-per-shot analysis and a firm 24-hour quotation.
Choosing the Right Casting Mold Materials?
Wrong steel leads to cracks, rust, sticking, and dimensional drift. Fit materials to geometry, thermal load, and surface.
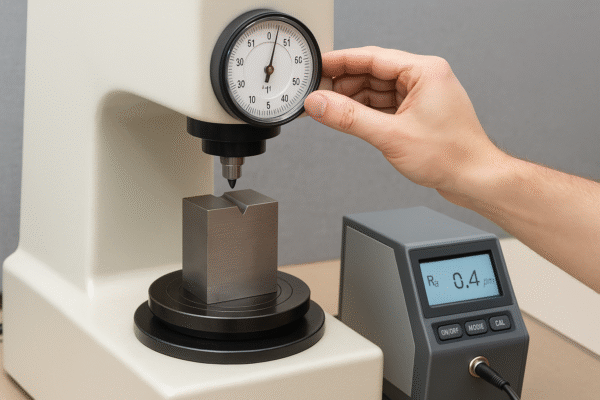
Select materials by volume, temperature, and cosmetic needs: aluminum for prototypes, P20 for medium runs, H13 for high-heat/high-volume, and 420 stainless for corrosion. Confirm Rockwell hardness and temper; validate GD&T with CMM and hardness to ASTM E18 before shipment. Salt-spray testing (ASTM B117) helps compare coatings. (ASTM B117)
Material governs machinability, thermal stability, polishability, and cycle time. Aluminum machines quickly and accelerates trials; I reserve it for prototypes and fixtures. P20 machines well, polishes to cosmetic Ra targets, and supports ~100k–200k shots when heat-treated to ~30–34 HRC. H13, tempered to 48–52 HRC, resists thermal shock and abrasion—my default for long runs and hot aluminum alloys. Where humidity or corrosive media threaten, 420 stainless inserts counter rust and pitting along gates, lifters, and vent lines.
Geometry matters. Thin ribs, deep pockets, and mirror finishes need higher-grade steels, controlled heat treat, and careful polishing. Cooling design—baffles, bubblers, drilled circuits, and (when feasible) conformal—shortens cycle and limits warp. I align surface targets early: Ra ≤ 0.4 µm for cosmetic faces; texture specs by standard scales (e.g., VDI/EDM swatches) to control gloss and release. During FAT, I verify datum scheme, Cpk on criticals, gate vestige limits, parting-line flash, and post-shot dimensional stability. For marine or corrosive environments, I evaluate coatings and sealers, and when needed, run salt-spray comparisons to ASTM B117 to inform finish selection.
Prime’s edge is practical: 24-hour DFM, traceable MTRs, fast machining capacity, and robust export packaging keep schedules on track. We also provide sample-run videos, CMM datasets, and maintenance guides so your receiving team can install, lubricate, and run the tool confidently.
Practical checkpoints buyers should verify
- Steel grade, temper, and hardness (HRC) match print and volume targets
- Cooling approach (baffles/bubblers/conformal) supports cycle-time goals
- FAT includes CMM (ISO 10360), surface finish checks, and sample parts
Quality & packaging notes buyers care about
- Mirror-polish callouts and texture/ejection strategy for cosmetic faces
- Material traceability, certificate of conformity, ISIR/PPAP when requested
- Shock/tilt indicators, corner guards, and moisture monitoring on crates
| Material Matrix | Prototype | Medium Volume | High Volume / High Heat | Corrosion Exposure | Notes |
|---|---|---|---|---|---|
| Aluminum | ✅ | ⚠️ | ❌ | ⚠️ | Fast to machine; short life |
| P20 | ⚠️ | ✅ | ⚠️ | ⚠️ | Good polish; ~30–34 HRC typical |
| H13 | ❌ | ✅ | ✅ | ⚠️ | 48–52 HRC; thermal-fatigue resistant |
| 420 Stainless | ❌ | ⚠️ | ✅ (as inserts) | ✅ | Rust-resistant where humidity is high |
| Treatment | None | Nitriding | Nitriding/Chrome | Passivation/Coatings | Choose by wear and environment |
Upload your drawing to receive my 24-hour DFM on steel, cooling, finish, and packaging—plus a firm quote from Prime’s ISO-certified lines.
Conclusion
Choose certified factories, fit materials to volume and heat, demand objective acceptance, and protect tools in transit—upload drawings now for 24-hour DFM and quotation.
