
Cost-Effective Types of Metal Stamping Techniques?
August 13, 2025 • by [email protected]

Costs rise and deadlines slip. I understand the pressure. I share proven stamping choices that cut spend fast.
Metal stamping cost drops when process, volume, and tolerances align. Progressive, transfer, deep draw, single-hit, and compound dies fit clear use windows. Tight nesting, in-die features, and material choices reduce scrap and labor. An ISO-certified metal stamping manufacturer keeps quality stable and pricing competitive.
So keep reading, because I explain each technique with simple rules. I add images, tables, and steps you can use today.
Which stamping methods cut costs fastest?
You need lower prices without risk. I start with part needs, not hype. I map geometry, volume, and finish to the right die path.
Costs fall when the process matches features and demand. Progressive dies win at high volume. Single-hit suits simple shapes and short runs. Transfer handles large shells and deep forms. Deep drawing fits cups and enclosures. Compound dies lock concentric blanks and holes.
Decision windows you can trust
I define windows by geometry, pitch, and tolerance. Then I test strip utilization and station count. I confirm press tonnage, feed length, and lift height. I price tooling and per-part cost together, not alone. Because this method stays objective, you get clear trade-offs.
| Technique | Best Volume | Geometry Fit | Tooling Cost | Scrap Rate | Speed | Typical Parts |
|---|---|---|---|---|---|---|
| Progressive | 100k+ | steady bends, pierce, coin | High | Low | Very high | brackets, terminals |
| Single-hit | 1k–20k | simple blanks, pierce | Low | Medium | Medium | washers, plates |
| Transfer | 50k+ | large shells, long draws | High | Low | High | housings, pans |
| Deep draw | 20k+ | cups, cans, enclosures | High | Medium | High | lids, covers |
| Compound | 10k–100k | tight blank + pierce concent. | Medium | Low | High | rings, gaskets |
Risks, signals, and quick fixes
I watch for burr spikes, splits at bends, slug pull, and warp on pierce. So I plan sharpening windows and larger bend radii. I tune shear angles and stripper force. I apply film and pads to protect finish. Because I log these risks early, I keep uptime high and scrap low for global lanes.
How does progressive die stamping lower unit price?
You want volume and stable quality. Progressive dies often deliver the lowest unit price when the strip design stays smart.
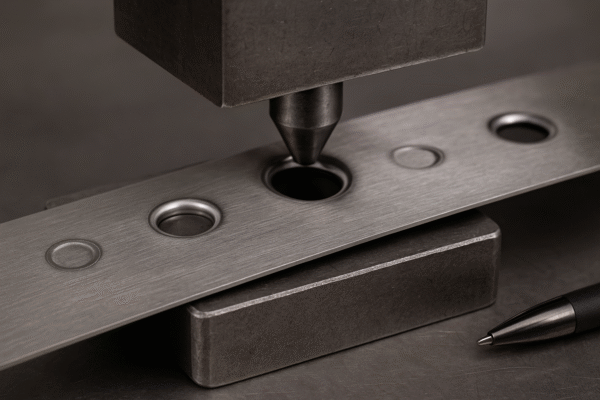
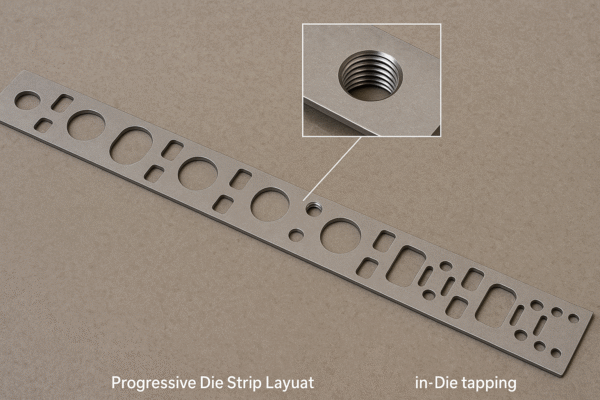
A progressive die moves a strip through pierce, form, coin, tap, and cut. The strip carries the part, so handling drops. Tight nesting reduces scrap. Sensors detect faults early. Unit cost falls as strokes per minute rise.
From CAD to first good part
I start with a short DFM call. I round sharp internal corners. I align hole patterns with feed direction to boost nesting. I add pilots early and a restrike near final cut. I shave only edges that control assembly fit. Then I install die protection based on a risk map. I meter lube flow and monitor tonnage. Because I standardize clamps and shoes, I execute SMED. So changeovers stay under thirty minutes across our ten lines.
| Setup Lever | What I Do | Result |
|---|---|---|
| Strip nesting | rotate blanks for best fit | scrap drops by 3–10% |
| In-die ops | tap, coin, shave, stake | secondary cells removed |
| Sensor plan | place sensors by risk | crashes prevented |
| Quick change | standardized hardware | downtime reduced |
| Lube control | set film thickness and flow | tool life extended |
Controls, features, and real savings
I coin bosses to set stack height. I emboss ribs to raise stiffness without thicker stock. I use in-die tapping when thread sizes stay stable. If one face needs machining, I route it to CNC parts precision machining cells. Because Prime runs a one-stop metal parts processing model, I shorten travel and reduce WIP. Your audit moves fast with PPAP, FAI, and Cpk charts. As a custom stamping parts supplier, I also quote a crossover chart that compares progressive to single-hit or transfer. So you decide with data, not guesswork. Buyers often search for progressive die stamping China and ISO-certified metal stamping manufacturer. I design this section to meet those queries with clear actions and proof.
When does transfer stamping beat progressive lines?
You build large shells or deep forms. Transfer stamping can beat progressive lines when flanges need freedom and coil width must shrink.
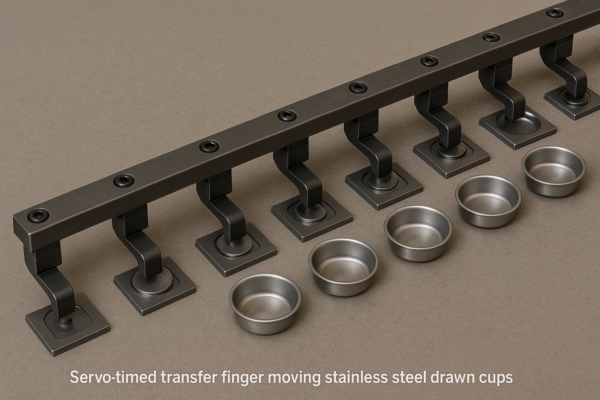
Transfer stamping lifts each blank with fingers between stations. Wide draws and hems form without a strip carrier. Yield improves on large parts. Tooling costs more at launch, but per-part cost drops at scale.
Sequence, yield, and finish protection
I start with a generous draw radius to stop splits. Then I add redraw stations to reach height in safe steps. I meter flow with draw beads. I pierce and trim late to lock hole position after forming. I time fingers to avoid scuffs during hand-off. Because transfer removes the strip carrier, I shrink coil width and lift yield. I also delete weldments by forming one part, not three. So inbound SKUs drop, and assembly gets faster.
| Part Signal | Why Transfer Wins | My Action |
|---|---|---|
| Big footprint | strip would waste area | blank first, then transfer |
| Deep shell | carrier would lock flange | multi-draw sequence |
| Edge hem | strip would scar edge | hem in later stations |
| Fragile finish | less strip rub | soft pads and film |
| Hole accuracy | pierce after draw | stable true position |
Quality gates and packaging for long lanes
I add sensors on finger position and nest pressure. I track bead wear with insert swaps. I verify trim with guided pilots and vision checks. Then I ship in foam trays with corner guards. I add VCI wrap or oil film for rust control. I include barcode labels and a photo pack list. Because global lanes demand care, I build export crates that survive long ocean moves. If you need hardware, our welding parts factory China cell adds studs and nuts before pack-out. This section also targets transfer die stamping supplier and export-grade packaging for metal parts searches to help engineers and buyers find a complete answer.
Can deep drawing stay cost-effective with strict tolerances?
You fear deep draw costs. However, deep draw stays lean with draw-friendly grades, clean lube, and guided tooling.
Deep drawing forms cups from sheet in stages. Draw beads and radii control flow. Lubrication prevents galling. Redraw rings lock roundness. With the right die steel, tool life stays long and stable.
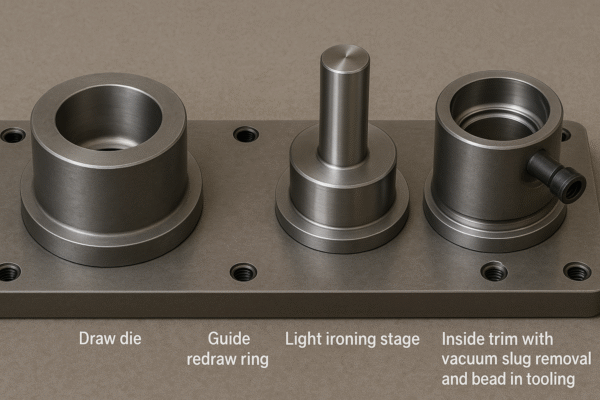
Geometry, materials, and inline features
I keep the L/D ratio inside safe limits. If height grows, I add redraws instead of one aggressive pull. I round internal corners and remove sudden steps. For stainless, I choose 304 DDQ when depth demands it. For aluminum, I select tempers that support elongation. I test several lubes and film stacks. Then I keep the cleanest option that still protects the wall. I pick tool steels by run length and place carbide only on true wear points. So first cost stays sane and maintenance moves fast.
| Need | Draw Method | Result |
|---|---|---|
| Roundness | guided redraw ring | stable ID and OD |
| Wall control | light ironing | smooth, even wall |
| Rim flatness | in-die trim | square, clean edge |
| Hole location | pierce after draw | true position holds |
| Surface | right lube and film | no scratches |
One-stop deep draw without downstream chaos
I add vents, embosses, and beads in-die to avoid later cells. I stake or clinch nuts where threads are needed. If a machined seat is critical, I route the cup through CNC parts precision machining cells. When a cast mate fits better, I involve our ISO certified casting parts manufacturer partners during DFM. We align datums, gaps, and tolerances on one call. Therefore, you avoid stack-up traps and rework loops. This is our custom deep drawing service used by export programs in North America, Europe, the Middle East, and Australia. Because we keep documents clean and share Cpk, PPAP, or FAI on request, audits stay short and predictable.
Do single-hit and compound dies still make sense today?
Yes, they do. They shine on short or mid runs, urgent orders, and tight concentric rings.
Single-hit dies punch or form features in one stroke. Compound dies cut the blank and pierce in one tool. Tooling stays affordable and quick to build. Per-part cost beats laser and waterjet past small pack sizes.
Speed, flexibility, and clean delivery
I move fast when demand spikes. I confirm material, thickness, and coil stock. I pick a standard shoe and off-the-shelf punches. I design modular inserts for hole patterns. I use common clamps and parallels, so my team sets the die in minutes. I prove first parts and lock the gauge plan the same shift. I ship with barcode labels and heat lot records. I add VCI wrap or oil film for rust control. I use foam trays to stop dents. I include a photo pack list for quick checks at receiving.
| Scenario | Simple Die | Why It Wins |
|---|---|---|
| 1k–20k units | single-hit | lowest tooling cost |
| Tight ID/OD | compound | one-stroke concentricity |
| Mixed SKUs | modular die | fast change inserts |
| Urgent order | stock shoe | days, not weeks |
| Thick stock | robust punch | cool, clean edges |
Practical comparisons that guide smart buys
Lasers excel on prototypes and complex one-offs. Waterjet avoids heat but moves slower on long runs. A simple die often wins after the first few thousand parts. I show a chart with cycle time, burr risk, and finish needs. Then you pick with clear trade-offs, not slogans. If your order also needs hardware, I add precision fasteners wholesale to the same shipment. Because Prime acts as a custom stamping parts supplier with rapid lead time stamping, you receive one invoice, one schedule, and fewer headaches.
Conclusion
Smart process choices and clear DFM cut stamping cost while protecting quality, speed, and risk for global programs.
Ready to reduce cost without new risk? Contact Prime today on our website. Share annual volume, drawings, and key tolerances. I will model the best stamping path and show a clean crossover chart. You receive a fast quote, a free DFM pack, and a custom packaging plan. We ship quickly with stable quality from ten production lines. Ask for a tailored solution from an ISO-certified metal stamping manufacturer and one-stop metal parts processing partner now.
