
Automotive Stamping Process: Key Techniques, Challenges, and Solutions?
September 12, 2025

I see buyers face cracks, delays, and unclear costs. I solve these problems with standards and proof.
Automotive stamping turns sheet into parts at scale. I control flow, pressure, and clearance to protect fit and finish. I verify forming with ISO-based FLDs, and I submit AIAG PPAP with Core Tools. I align with the International Automotive Task Force scheme when programs require it. (International Organization for Standardization)
I keep this guide simple and direct. Then I back each claim with numbers, tables, and real sources.
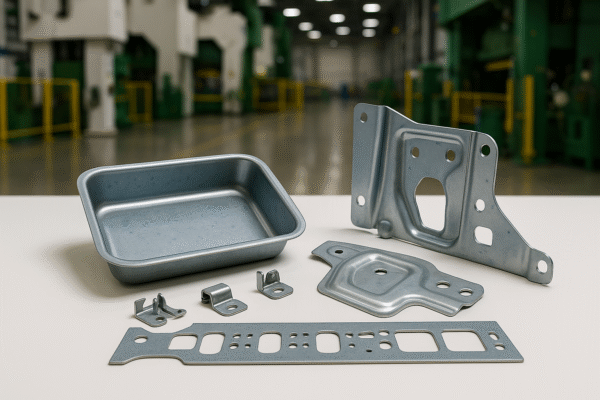
Understanding Automotive Stamping and Its Classifications?
Many teams mix cutting and forming. So I start with clear shop terms and cost levers.
Stamping splits into two families. Separation includes blanking and piercing. Forming includes drawing, flanging, restriking, and hemming. I balance stations to protect edges and reduce thinning. I build a forming-limit diagram to the ISO method and keep strain points below the forming-limit curve with margin. (International Organization for Standardization)

I finalize definitions before quoting. Then I publish a PPAP plan with Core Tools and a clean submission list. My team follows IATF expectations and AIAG guidance, so audits stay smooth. (AIAG)
Dive-Deeper: Cost levers and quote terms you can audit
1) Material index formula and scrap logic
I link steel or aluminum to public indexes. For steel, I use a transparent indicator, such as the FRED PPI for Steel Mill Products. For aluminum, I reference LME Official Prices and include the Midwest Premium benchmark.
- Steel cost/part = (Index × gross weight) − scrap credit.
- Al cost/part = (LME + regional premium) × gross weight − scrap credit.
I state index date, hedge window, currency, and scrap grade. (FRED)
2) Utilization from pitch/nesting
Utilization = Net area ÷ Blank area. Gross weight = Net weight ÷ Utilization. I show CAD of the progression pitch or nest. I set a target utilization and a scrap cap in the quote.
3) Tool life and regrind strategy
I publish hits to first regrind, regrind cost, and time. I price inserts and backup steel. I convert all of this into cts/part across your volume tiers.
4) Changeover time and SMED
I attack changeovers with SMED. I target single-digit minutes when feasible. I move steps external, and I stage clamps. I show changeover cost/part = (minutes × loaded rate) ÷ lot size. (Lean Enterprise Institute)
5) Speed, OEE, and scrap targets
I set SPM, parts/stroke, and OEE = Availability × Performance × Quality. I document each factor and show the hourly output math. I lock a scrap % goal per operation and part family. (Vorne)
| Lever | Target / Example | What I share in RFQ | Why it matters |
|---|---|---|---|
| Index link | FRED steel, LME aluminum | Source, date, hedge window | Fair adjustments |
| Utilization | ≥ 80% typical | Layout image, % | Low material cost |
| Tool life | e.g., 100k hits to regrind | Cost and time per regrind | Stable piece price |
| SMED | < 10 min goal | Video, steps list | Small lots, quick change |
| SPM / OEE | e.g., 22 SPM / 0.80 | OEE factors, hour rate | Predictable output |
| Scrap % | Op-by-op caps | SPC tie-in | Less rework |
Stamping capabilities • CNC machining • Casting • Welding • Packaging guidelines • PPAP & IATF
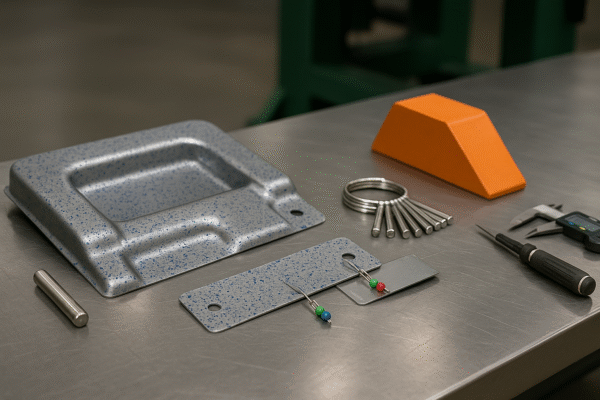
Features of Body Panel Stamping and Forming Technology?
Class-A skins cost more for clear reasons. So I show the forming risks and the controls I always lock.
Panels need large, smooth flow under controlled pressure. Complex crowns raise wrinkles, splits, and springback. I grade surfaces as A/B/C and lock acceptance photos. I verify strain stays below the FLC per ISO 12004-2. I pick AHSS or aluminum using authoritative databases. (International Organization for Standardization)

Dive-Deeper: Class-A planning, acceptance, and capacity boundaries
1) Material and forming references
For AHSS design and forming, I rely on WorldAutoSteel’s AHSS Application Guidelines and AHSS Insights. For aluminum designation and temper data, I consult the Aluminum Association standards. These sources keep choices objective across teams. (WorldAutoSteel)
2) Surface, hem, and geometry controls
I tune beads by zone. I smooth radii near sharp corners. I add pre-forms and planishing as needed. I confirm hole and slot positions with CMM. I record lubricant grade and cleanliness steps to avoid transfer marks.
3) Press envelope and feed window
I assign presses by facts, not hope.
- Tonnage: 160–1,200 T
- Bed (L×W): 2,000–4,000 × 1,000–2,000 mm
- Stroke: 200–400 mm • Shut height: 400–800 mm
- Throat: 350–600 mm • Feed width: 50–1,300 mm
I share nameplate photos and PM records in the RFQ pack.
4) Acceptance artifacts for Class-A
- Zone photo map and lamp check steps.
- FLD plots to ISO 12004-2, with visible safety margin below the FLC.
- CMM and fixtures for gap and flush.
- Bead and binder pressure windows by zone. (International Organization for Standardization)
| Control | Evidence I share | Pass rule |
|---|---|---|
| Formability | FLDs to ISO 12004-2 | Points below FLC with margin |
| Surface | Lamp photos, polish plan | No lines in A-zones |
| Fit | CMM reports, fixtures | Nominal per drawing |
| Lube / Clean | Grade and steps list | No transfer marks |
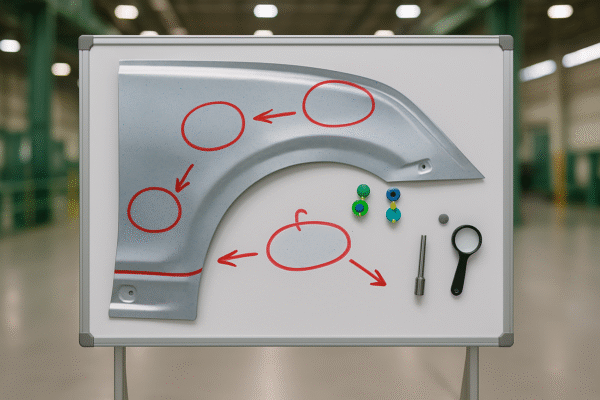
Common Defects in Stamping and Effective Elimination Methods?
Launches often stall after wrinkles or cracks. So I share fixes that save weeks.
Wrinkling comes from compressive pile-up or long free spans. I add draw beads, raise binder force, or shorten spans. Cracking comes from high tensile strain and tight radii. I increase radii, upgrade lubrication, or add pre-stretch. Springback grows with higher yield strength, since Young’s modulus remains similar across steels. I measure, mitigate, control, then compensate. (FormingWorld – WE THINK IN SHEET METAL)
Dive-Deeper: Prevention playbook, SPC reaction plan, and measurement proof
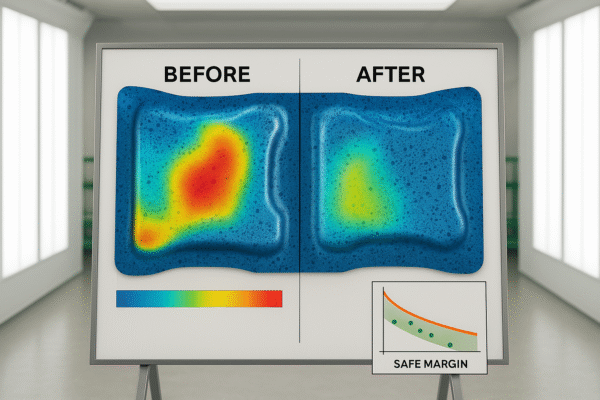
1) Springback compensation workflow
I scan parts on fixtures. I overlay scans to CAD. Then I adjust faces using AutoForm-Compensator. I follow AutoForm and FORMINGWORLD best practices to cut loops. (autoform.com)
2) Core Tools, but specific
- FMEA: I use AIAG-VDA structure with Action Priority and MSR when needed.
- MSA: I target %GR&R ≤ 10% ideal, ≤ 30% acceptable by risk, per MSA 4th.
- SPC: I set charts, sample size, frequency, and a reaction plan tied to Cpk/Ppk targets.
- PPAP: I propose Level 3 unless you require otherwise; I list the submission elements. (sae.org)
| Metric | Typical target | Escalation trigger | Source |
|---|---|---|---|
| %GR&R | ≤ 10% ideal | > 30% stop and improve | AIAG MSA-4 (AIAG) |
| Cpk / Ppk | ≥ 1.67 critical, ≥ 1.33 major | Any point below target | AIAG SPC (AIAG) |
| SPC run | Defined per op | Out-of-control signal | AIAG SPC (AIAG) |
3) OEE and Run@Rate clarity
I calculate OEE = Availability × Performance × Quality. I publish factors and the hour rate. I run Run@Rate on pilot lots and record scrap and minor stops. Example: 22 SPM × 1 part/stroke × 60 × 0.80 OEE = 1,056 parts/hour. (Vorne)
| Check | What I show | Why it matters |
|---|---|---|
| OEE math | Factors and hour output | Predictable supply |
| Scrap trend | Op-by-op chart | Realistic cost |
| Minor stops | Pareto and fixes | Stable takt |
Future Trends in Automotive Stamping Technology Development?
Programs change fast. So I list shifts that move cost, risk, and timing now.
Tailor-welded blanks support weight targets and local strength, but weld seams can shift during draw. AHSS cuts mass, yet high yield strength drives more springback. Press hardening (22MnB5) needs heat and fast quench. Tube hydroforming enables complex rails with fewer pieces. Aluminum skins grow, but they need generous radii and careful lube. (Twi Global)

Dive-Deeper: RFQ impact, supply chain risk, and packaging validation
1) Process and material choices, with sources
I de-risk TWB with weld maps and bead tuning; see TWI on tailored blanks. For AHSS, I follow WorldAutoSteel and AHSS Insights guidance. For press hardening routes, I study voestalpine phs-ultraform notes. For hydroforming joins, I again cite TWI. For grade naming, I align to SAE J2340. (Twi Global)
2) Supply chain and price risk controls
- Index clauses: I link steel to FRED PPI and aluminum to LME Official; I show the review cadence. (FRED)
- Dual mills and alternates: I list alternate AHSS names using SAE J2340 to avoid drawing confusion. (sae.org)
- Incoterms® 2020: I define hand-off using ICC rules and reference trade.gov for your customs team. (ICC – International Chamber of Commerce)
- Ocean cycle and buffers: I propose safety stock for long lanes and keep emergency air-freight quotes on file.
3) Packaging, corrosion, and labeling that pass audits
- ISTA: I test with ISTA 3A for parcel or select other ISTA 3-Series as needed. (ISTA)
- ASTM D4169: I use distribution cycles for shipping units. (ASTM International | ASTM)
- VCI: I specify MIL-PRF-3420H materials and attach the DLA QPL listing. (qpldocs.dla.mil)
- Desiccant: I size by DIN 55474 or MIL-D-3464E, and I attach the math sheet. (webstore.ansi.org)
- Labels: I follow AIAG B-10 Trading Partner Labels and provide examples. (AIAG)
| Package spec | How I prove it | Rule or source |
|---|---|---|
| Drop/vibration | ISTA 3A report | ISTA (ISTA) |
| Distribution cycle | Test matrix | ASTM D4169 (ASTM International | ASTM) |
| Corrosion window | VCI + desiccant math | MIL-PRF-3420H, DIN 55474 (qpldocs.dla.mil) |
| Labels | PDF samples | AIAG B-10 (AIAG) |
4) Lead time, capacity, and Run@Rate visibility
I publish a tooling Gantt with DFM, steel order, rough/hard mill, spotting, tryouts, dimensional, lamp, PPAP, and ramp. I add a peak line and a buffer plan. I also attach a Run@Rate math sheet: SPM, parts/stroke, OEE, hourly output, daily output, weekly output. Then I share the video and logs.

Conclusion
Choose Prime for ISO-anchored stamping, index-linked quotes, proven capacity, and audit-ready quality that speeds PPAP approvals.
Afterword and next steps
Since 1993, I have shipped stamping parts, CNC parts, welding parts, casting parts, fasteners, and plastic parts to North America, Europe, the Middle East, and Australia. I run ten lines in China. I operate an ISO-based QMS, submit AIAG PPAP, and align to the International Automotive Task Force scheme for automotive programs. Send drawings on our website for a free consultation, a firm quotation, and a tailored automotive stamping optimization plan. I move fast on samples and PPAP, and I keep packaging clean and consistent for every shipment. (AIAG)
